Спосіб чотиридугового зварювання
Номер патенту: 30141
Опубліковано: 15.11.2000
Автори: Дерментлі Федір Семенович, Щеголь Володимир Володимирович, Файнберг Леонід Йосипович, Рибаков Анатолій Олександрович, Кирюхін Олег Степанович, Негляд Віктор Микитович, Танічев Олексій Григорович, Боровиков Олексій Вікторович
Формула / Реферат
Спосіб чотиридугового зварювання, який включає послідовне розташування електродів у загальному плавильному просторі та живлення дуг від окремих джерел змінного і постійного струму, який відрізняється тим, що передні дуги живлять змінними струмами, зсунутими по фазі на 120°, а останню - постійним струмом в 1,1-1,5 разів більшим, ніж струм передостанньої дуги.
Текст
Спосіб чотиридугового зварювання, який включає послідовне розташування електродів у загальному плавильному просторі та живлення дуг від окремих джерел змінного і постійного струму, який відрізняється тим, що передні дуги живлять змінними струмами, зсунутими по фазі на 120°, а останню - постійним струмом в 1,1-1,5 разів більшим, ніж струм передостанньої дуги. (19) (21) 97126416 (22) 29.12.1997 (24) 15.11.2000 (33) UA (46) 15.11.2000, Бюл. № 6, 2000 р. (72) Рибаков Анатолій Олександрович, Файнберг Леонід Йосипович, Дерментлі Федір Семенович, Танічев Олексій Григорович, Негляд Віктор Микитович, Боровіков Олексій Вікторович, Кирюхін Олег Степанович, Щеголь Володимир Володимирович 30141 новкою на них низької дугової напруги (див. придуги живляться від окремих зварювальних трансклад) сприяє стабільності процесу зварювання. форматорів ТДФЖ-2002, які підключають до триПозитивну роль відіграє також притаманне вказафазної мережі так, що зсув фаз дугових струмів ній фазировці зниження до мінімуму струму у видорівнює 120° при порядку чергування фаз від поробі та його магнітного поля, внаслідок чого зміни переднього електроду до наступного. Четверта дурозподілу струму у виробі оказують менший вплив га постійного струму зворотньої полярності жина горіння дуг, ніж при використанні інших фазировиться від зварювального випрямлювача ВДУвок. Прийнята фазировка забезпечує також міні1602. мальний вплив магнітного поля передніх дуг на Відстань між електродами 1-2, 2-3 та 3-4 склаостанню дугу постійного струму. дає 11, 12, 23 мм. Ухил електродів 1-2-3-4 до верЗастосування на останній дузі постійного струтикалі - 10° (кутом назад), 15°, 30°, 45° (кутом впему, а також його збільшення у порівнянні із загальред), де 1, 2, 3, 4 - порядкові номери електродів. ноприйнятими значеннями так, що він в 1,1-1,5 раЗварювання виконується електродним дротом за перевищує струм передостаньої дуги, в сполумарки Св-08ГІНМА діаметром 4 мм під сумішшю ченні з фазировкою передніх дуг забезпечує необфлюсів АН-60 і АН-67Б на таких режимах: хідну стабільність останьої дуги. Вплив збільшення I1=1260 A, U1=30 В, струму останьої дуги на її стабільність пояснюєтьI2=1000 A U2=31 В ся таким чином. Внаслідок дії змінних магнітних I3=780 A U3=32 В полів передніх дуг, передусім найближчої (передI4=1000 A U4=50 В Vзв.=160 м/г. останньої) дуги, остання дуга здійснює циклічні коГлубина проплавлення шва складає 8,5 мм, ливання уздовж осі зварки. Збільшення струму осширина 26-27 мм. Підсилення шва плавно перехотаньої дуги знижує амплітуду вказаних коливань, дить на основний метал, висота підсилення не пероблячи дугу більш жорсткою, в результаті чого ревищує 2,5 мм, поверхня шва гладка. Зварний збільшується стійкість її горіння. Крім того потужня шов відповідає всім вимогам ТУ на газопровідні і відносно жорстка остання дуга, яка завдяки нахитруби. лу електрода горить кутом уперед, оказує сильну Джерела інформації протидію потоку розплавленого металу, що вики1. Nomura H., Sugitani Y., Nakagawa H. The дається з-під відхиленої назад третьої дуги, і заEffect of Transformer Phasing on Weld Bead побігає негативному впливу коливань режимів пеFormation in Multi-Electrode Submerged Arc Welding. редніх дуг на формування шва. В результаті утвоThe Effect of Magnetic Force caused by Ground рюється рівний по ширині шов з плавним перехоCurrent. - IIW Doc. XII-A-166-79, May, 1979. дом підсилення на основний метал. 