Спосіб багатодугового зварювання
Номер патенту: 30140
Опубліковано: 15.11.2000
Автори: Щеголь Володимир Володимирович, Кирюхін Олег Степанович, Негляд Віктор Микитович, Дерментлі Федір Семенович, Боровиков Олексій Вікторович, Рибаков Анатолій Олександрович, Файнберг Леонід Йосипович, Танічев Олексій Григорович

Формула / Реферат
1. Спосіб багатодугового зварювання, при якому в кінці процесу послідовно вимикають дуги і зменшують швидкість зварювання, який відрізняється тим, що принаймні на двох передніх дугах перед їх вимкненням знижують струм до величини І'n, яка відповідає умові
Іст£І'n£Іn+1,
де Іст - мінімальний струм стабільного горіння дуги,
Іn+1 - струм наступної дуги,
n - порядковий номер дуги,
причому, починаючи з другої, вказані зниження проводять після вимкнення попередньої дуги, одночасно із зниженнями струму на окремих дугах або в момент їх вимкнення зменшують швидкість зварювання на 20-60%, а також знижують напругу на всіх або частині дуг до 60-90% їх вихідних значень.
2. Спосіб за п.1, який відрізняється тим, що при тридуговому зварюванні труб з тещиною стінки 12-22 мм вимикають другу та третю дуги відповідно через 1,5-2,5 і 2,0-4,0 с після вимкнення попередньої, а зниження струмів на дугах, де воно виконується, проводять за 1,0-1,5 с до їх вимкнень.
3. Спосіб за пп.1 або 2, який відрізняється тим, що при чотиридуговому зварюванні труб з товщиною стінки 12-22 мм вимикають другу, третю та четверту дуги відповідно через 1,5-3,0; 1,5-3,0 і 1,0-2,0 с після вимкнення попередньої.
Текст
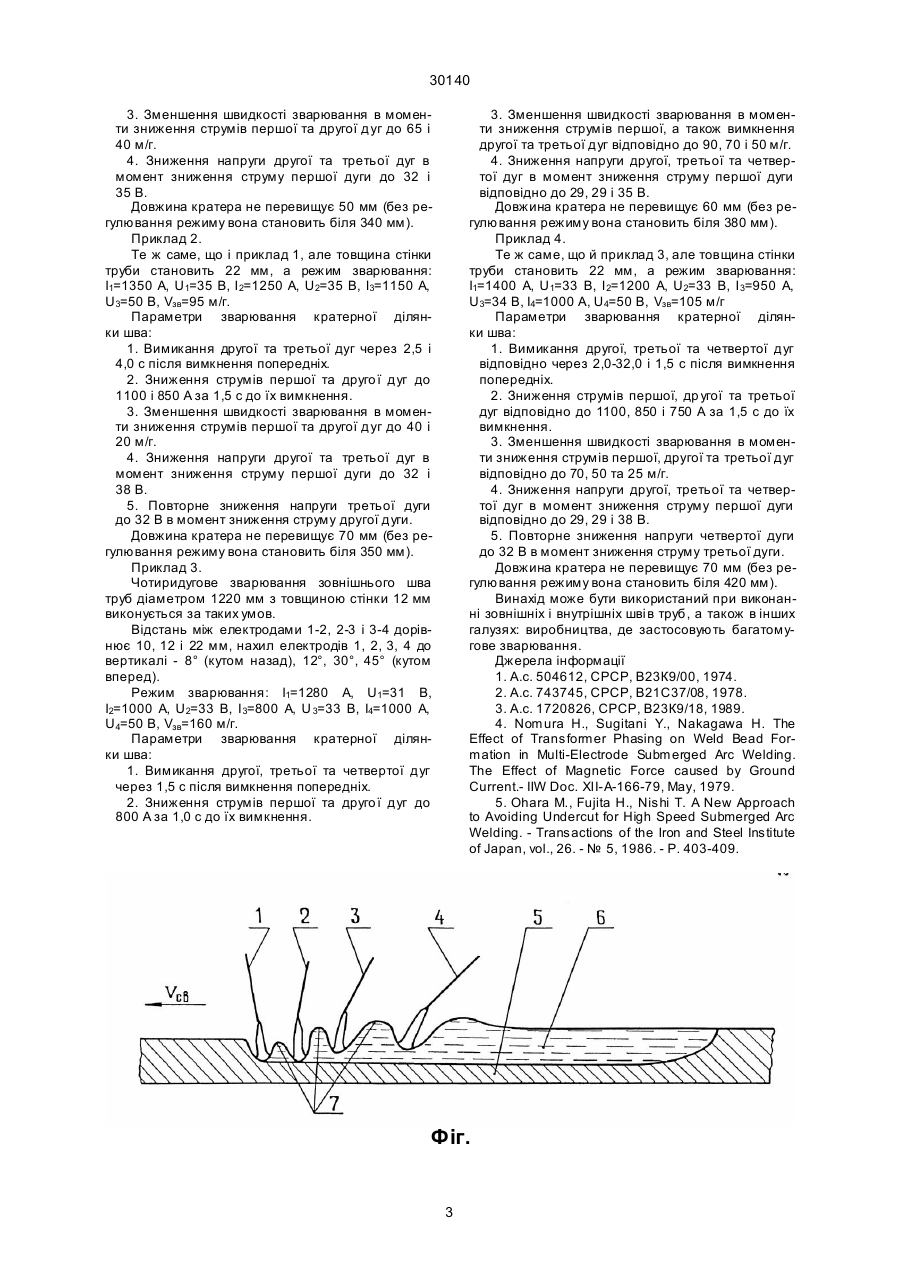
1. Спосіб багатодугового зварювання, при якому в кінці процесу послідовно вимикають дуги і зменшують швидкість зварювання, який відрізняється тим, що принаймні на двох передніх дугах перед їх вимкненням знижують струм до величини І'n, яка відповідає умові Іст£І'n£Іn+1 , де Іст - мінімальний струм стабільного горіння дуги, 30140 на та динамічна складові тиску дуг і відповідно рівень ванни залишаються постійними [5]. Вимкнення окремих дуг змінює магнітне поле, отже, і форму перемичок рідкого металу 7 між дугами, що залишились. Це призводить до коротких замикань і перерв горіння дуг, внаслідок чого порушується рівновага сил тиску дуг і гідростатичного тиску ванни. Частина металу ванни перетікає вперед і заповнює поглиблення під дугами, тому її рівень знижується. Такі коливання рівня ванни спричиняються до того, що кратерне поглиблення виникає не в момент вимкнення останньої дуги, а раніше - при вимкненні однієї з передніх (в залежності від умов зварювання) дуг з відповідним збільшенням довжини кратерної ділянки шва і величини обрізі. Для виконання поставленої мети принаймні на двох передніх дуга х перед Їх вимкненням знижують струм до величини І'n, котра задовольняє умові Іст£І'n£Іn+1, де Іст - мінімальний струм. стабільного горіння дуги, І'n - струм наступної дуги, n - порядковий номер дуги, причому починаючи з другої вказані зниження проводять після вимкнення попередньої дуги, одночасно із