Кліть стану пілігримової прокатки труб
Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Верещагін Олександр Давидович, Чеха Віктор Миколайович, Більдін Костянтин Михайлович, Борисенко Юрій Миколайович, Чубарь Алла Георгівна, Алпатов Євген Миколайович, Вольфович Георгій Вольфович, Ісаков Євген Борисович, Хаустов Георгій Йосипович, Островський Ігор Петрович, Попов Марат Васильович, Чуб Анатолій Васильович

Формула / Реферат
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от ручья, а зубчатые рейки закреплены на наружных поверхностях выступов опорных планок, при этом по меньшей мере одна пара зубчатых реек с ее опорной планкой выполнена с возможностью продольного регулируемого перемещения.
Текст
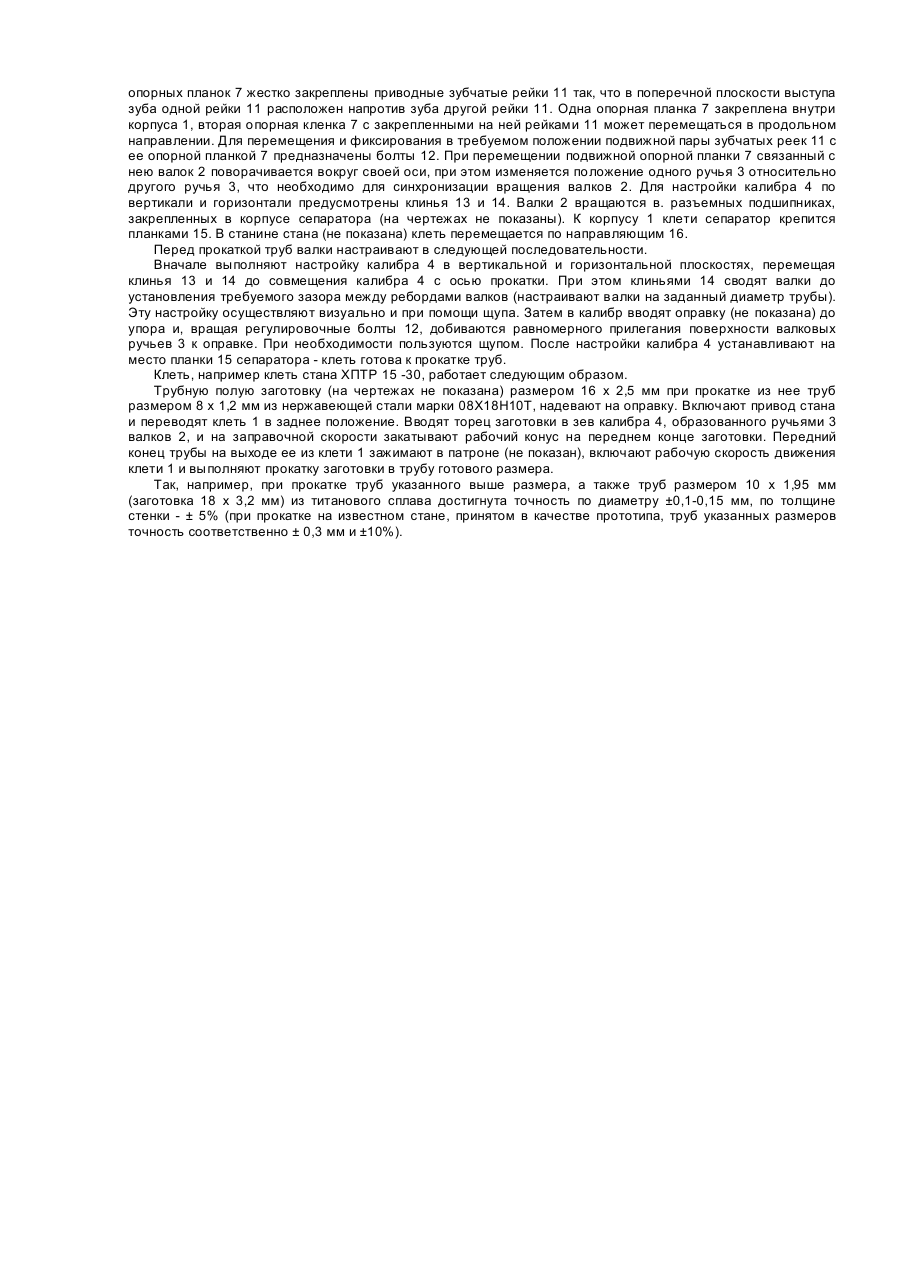
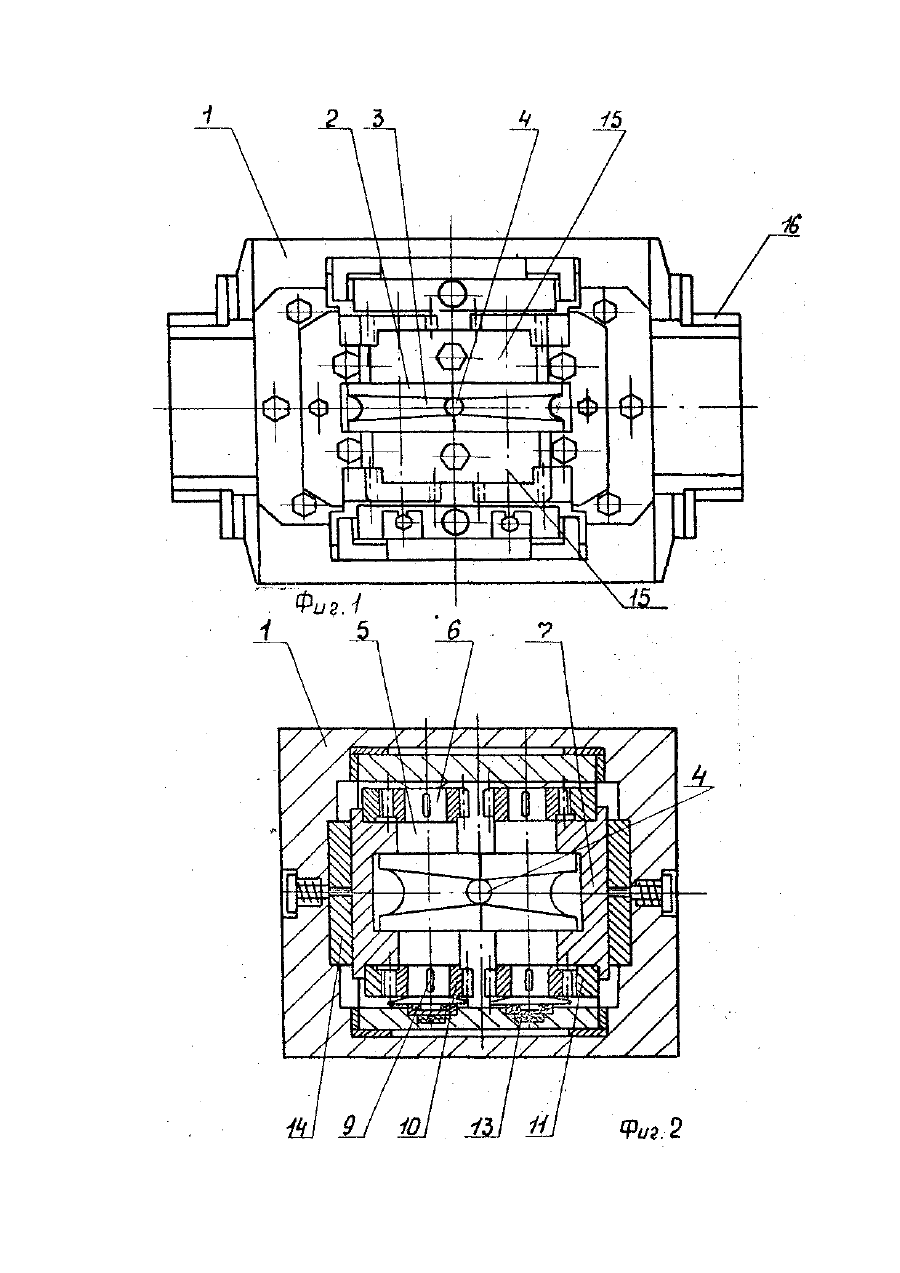
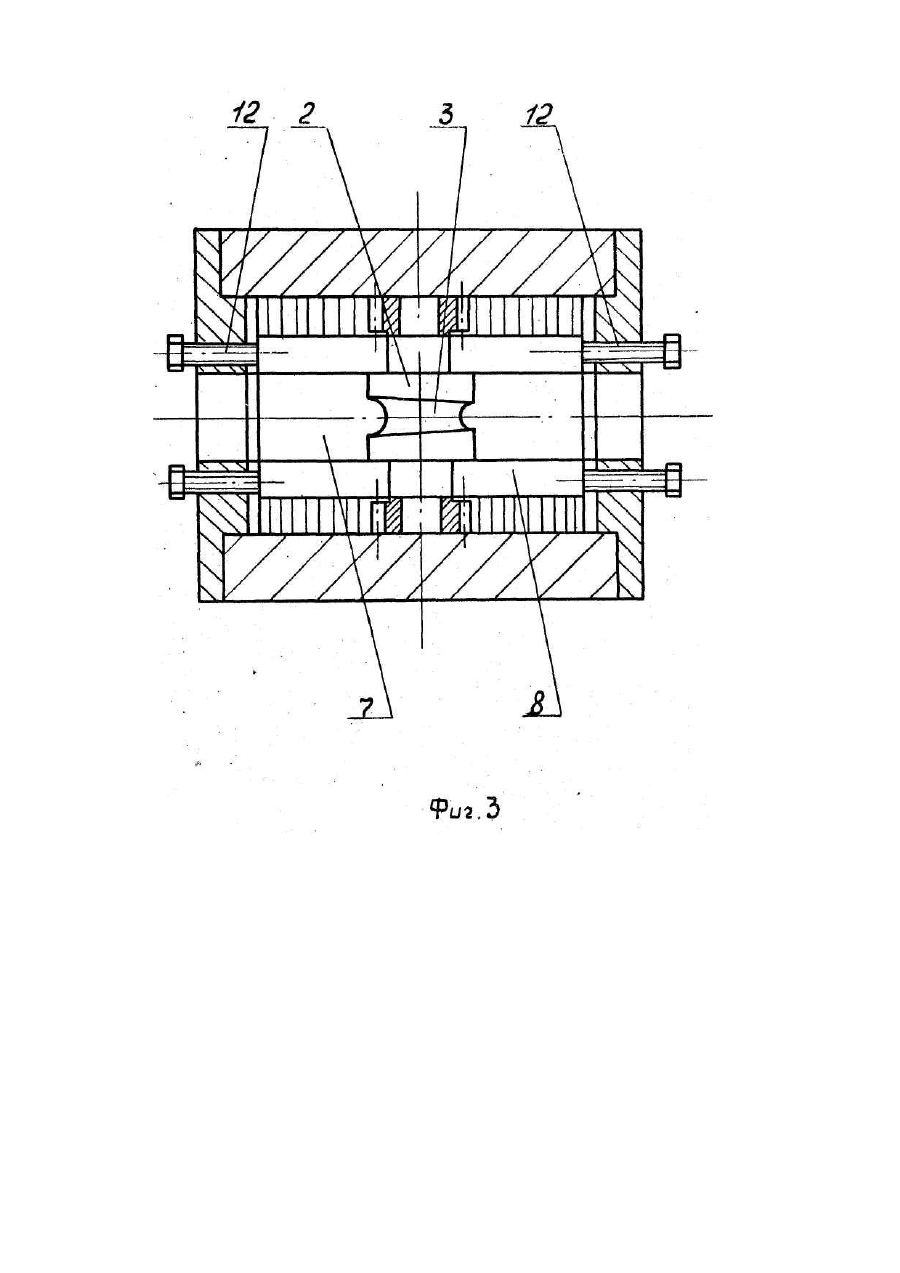
Изобретение относится к обработке металлов давлением, в частности к конструкции двухвалковой клети стана холодной пилигримовой прокатки труб, и может быть использовано для получения высокоточных труб. Известно, что точность труб, изготавливаемых на пилигримовых станах с приводными валками, имеющими ручьи переменного сечения, зависит не только от точности настройки валков в горизонтальной и вертикальной плоскостях, но в значительной степени также и от точности синхронизации вращения валков, т.е. от точности совмещения образующих калибр одинаковых участков сечения каждого ручья в вертикальной плоскости, проходящей через оси валков: чем точнее совмещены эти участки, тем выше точность размеров прокатываемых труб. Кроме того, на точность размеров труб оказывает влияние схема привода валков: при оснащении валков одной приводной шестерней, закрепленной с одной стороны от ручья, при обжатии заготовки происходит перекос валков, что снижает точность готовых труб из-за неравномерного износа поверхности ручья и подшипников. В традиционных станах холодной