2. Авт. свід. 1199527, СРСР. В23К9/18, При I41,5 I3 безпідставно збільшуються витрати Submerged Arc Welding Process to Large Diameter енергії з можливим зниженням механічних властиPipe Manufacture. - "IIW Annual Assembly, Ljublana, востей з'єднання. 6-th Sept., 1982". Слід відзначити, що збільшення струму остан5. Kawabata F. a.o. Progress in Productivity and ньої дуги згідно із винаходом не призводить до підWeld Quality in UOE Pipes by Four-wire Submerged вищення погонної енергії процесу в порівнянні з інArc Welding. - "Transactions of the Iron and Steel шими відомими способами, оскільки воно компенInst. of Japan.", vol. 26, № 5, 1986. сується низькою напругою трьох передніх дуг. Да6. Berlecom P. Dilthey U., Mursic M. Using the ний спосіб може бути успішно застосований також Four-Wire Electrode Submerged-Arc Welding for the для умов постійного місця зйома струму з вироба, Production of Longitudinally Welded Pipes. - IIW Doc. забезпечуючи стабільний процес і відмінне форXII-A-180-80, 1980. мування шва при звичайних і підвищених швидкос7. Duren С., Felleisen R., Hieber G. Four beats тях зварювання. Three in Submerged-Arc Welding. - Welding and Met. Приклад Fabr., May, 1981. Чотиридугове зварювання зовнішнього шва 8. Патент України 10.627, В23К9/18, 1993. Опубл. "Пром. власн.", № 4, 1996. труби розміром 1220´12 мм виконується у форму9. Заявка № 92004798, Російська Федерація, вально-зварювальному стані при пересуванні труВ23К9/18, 1992. Опубл. "Бюл. изобр.", № 5, 1995. би і нерухомому зварювальному аппараті. Передні __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of four-arc welding
Автори англійськоюRybakov Anatolii Oleksandrovych, Fainberh Leonid Yosypovych, Dermentli Fedir Semenovych, Tanichev Oleksii Hryhorovych, Nehliad Viktor Mykytovych, Borovikov Oleksii Viktorovych, Kyriukhin Oleh Stepanovych, Schehol Volodymyr Volodymyrovych
Назва патенту російськоюСпособ четырехдуговой сварки
Автори російськоюРыбаков Анатолий Александрович, Файнберг Леонид Иосифович, Дерментли Федор Семенович, Таничев Алексей Григорьевич, Негляд Виктор Никитич, Боровиков Алексей Викторович, Кирюхин Олег Степанович, Щеголь Владимир Владимирович
МПК / Мітки
МПК: B23K 9/18
Мітки: спосіб, зварювання, чотиридугового
Код посилання
<a href="https://ua.patents.su/2-30141-sposib-chotiridugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб чотиридугового зварювання</a>
Спосіб багатодугового зварювання
Номер патенту: 30140
Опубліковано: 15.11.2000
Автори: Танічев Олексій Григорович, Боровиков Олексій Вікторович, Рибаков Анатолій Олександрович, Негляд Віктор Микитович, Дерментлі Федір Семенович, Файнберг Леонід Йосипович, Щеголь Володимир Володимирович, Кирюхін Олег Степанович
МПК: B23K 9/18
Мітки: спосіб, багатодугового, зварювання
Формула / Реферат:
1. Спосіб багатодугового зварювання, при якому в кінці процесу послідовно вимикають дуги і зменшують швидкість зварювання, який відрізняється тим, що принаймні на двох передніх дугах перед їх вимкненням знижують струм до величини І'n, яка відповідає умовіІст£І'n£Іn+1,де Іст - мінімальний струм стабільного горіння дуги,Іn+1 - струм наступної дуги,n - порядковий номер дуги,причому, починаючи з...
