Спосіб електродугового зварювання

Формула / Реферат
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного шва реалізують дуги посередньої і прямої дії при зниженій і підвищеній силі зварювального струму.
Текст
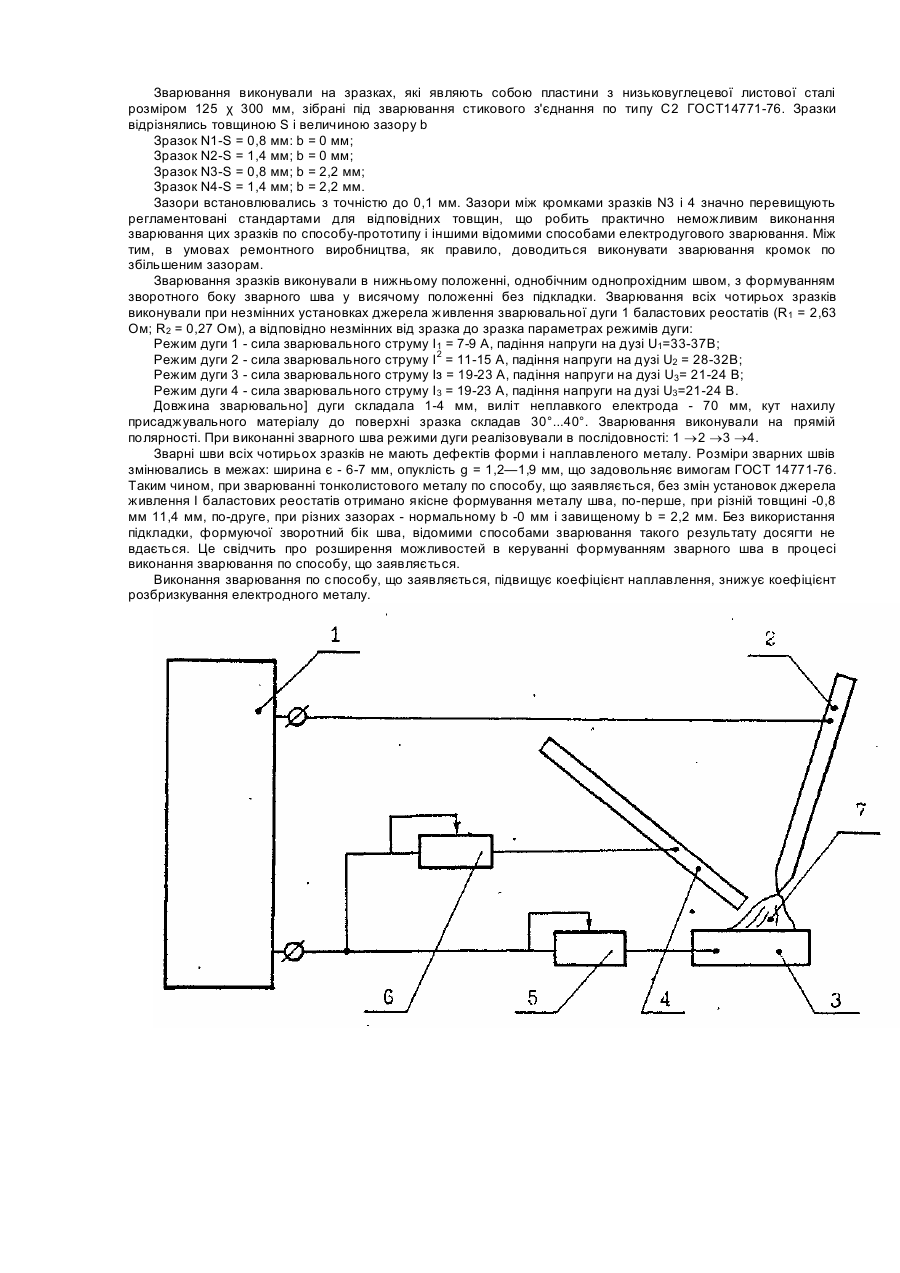
Винахід належить до галузі зварювання І може бути використаний для зварювання тонколистового металу, для наплавлення металів) виробів, потребуючих мінімального тепловкладення в основний метал, для паяння. Відомий спосіб електродугового зварювання з ковзаючим струмопідводом, при якому зварювання виконують з присаджувальним матеріалом, який подається в зварювальну дугу під кутом до поверхні виробу, електрод І присаджувальний матеріал підключають до різних клем джерела живлення зварювальної-дуги, присаджувальний матеріал використовують як струмопідвід до виробу в місці горіння зварювальної дуги. При цьому зварювання виконують дугою прямої дії, яка горить між електродом і торцем присаджувального матеріалу, що знаходиться на поверхні виробу [Авт. св. № 425748, кл. В 23 k 9/16, опублик. 30.04.74]. Цей спосіб зварювання дозволяє реалізувати і Інші режими дуги. При відриві присаджувального матеріалу від поверхні виробу реалізується дуга посередньої дії, яка горить між торцями електрода І присаджувального матеріалу. При закорочуванні присаджувального матеріалу на поверхню виробу за межами дуги, реалізується дуга прямої дії, яка горить між виробом і торцем електрода. Таким чином, в розглядаємому способі зварювання може бути реалізовано три режими дуги, які відрізняються за характером дуги (прямої І посередньої дії) і розташуванням плям дуги, при цьому сила струму для всіх трьох режимів дуги однакова. Недоліком цього способу є неможливість змінювання сили зварювального струму в процесі виконання зварного шва, що ускладнює керування глибиною провару. Найближчим до заявленого по технічній суті є спосіб [Научно-технические изобретения и проекты. Избранные труды / Бенардос H.H. - Киев, Наук, думка, 1982. - с. 15-17, 37-38] електродугового зварювання і наплавлення, при якому зварювання виконують неплавким електродом з присаджувальним матеріалом, який подається в зварювальну дугу під кутом до поверхні виробу, виріб підключають до клеми джерела живлення . зварювальної дуги послідовно з баластовим реостатом. При цьому зварювання виконують дугою прямої дії, а сила зварювального струму задається значенням опору баластового реостата R1 і залишається незмінною в процесі виконання зварного шва. Недоліком цього способу є обмеженість в керуванні формуванням зварного шва в процесі його виконання, тому що при цьому способі незмінним залишається характер Дуги (дуга прямої дії), сила зварювального струму, а отже ускладнюється керування формуванням підсилення зварного шва І глибини провару в процесі зварювання. В основу винаходу поставлена задача розробки способу зварювання, який дозволив би в міру необхідності реалізовувати в процесі виконання зварного шва дуги прямої і посередньої дії, змінювати значення сили струму дуги прямої дії, І за рахунок цього розширити можливості керування формуванням зварного шва в процесі його виконання. Для рішення поставленої задачі, у відомому способі, при якому електродугове зварювання виконують з присаджувальним