пилигримовой прокатки труб, имеющих возвратно-поступательно перемещаемый корпус клети, в котором размещены приводные валки с ручьями переменного сечения, точность синхронизации вращения валков достигается за счет фиксирования приводных цилиндрических шестерен, насаживаемых с одной стороны от ручья на оси валков с помощью шпоночного соединения, в определенных положениях относительно каждого ручья [1]. Таким образом невозможно добиться высокой точности синхронизации вращения валков из-за того, что она зависит как от точности станочной механической обработки соединяемых элементов, так и от квалификации слесарей-сборщиков. По этим причинам на практике показатели точности размеров труб, изготавливаемых на пилигримовых станах, оказываются невысокими (так, например точность труб по толщине стенки не выше ± 10%). Известна клеть стана холодной пилигримовой прокатки труб, совершая возвратно-поступательное перемещение, в которой размещены приводные валки с ручьями переменного сечения. На каждом валке с одной стороны ручья закреплены синхронизирующие шестерни, при, этом одна из них установлена на ступице валка с возможностью регулируемого поворота относительно ступицы [2]. Поворот валка при настройке калибра выполняется посредством двух пар регулировочных болтов. Усилие вращения валка в одну сторону передается одной парой болтов. В процессе работы клети концы регулировочных болтов быстро изнашиваются, между ними и выступами ступицы валка образуются неконтролируемые зазоры, в результате чего нарушается синхронизация вращения валков. Кроме того, из-за несимметричности привода валков имеет место перекос их в подшипниках, что также снижает точность размеров прокатываемых труб. Известна также клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные уланки, контактирующие с шейками приводных ручьевых валков. На оси каждого валка по одну сторону от ручья переменного сечения