зниженням струму на окремих дугах або в момент їх вимкнення зменшують швидкість зварювання на 20-60%, а також знижують напругу на всі х або частині дуг до 6090% їх ви хідних значень. Зниження дугових стр умів ефективно стабілізує процес зварювання після вимкнення дуг, забезпечуючи постійний рівень зварювальної ванни. Установлено, що ви ходячи з умови збереження стабільності процесу, струм дуги Іn після зниження (І'n) повинен не перевищувати стр ум наступної дуги Іn+1 і бути не менш, ніж мінімальний струм стабільного горіння дуги, який визначається умовами зварювання. Очевидно, для струму останньої дуги діє лише друге обмеження. Більшому вихідному луговому стр уму І'n відповідає більший струм І'n. Вказане зниження струму може виконуватися за одним разом чи ступінчасто. Експериментально встановлено, що при послідовному відключенні дуг найбільший вплив на стабільність процесу зварювання виявляють дві передні дуги, зокрема, завдяки більшим струмам та положенню електродів (кутом назад чи близьким до вертикального). Тому зниження струму перед відключенням слід проводити принаймні на вказаних дугах. Зниження струму на останніх дугах виконують в залежності від режиму зварювання в разі необхідності коригування форми перерізу шва при умові, коли відповідні струми більш ніж на 100 А перевищують струм Іст. Важливою умовою стабільності процесу є фіксація на протязі певного часу режиму зварювання при зниженому стр умі І'n перед вимкненням відповідної дуги. Шляхом послідовних зменшень швидкості зварювання, кількість яких дорівнює кількості передніх дуг (n-1), зберігається постійність розмірів перерізу шва та необхідний для заповнення кратера надлишок електродного металу. При зменшенні швидкості зварювання до величини більш 60% її вихідного значення в кінці шва залишається кратерне поглиблення, обумовлене недостатньою кількістю наплавленого металу на одиницю довжини шва. При зменшенні швидкості зварювання до величини менш 20% її попереднього значення виникає надлишок металу і небезпека пропалення виробів малої товщини. Зниження напруги дуг є необхідним для забезпечення постійних розмірів перерізу шва, зокрема, висоти підсилення, в умовах різкого зниження швидкості зварювання. Завдяки цьому в разі утворення кратерного поглиблення його дно буде розташоване вище від поверхні основного металу і може бути відремонтовано зачисткою, тобто без обрізі. Зниження напруги до 90% вихідного значення не забезпечує необхідної висоти підсилення шва, а його зниження до 60% призводить до надмірного підсилення шва (більш 3 мм), збільшення обсягу ремонту для його усунення, погіршення стабільності горіння дуг. Установлено, що при тридуговому зварюванні труб з товщиною стінки 12-22 мм оптимально вимикати другу та третю дуги відповідно через 1,52,5 і 2,0-4,0 с після вимкнення попередніх, а зниження струмів на дуга х, де воно виконується, провадити за 1,0-1,5 с до їх вимкнень. Час між вимкненням дуг установлено дослідним шляхом. При меншому часі порушується стабільність