матеріалом, який подається в зварювальну дугу під кутом до поверхні виробу, а виріб підключають до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, пропонується підключати присаджувальний матеріал до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, керувати формуванням металу зварного шва реалізуючи, по мірі необхідності, в процесі виконання зварного шва дуги прямої І посередньої дії при зниженій І підвищеній силі зварювального струму. Підключення присаджувального матеріалу до клеми "виріб" джерела живлення зварювальної дуги дозволяє реалізувати в процесі виконання зварного шва дуги прямої І посередньої дії при зниженій І підвищеній силі зварювального струму, що розширює можливості керування формуванням металу зварного шва. При підключенні присаджувального матеріалу до клеми джерела живлення зварювальної дуги "електрод" неможливо реалізувати дугу посередньої дії. Підключення присаджувального матеріалу і виробу до однієї клеми джерела живлення зварювальної дуги автору невідомо. Послідовне підключення другого баластового реостата в коло між клемою джерела живлення зварювальної дуги "виріб" і присаджувальним матеріалом дозволяє задавати значення сили зварювального струму дуг прямої І посередньої дії, що дає можливість керувати в процесі виконання зварного шва глибиною його проплавлення. Послідовне підключення баластового реостата в коло між клемою джерела живлення зварювальної дуги "виріб" і присаджувальним матеріалом автору невідомо. Реалізація в процесі виконання зварного шва дуг посередньої і прямої дії при підвищеній і зниженій силі зварювального струму дозволяє ефективно перерозподіляти тепловкладення між присаджувальним і основним металом, регулювати глибину проплавлення, ширину і підсилення зварного шва. виконання зварювання тільки дугою посередньої дії призводить до несплавлення крапель присаджувального матеріалу з основним металом. Виконання зварювання тільки дугою прямої дії при зниженій силі зварювального струму спричиняє непровари. Виконання зварювання тільки дугою прямої дії при підвищеній силі струму спричиняє пропали. Комплексна реалізація в процесі виконання зварного шва дуг посередньої і прямої дії при зниженій і підвищеній силі зварювального струму в одному способі зварювання автору невідома. Таким чином, всі приведені ознаки відповідають критерію "суттєві відміни". На кресленні зображена схема підключення елементів зварювального кола по запропонованому способу. Ця схема включає джерело 1 живлення зварювальної дуги до однієї з вихідних клем котрого підключений електрод 2, а до другої клеми паралельно підключений виріб 3 і присаджувальний матеріал 4 відповідно через перший 5 І другий 6 баластові реостати. Для здійснення заявленого способу елетродугового зварювання виріб 3 і присаджувальний матеріал 4 підключають до однієї клеми джерела 1 живлення зварювальної дуги, а електрод 2 до другої клеми. При цьому, між клемою джерела живлення і виробом підключають перший баластовий реостат 5, а між клемою джерела живлення І присаджувальним матеріалом - другий баластовий реостат 6. При такій схемі підключення присаджувального матеріалу до джерела живлення в процесі виконання зварного шва можуть бути реалізовані чотири режими зварювальної дуги 