закреплена цилиндрическая шестерня, входящая в зацепление с приводной зубчатой рейкой. Синхронизация вращения валков достигается за счет точности шпоночного соединения валка с шестерней и расположения жестко закрепленной в корпусе клети зубчатой рейки [3]. При использовании этой известной клети точность изготовляемых труб невысока, поскольку невозможно добиться высокой точности синхронизации вращения валков из-за того, что этому препятствует конструкция соединения валка с шестерней (с помощью шпонки) и зависимость положения ручья валка от расположения приводной зубчатой рейки, а также несимметричная схема привода валков, обуславливающая их перекос при обжатии заготовки. Задачей, решаемой с помощью предлагаемого изобретения, является создание клети стана пилигримовой прокатки, обеспечивающей предотвращение перекоса валков при обжатии трубной заготовки, а также повышение точности настройки прокатного калибра за счет применения симметричной схемы привода валков и обеспечения возможности смещения одной пары приводных зубчатых реек относительно второй пары. Поставленная задача решена тем, что в клети стана пилигримовой прокатки труб, содержащей возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от ручья, а зубчатые рейки закреплены на наружных поверхностях выступов опорных планок, при этом по меньшей мере одна пара зубчатых реек с ее опорной планкой выполнена с возможностью продольного регулируемого перемещения. Отличительными признаками предлагаемой клети от прототипа являются: оснащение валков двумя приводными шестернями, по обе стороны от ручья, жесткое закрепление зубчатых реек на опорных планках и выполнение одной пары зубчатых реек, закрепленных на опорной планке с возможностью регулирования ее положения в продольном направлении. Техническим результатом использования предлагаемого изобретения является предотвращение перекоса валков при обжатии трубной заготовки