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: спосіб, електродугового, зварювання
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Зяхор Василь Кузьмич, Ковтуненко Віктор Олексійович, Тертичний Олег Олександрович, Копилов Леонід Миколайович, Базаров Валерій Сергійович, Тарасенко Олександр Герасимович, Коба Сергій Олександрович
МПК: B23K 9/173
Мітки: механізованого, спосіб, зварювання, дугового
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 13652
Опубліковано: 25.04.1997
Автори: Нізов Анатолій Павлович, Кривенко Валерій Георгійович, Самотрясов Сергій Михайлович, Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Беляєв Данило Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: спосіб, контактного, оплавленням, зварювання, стикового
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: спосіб, сплавів, алюмінієвих, дугового, зварювання
Формула / Реферат:
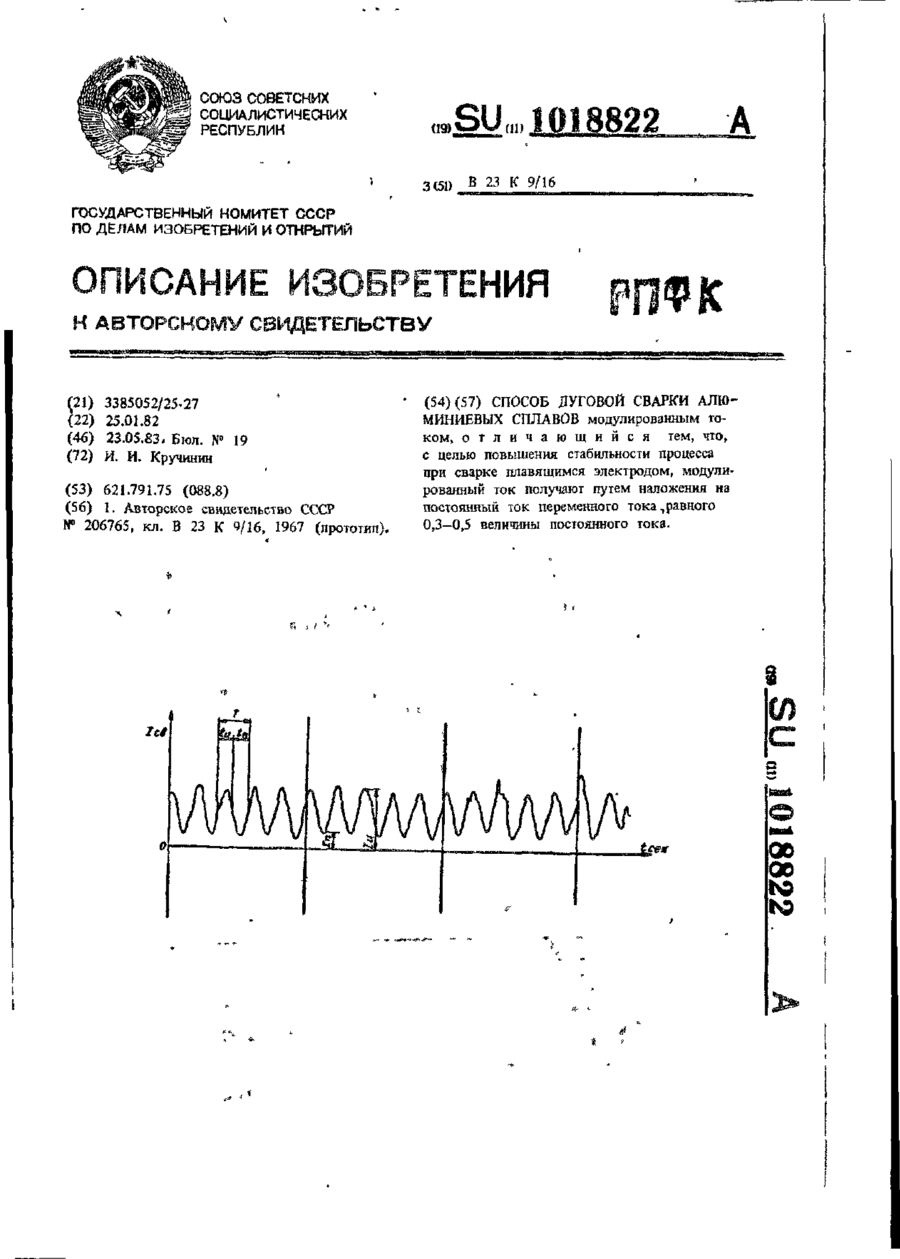
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Попередній патент: Спосіб багатодугового зварювання
Наступний патент: Спосіб лікування післяопераційних опікових ран
Випадковий патент: Упаковка для медичних рукавичок