7. Режим дуги 1. Дуга прямої дії. Сила зварювального струму і1 визначається величиною опору R1 першого баластового реостата. Для реалізації режиму 1 зварювальну дугу збуджують між кромками виробу і електродом, при цьому присаджувальний матеріал знаходиться за межами зварювальної дуги і не торкається поверхні виробу. Режим застосовують для попереднього прогрівання кромок виробу. Режим дуги 2. Дуга посередньої дії. Сила зварювального струму І2 визначається величиною опору R1 другого баластового реостата. Для реалізації режиму 2 зварювальну дугу збуджують між електродом І торцем присаджувального матеріалу. При цьому присаджувальний матеріал не торкається поверхні виробу. Режим застосовують для плавлення присаджувального матеріалу з мінімальним тепловкладенням в основний метал. Режим дуги 3. Дуга прямої дії. Сила зварювального струму Із визначається величиною співвідношення опорів першого R1 і другого R2 баластових реостатів. Для реалізації режиму 3 зварювальну дугу збуджують між електродом І торцем присаджувального матеріалу. При цьому забезпечують надійний контакт торця присаджувального матеріалу з виробом в місці зварювання. Режим застосовують для прискореного плавлення присаджувального матеріалу при достатньому проплавленні кромок. Режим дуги 4. Дуга прямої дії. Сила зварювального струму І 3 визначається величиною співвідношення опорів першого R1 І другого R2 баластових реостатів. Для реалізації режиму зварювальну дугу збуджують між електродом і поверхнею зварного шва. При цьому забезпечують надійний контакт торця присаджувального матеріалу з поверхнею виробу за межами зварювальної дуги. Режим застосовують для зварювання кратера зварного шва, усунення дефектів форми зварного шва, забезпечення дегазації зварювальної ванни. Значення I 1 сили зварювального струму для режиму 1 завжди менше значення Із сили зварювального струму для режимів З І 4. Отже, режим 1 - дуга прямої дії при зниженій силі зварювального струму, режими З І 4 - дуга прямої дії при підвищеній силі зварювального струму. Режими дуги 1-4 можуть бути реалізовані в процесі виконання зварного шва в будь-якій послідовності І без припинення процесу зварювання. Послідовність реалізації при зварюванні режимів дуги визначається зварником залежно від теплового стану присаджувального матеріалу І кромок, що зварюються, теплофізичних властивостей основного і присаджувального металів і стадії формування зварного шва. Як правило, приймають таку послідовність реалізації режимів зварювання. Виконання зварного шва починають з прогрівання кромок на режимі дуги 1. потім переходять в режим дуги 2 - для нанесення на розігріті кромки першої порції присаджувального металу. Більшу частину часу зварювання виконують в режимі дуги 3, переходячи, при необхідності, в режим дуги 4 для коректування форми зварного шва І дегазації зварювальної ванни. Закінчують виконання зварного шва на режимі дуги 4, забезпечуючи формування кратера зварного шва. Приведена послідовність реалізації режимів дуги не є обов'язковою І може бути змінена залежно від умов зварювання: положення в якому виконують зварювання, величини зазору між кромками що зварюються, товщини і теплопровідності виробу, теплоємності присаджувального матеріалу, початкової температури