и повышение точности настройки прокатного калибра. Это достигается тем, что усилие вращения передается на каждый валок по обе стороны ручья, что устраняет перекос валков, а также тем, что при настройке калибра одна пара приводных зубчатых реек может быть смещена относительно второй пары, чем достигается высокая точность синхронизации вращения валков. Конструкция предлагаемой клети поясняется чертежами, где на фиг. 1 представлена клеть стана, вид спереди: на фиг. 2 - поперечный, на фиг. 3 - продольный разрезы клети. Клеть (фиг, 1, 2, 3) представляет собой массивный корпус 1, в котором смонтированы приводные валки 2, имеющие ручьи 3 переменного сечения, образующие прокатный калибр 4„ Валки 2 имеют также опорные (внутренние) шейки 5 и наружные шейки 6. Внутренние шейки 5 опираются на рабочие поверхности опорных планок 7, имеющих выступы 8. На наружных шейках 6 валков 2 с помощью шпонок 9 закреплены цилиндрические шестерни 10. Идентичность положения зубьев каждой шестерни 10 относительно ее ручья 3 достигается за счет точности изготовления шпоночного соединения. На наружных поверхностях выступов 8 опорных планок 7 жестко закреплены приводные зубчатые рейки 11 так, что в поперечной плоскости выступа зуба одной рейки 11 расположен напротив зуба другой рейки 11. Одна опорная планка 7 закреплена внутри корпуса 1, вторая опорная кленка 7 с закрепленными на ней рейками 11 может перемещаться в продольном направлении. Для перемещения и фиксирования в требуемом положении подвижной пары зубчатых реек 11 с ее опорной планкой 7 предназначены болты 12. При перемещении подвижной опорной планки 7 связанный с нею валок 2 поворачивается вокруг своей оси, при этом изменяется положение одного ручья 3 относительно другого ручья 3, что необходимо для синхронизации вращения валков 2. Для настройки калибра 4 по вертикали и горизонтали предусмотрены клинья 13 и 14. Валки 2 вращаются