виробу. Значення опору першого баластового реостата R1 підбирають виходячи з умови: сила зварювального струму І 1 забезпечує в режим! дуги 1 нагрівання основного металу без його проплавлення. Значення опору другого баластового реостата R2 підбирають виходячи з умови: сила зварювального струму Із забезпечує в режимі дуги 4 пропал основного металу. Зварювання виконують на змінному або постійному струмі, на прямій або зворотній полярності. Як електрод застосовують неплавкий електрод, в тому числі вольфрамовий, вугільний, мідний водоохолоджуємий або плавкий електрод, в тому числі штучний з покриттям, електродний дріт суцільного перерізу із наповнювачем. Як присаджувальний матеріал застосовують будь-який електропровідний матеріал, в тому числі зварювальний дріт суцільного перерізу і з наповнювачем, електродні стрижні, обрізки металу. Зварюванйя виконують з захистом металу зварювальної ванни або без захисту металу зварювальної ванни. Захист металу зварювальної ванни забезпечують будь-яким з відомих способів, в тому числі виконанням зварювання в захисних газах, по шару флюсу, пофлюсу-пасті, нанесенням захисного покриття на присаджувальний матеріал, застосуванням присаджувального матеріалу з наповнювачем. Присаджувальний матеріал подають до місця зварювання під кутом 10-50° до поверхні виробу. Кут подавання присаджувального матеріалу впливає на швидкість його плавлення в режимі дуги 3. Електрод розміщують під кутом 45-90° до поверхні виробу. Довжину зварювальної дуги і падіння напруги на дузі встановлюють з умови стабільності дуги на всіх чотирьох її режимах. Швидкість зварювання витримують з умови забезпечення формування зварного шва заданих розмірів. Траєкторію руху зварювальної дуги, в тому числі виконання коливань, їх амплітуду І форму задають залежно від розмірів і форми зварного шва. Приклад. По заявляемому способу здійснене ручне електродугове зварювання чотирьох зразків. Зварювання виконували неплавким вольфрамовим електродом діаметром 3 мм марки ЕВІ по ГОСТ 23949-80 на постійному струмі прямої полярності. Джерело живлення зварювальної дуги ВС-ЗООБ У31. Як присаджувальний матеріал використовували електроди діаметром 3 мм АН0-21 по ТУ 14-4-1449-87. В коло живлення зварювальної дуги підключали два баластових реостати РБ-400 типу А1243М23000. Для визначення параметрів режиму зварювання використовувались: шунт 75 ШС по ГОСТ 8042-56, вольтметр ЛМ-1, мілівольтметр М45МУЗ, прилад електровимірювальний комбінований Ц4353. Для визначення розмірів зварного шва використовували штангенциркуль і індикатор для вимірювання опуклості зварного шва. Зварювання виконували на зразках, які являють собою пластини з низьковуглецевої листової сталі розміром 125 χ 300 мм, зібрані під зварювання стикового з'єднання по типу С2 ГОСТ14771-76. Зразки відрізнялись товщиною S і величиною зазору b Зразок N1-S = 0,8 мм: b = 0 мм; Зразок N2-S = 1,4 мм; b = 0 мм; Зразок N3-S = 0,8 мм; b = 2,2 мм; Зразок N4-S = 1,4 мм; b = 2,2 мм. Зазори встановлювались з точністю до 0,1 мм. Зазори між кромками зразків N3 і 4 значно перевищують регламентовані стандартами для відповідних товщин, що робить практично неможливим виконання зварювання цих зразків по способу-прототипу і іншими відомими способами електродугового