в. разъемных подшипниках, закрепленных в корпусе сепаратора (на чертежах не показаны). К корпусу 1 клети сепаратор крепится планками 15. В станине стана (не показана) клеть перемещается по направляющим 16. Перед прокаткой труб валки настраивают в следующей последовательности. Вначале выполняют настройку калибра 4 в вертикальной и горизонтальной плоскостях, перемещая клинья 13 и 14 до совмещения калибра 4 с осью прокатки. При этом клиньями 14 сводят валки до установления требуемого зазора между ребордами валков (настраивают валки на заданный диаметр трубы). Эту настройку осуществляют визуально и при помощи щупа. Затем в калибр вводят оправку (не показана) до упора и, вращая регулировочные болты 12, добиваются равномерного прилегания поверхности валковых ручьев 3 к оправке. При необходимости пользуются щупом. После настройки калибра 4 устанавливают на место планки 15 сепаратора - клеть готова к прокатке труб. Клеть, например клеть стана ХПТР 15 -30, работает следующим образом. Трубную полую заготовку (на чертежах не показана) размером 16 х 2,5 мм при прокатке из нее труб размером 8 х 1,2 мм из нержавеющей стали марки 08Х18Н10Т, надевают на оправку. Включают привод стана и переводят клеть 1 в заднее положение. Вводят торец заготовки в зев калибра 4, образованного ручьями 3 валков 2, и на заправочной скорости закатывают рабочий конус на переднем конце заготовки. Передний конец трубы на выходе ее из клети 1 зажимают в патроне (не показан), включают рабочую скорость движения клети 1 и выполняют прокатку заготовки в трубу готового размера. Так, например, при прокатке труб указанного выше размера, а также труб размером 10 х 1,95 мм (заготовка 18 х 3,2 мм) из титанового сплава достигнута точность по диаметру ±0,1-0,15 мм, по толщине стенки - ± 5% (при прокатке на известном стане, принятом в качестве прототипа, труб указанных размеров точность соответственно ± 0,3 мм и ±10%).