зварювання. Між тим, в умовах ремонтного виробництва, як правило, доводиться виконувати зварювання кромок по збільшеним зазорам. Зварювання зразків виконували в нижньому положенні, однобічним однопрохідним швом, з формуванням зворотного боку зварного шва у висячому положенні без підкладки. Зварювання всіх чотирьох зразків виконували при незмінних установках джерела живлення зварювальної дуги 1 баластових реостатів (R1 = 2,63 Ом; R2 = 0,27 Ом), а відповідно незмінних від зразка до зразка параметрах режимів дуги: Режим дуги 1 - сила зварювального струму I 1 = 7-9 А, падіння напруги на дузі U1=33-37B; Режим дуги 2 - сила зварювального струму І 2 = 11-15 А, падіння напруги на дузі U2 = 28-32B; Режим дуги 3 - сила зварювального струму Із = 19-23 А, падіння напруги на дузі U3= 21-24 В; Режим дуги 4 - сила зварювального струму І 3 = 19-23 А, падіння напруги на дузі U3=21-24 В. Довжина зварювально] дуги складала 1-4 мм, виліт неплавкого електрода - 70 мм, кут нахилу присаджувального матеріалу до поверхні зразка складав 30°...40°. Зварювання виконували на прямій полярності. При виконанні зварного шва режими дуги реалізовували в послідовності: 1 ®2 ®3 ®4. Зварні шви всіх чотирьох зразків не мають дефектів форми і наплавленого металу. Розміри зварних швів змінювались в межах: ширина є - 6-7 мм, опуклість g = 1,2—1,9 мм, що задовольняє вимогам ГОСТ 14771-76. Таким чином, при зварюванні тонколистового металу по способу, що заявляється, без змін установок джерела живлення І баластових реостатів отримано якісне формування металу шва, по-перше, при різній товщині -0,8 мм 11,4 мм, по-друге, при різних зазорах - нормальному b -0 мм і завищеному b = 2,2 мм. Без використання підкладки, формуючої зворотний бік шва, відомими способами зварювання такого результату досягти не вдається. Це свідчить про розширення можливостей в керуванні формуванням зварного шва в процесі виконання зварювання по способу, що заявляється. Виконання зварювання по способу, що заявляється, підвищує коефіцієнт наплавлення, знижує коефіцієнт розбризкування електродного металу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric arc welding
Автори англійськоюHaievskyi Oleh Anatoliiovych
Назва патенту російськоюСпособ электродуговой сварки
Автори російськоюГаевский Олег Анатольевич
МПК / Мітки
МПК: B23K 28/00
Мітки: електродугового, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/3-23920-sposib-elektrodugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового зварювання</a>
Спосіб електродугового зварювання
Номер патенту: 4850
Опубліковано: 28.12.1994
Автори: Асніс Аркадій Юхимович, Демченко Юрій Володимирович, Новікова Діна Пантелеївна, Веселов Валентин Арсентьович, Іващенко Георгій Антонович, Гутман Лія Миронівна
МПК: B23K 9/16
Мітки: зварювання, електродугового, спосіб
Формула / Реферат:
Способ электродуговой сварки, преимущественно низколегированных сталей, включающий переплавление свариваемых кромок неплавящимся электродом в аргоне и их последующую сварку, при которой частично переплавляют переплавленный ранее слой, отличающийся тем, что, с целью повышения качества и коррозионной стойкости сварных соединений, скорость истечения аргона при переплавлении кромок выбирают из соотношения Qn =...
Пристрій для електродугового зварювання в середовищі захисних газів
Номер патенту: 2940
Опубліковано: 26.12.1994
Автори: Галанцан Ушер Срульович, Фуголь Володимир Федорович
Мітки: газів, електродугового, середовищі, захисних, пристрій, зварювання
Формула / Реферат:
Устройство для электродуговой сварки в среде защитных газов, содержащее сварочную горелку, соединенную газопроводом с источником защитного газа, и светозащитную маску с установленным на ней подвижно светофильтром и приводом перемещения светофильтра, выполненным в виде пневмоцилиндра, а также узел управления приводом светофильтра, размещенным на сварочной горелке, отличающееся тем, что, с целью упрощения управления светофильтром, узел...
Спосіб електродугового розпилу металів

Номер патенту: 1180
Опубліковано: 30.12.1993
Автори: Петров Станіслав Володимирович, Рудой Андрій Павлович
Мітки: спосіб, металів, електродугового, розпилу
Формула / Реферат:
Способ электродугового распыления металлов, включающий подачу одного из расходуемых электродов соосно, а второго - под острым углом к оси распыляющего потока, возбуждение электрической дуги, отличающийся тем, что регулирование параметров электрической дуги проводят в два этапа, на первом устанавливают соотношение скоростей бокового и осевого электродов, равное единице, а на втором - увеличивают данное соотношение до момента минимизации...
Спосіб електродугового напилення металів
Номер патенту: 1182
Опубліковано: 30.12.1993
Автори: Карп Ігор Миколайович, Петров Станіслав Володимирович, Рудой Андрій Павлович
МПК: C23C 4/12
Мітки: металів, напилення, електродугового, спосіб
Формула / Реферат:
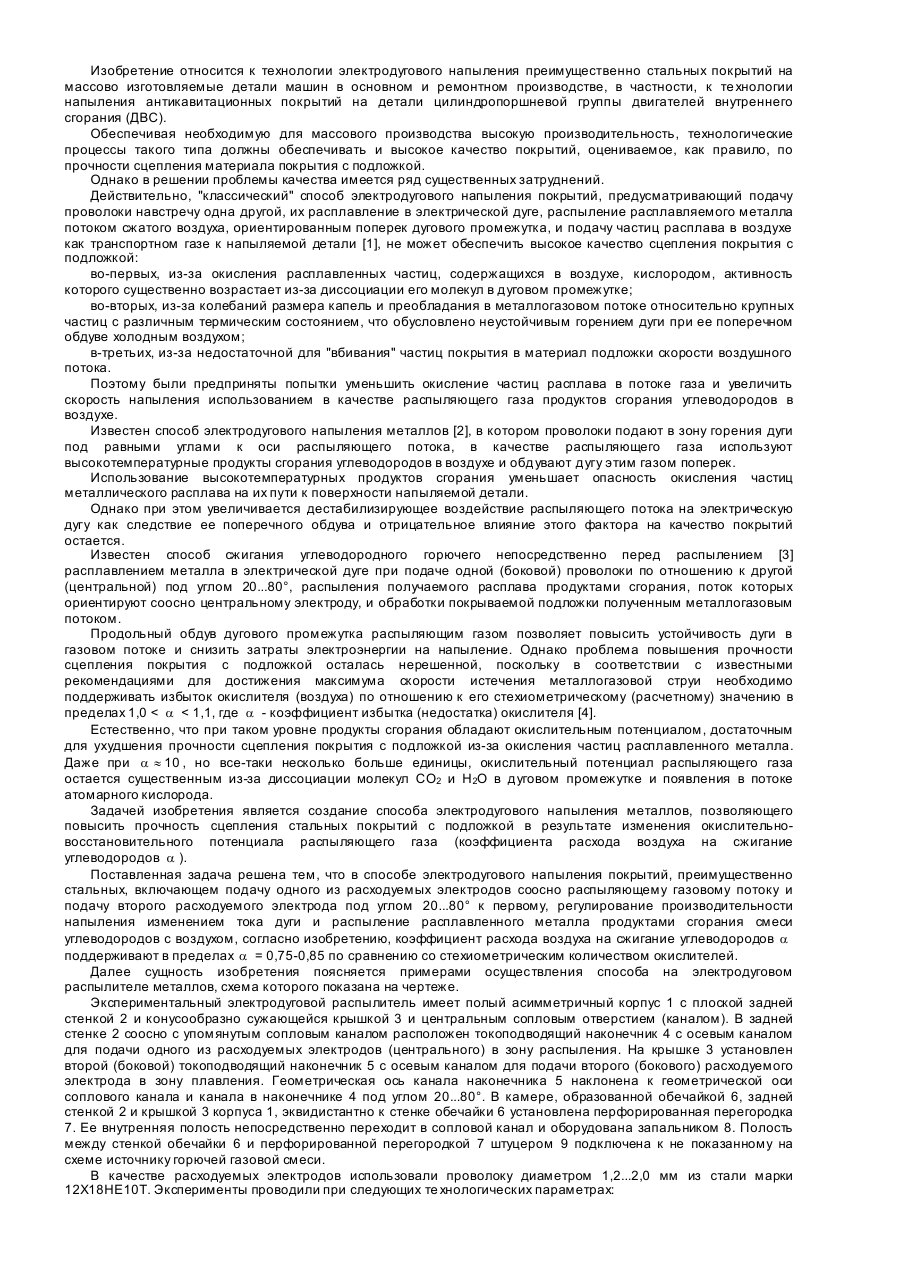
Способ электродугового напыления покрытий, преимущественно стальных, включающий подачу одного из расходуемых электродов соосно распыляющему газовому потоку и подачу второго расходуемого электрода под углом 20-80° к первому, регулирование производительности напыления изменением тока дуги и распыление расплавленного металла продуктами сгорания смеси углеводородов с воздухом, отличающийся тем, что коэффициент расхода воздуха на сжигание...
Спосіб електродугового нагріву та плавлення матеріалів
Номер патенту: 2617