ДивитисяДодаткова інформація
Назва патенту англійськоюStand of pilger rolling mill for pipe rolling
Автори англійськоюPopov Marat Vasyliovych, Khaustov Heorhii Yosypovych, Vereschahin Oleksandr Davydovych, Ostrovskyi Ihor Petrovych, Chekha Viktor Mykolaiovych, Isakov Yevhen Borysovych, Bildin Kostiantyn Mykhailovych, Volfovych Heorhii Volfovych, Chub Anatolii Vasyliovych, Alpatov Yevhen Mykolaiovych, Borysenko Yurii Mykolaiovych, Chubar Alla Heorhivna
Назва патенту російськоюКлеть стана пилигримовой прокатки труб
Автори російськоюПопов Марат Васильевич, Хаустов Георгий Иосифович, Верещагин Александр Давидович, Островский Игорь Петрович, Чеха Виктор Николаевич, Исаков Евгений Борисович, Бильдин Константин Михайлович, Вольфович Георгий Вольфович, Чуб Анатолий Васильевич, Алпатов Евгений Николаевич, Борисенко Юрий Николаевич, Чубарь Алла Георгиевна
МПК / Мітки
МПК: B21B 21/00, B21B 13/18
Мітки: стану, пілігримової, кліть, прокатки, труб
Код посилання
<a href="https://ua.patents.su/4-10684-klit-stanu-piligrimovo-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Кліть стану пілігримової прокатки труб</a>
Кліть прокатного стану
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Хуго Фельдман, Хорст Гертнер, Герд Байсеманн, Фрідріх Холльманн
МПК: B21B 29/00
Мітки: прокатного, кліть, стану
Формула / Реферат:
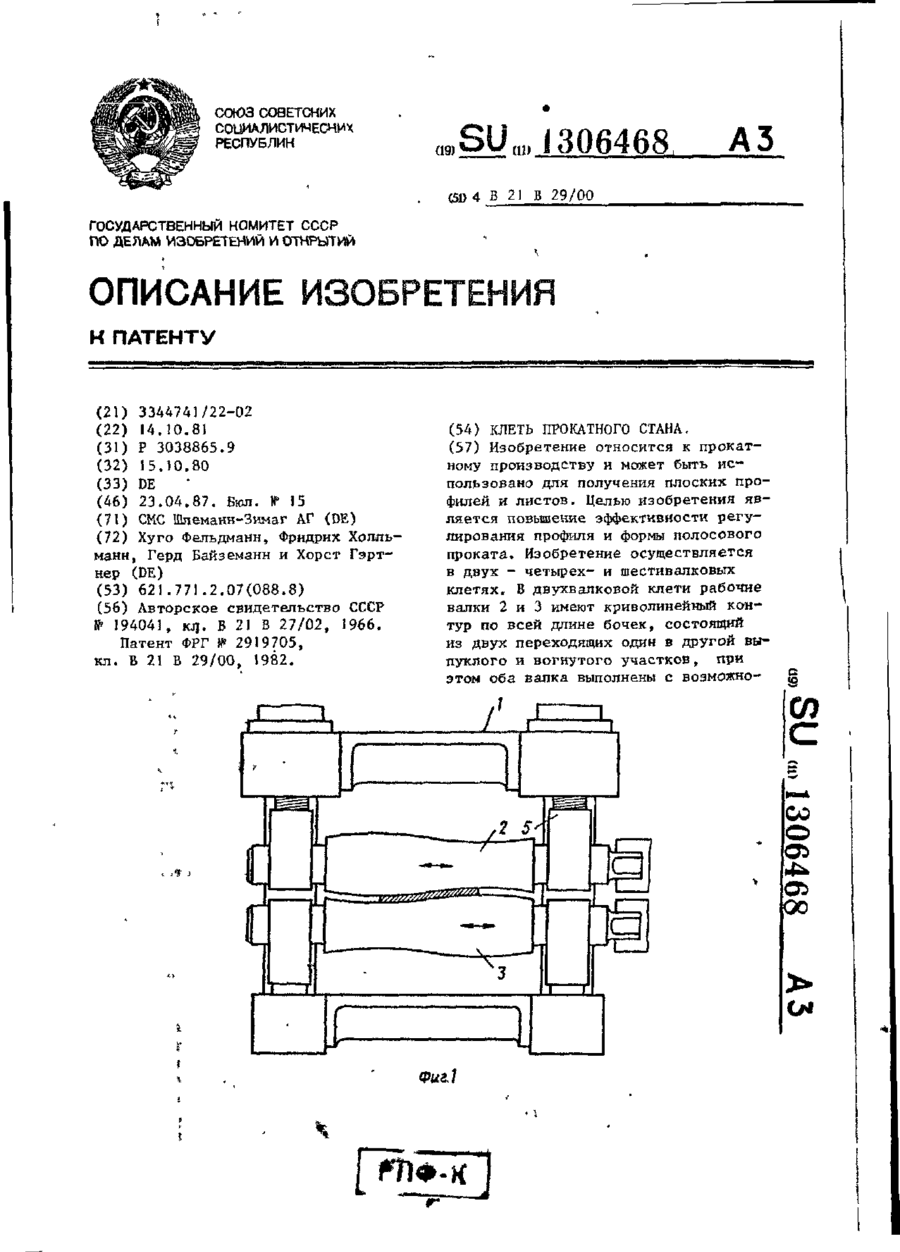
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей...
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Літвін Григорій Дмитрович, Ткаченко Микола Володимирович, Кекух Станіслав Миколайович, Лагутін Борис Миколайович, Цупкін Анатолій Вікторович, Соя Володимир Іванович, Самойленко Генадій Дмитрович, Головачов Володимир Якович, Загребельний Віктор Терентійович, Король Микола Миколайович, Третяк Володимир Якович, Масошін Леонід Михайлович, Куценко Олександр Іванович, Яременко Микола Іванович, Король Радомір Миколайович
МПК: B21B 21/00, B21B 35/06
Мітки: рухомої, стана, прокатки, привід, кліті, валків, труб, холодної
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Двострумковий жолоб проміжного стола для передання розкоту з горизонтальної у вертикальную кліть про катного стану
Номер патенту: 7908
Опубліковано: 26.12.1995
Автори: Костюченко Михайло Іванович, Шульгін Григорій Митрофанович, Левічев Павло Алексійович, Нечепоренко Володимир Андрійович, Рокоманов Володимір Петрович, Максаков Анатолій Іванович, Тільга Степан Сергійович
МПК: B21B 1/16
Мітки: кліть, проміжного, вертикальную, стану, горизонтально, катного, розкоту, двострумковий, стола, жолоб, передання
Формула / Реферат:
Двухручьевой желоб промежуточного стола для передачи раската из горизонтальной в вертикальную клеть прокатного стана, содержащий наклоненные друг к другу ручьи, образованные основаниями и боковыми направляющими, отличающийся тем, что, с целью повышения технологичности процесса прокатки, сокращения простоев стана, уменьшения расхода валков и валковой арматуры, торцы оснований обоих ручьев на входе в желоб совмещены в горизонтальной...
Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Сєніна Тетяна Володимирівна, Фролов Віктор Пилипович, Першин Володимир Олександрович, Курін Вадим Юлійович
МПК: B21B 21/00
Мітки: холодної, прокатки, труб, пільгерної, спосіб
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Шпіндель прокатного стану
Номер патенту: 2457
Опубліковано: 26.12.1994
Автори: Комаров Олександр Миколайович, Анікеєнко Ігор Миколайович, Украінець Михайло Логвинович
МПК: B21B 35/14
Мітки: стану, прокатного, шпиндель
Формула / Реферат:
Шпиндель прокатного стана преимущественно для станов периодической продольной прокатки, включающий вал, обойму, гайку, крышку и установлен-ный между обоймой и валом кольцеобразный вкладыш с модульными зубьями на внешнем и внутреннем диаметрах, взаимодействующий с соответствующими зубьями обоймы и вала, при этом вкладыш ограничен в своем перемещении в осевом направлении, отличающийся тем, что, с целью регулирования взаимного углового...
Попередній патент: Засіб для лікувальних ванн
Наступний патент: Витратомір
Випадковий патент: Спосіб корекції антитоксичної функції печінки за умов гострого панкреатиту