Опубліковано: 26.12.1994
Автори: Донской Сємьон Ароновіч, Мельник Гарій Олександрович, Латаш Юрій Вадімович, Ждановський Анатолій Анатолійович, Кулініч Владімір Івановіч, Забарило Олег Семенович, Матвієнко Валєрій Алєксандровіч, Замуло Микола Іванович, Рейда Микола Васильович
МПК: H05B 7/22
Мітки: нагріву, електродугового, матеріалів, плавлення, спосіб
Формула / Реферат:
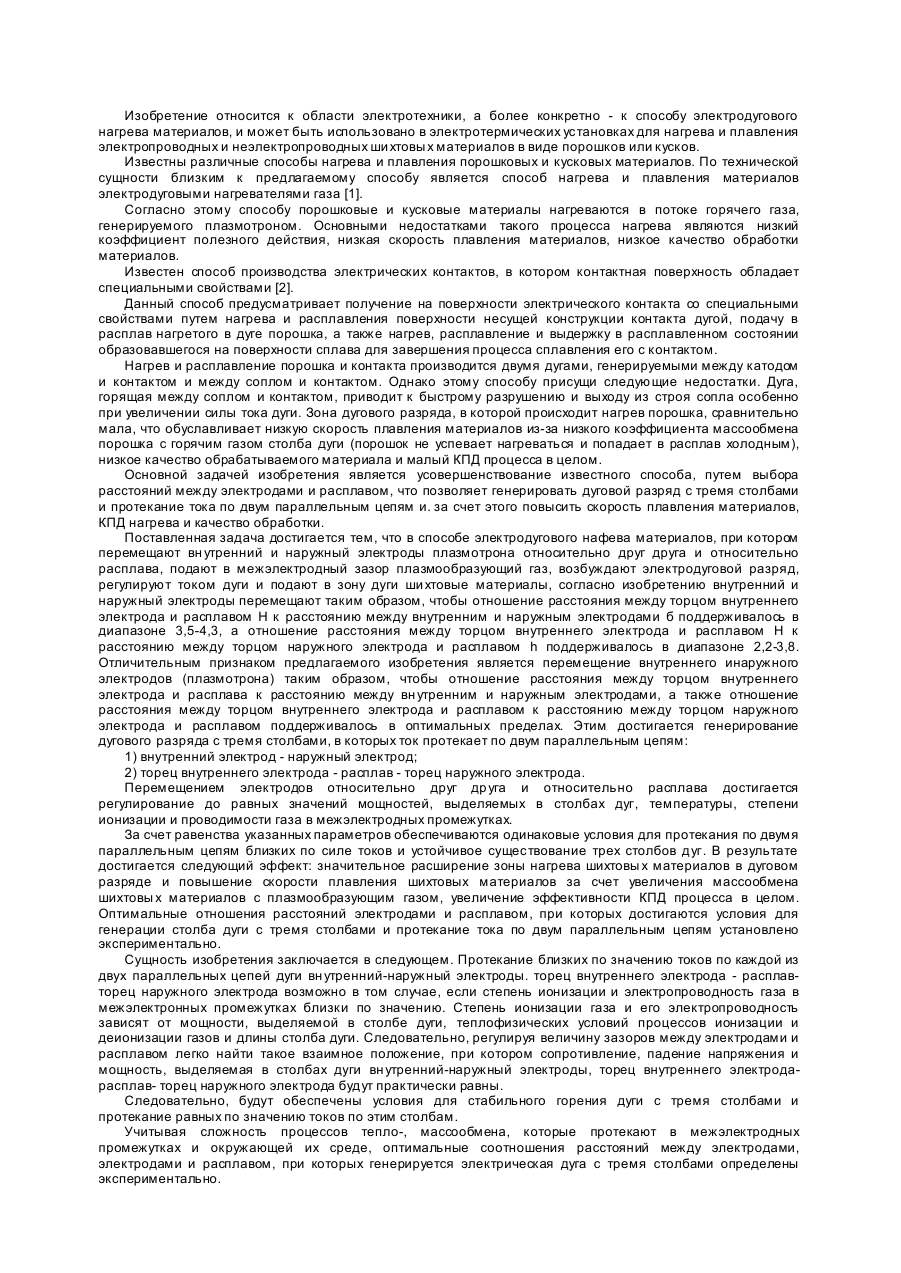
Способ электродугового нагрева и плавления материалов плазмотроном, при котором перемещают внутренний и наружный электроды плазмотрона относительно друг друга и относительно расплава, подают в межэлектродный зазор плазмообразующий газ, возбуждают электродуговой разряд, регулируют ток дуги, подают в зону дуги шихтовые материалы, отличающийся тем, что внутренний и наружный электроды перемещают таким образом, чтобы отношение расстояния между...
Попередній патент: Спосіб контролю положення рейки паливного насоса двз і пристрій для його здійснення
Наступний патент: Спосіб лікування шлунково-стравохідного рефлюксу
Випадковий патент: Композиція для вогнетривкого покриття