процесу, а при більшому - останні дуги виходять за межі ділянки, наплавленої передніми дугами, внаслідок чого до моменту закінчення зварювання кількість наплавленного металу в передній частині ванни виявляється недостатньою для заповнення кратера. Таким чином, відхил від вказаного часу призводить до збільшення довжини кратера. Час зварювання на зниженому струмі перед вимкненням відповідних дуг, що дорівнює 1,01,5 с, установлено експериментально із умови стабільності процесу. Вказане вище зниження напруги на дугах забезпечує постійну форму кінцевої ділянки шва при тридуговому зварюванні. Установлено, що при чотиридуговому зварюванні труб з товщиною стінки 12-22 мм оптимально вимикати другу, третю та че тверту дуги відповідно через 1,5-3,0, 1,5-3,0 і 1,0-2,0 с після вимкнення попередньої. Вказані інтервали часу для чотиридугового зварювання установлені експериментально на підставі ти х же умов, що і для три-дугового процесу. Вказане вище зниження напруги на останніх дуга х забезпечує постійну форму кінцевої ділянки шва також і при чотиридуговому зварюванні. Приклад 1. Тридугове зварювання зовнішнього шва труб діаметром 1220 мм з товщиною стінки 12 мм виконується за таких умов. Відстань між електродами 1-2 і 2-3 дорівнює 12 і 22 мм, нахил електродів 1, 2, 3 до вертикалі 10° (кутом назад), 15°, 40° (кутом вперед). Режим зварювання: І1=1250 A, U1=35 В; І2=1200 A, U2=35 В; І3=1150 A, U3=50 В, Vзв= =130 м/г. Параметри зварювання кратерної ділянки шва: 1. Вимикання другої та третьої дуг через 1,5 і 2,0 с після вимкнення попередніх. 2. Зниження струмів першої, др угої та третьої дуг до 800 А за 1,0 с до їх вимкнення. 2 30140 3. Зменшення швидкості зварювання в моменти зниження струмів першої та другої дуг до 65 і 40 м/г. 4. Зниження напруги другої та третьої дуг в момент зниження струму першої дуги до 32 і 35 В. Довжина кратера не перевищує 50 мм (без регулювання режиму вона становить біля 340 мм). Приклад 2. Те ж саме, що і приклад 1, але товщина стінки труби становить 22 мм, а режим зварювання: I1=1350 A, U1=35 В, I 2=1250 A, U2=35 В, I3=1150 A, U3=50 В, Vзв=95 м/г. Параметри зварювання кратерної ділянки шва: 1. Вимикання другої та третьої дуг через 2,5 і 4,0 с після вимкнення попередніх. 2. Зниження струмів першої та друго ї дуг до 1100 і 850 А за 1,5 с до їх вимкнення. 3. Зменшення швидкості зварювання в моменти зниження струмів першої та другої дуг до 40 і 20 м/г. 4. Зниження напруги другої та третьої дуг в момент зниження струму першої дуги до 32 і 38 В. 5. Повторне зниження напруги третьої дуги до 32 В в момент зниження струму другої дуги. Довжина кратера не перевищує 70 мм (без регулювання режиму вона становить біля 350 мм). Приклад 3. Чотиридугове зварювання зовнішнього шва труб діаметром 1220 мм з товщиною стінки 12 мм виконується за таких умов. Відстань між електродами 1-2, 2-3 і 3-4 дорівнює 10, 12 і 22 мм, нахил електродів 1, 2, 3, 4 до вертикалі - 8° (кутом назад), 12°, 30°, 45° (кутом вперед). Режим зварювання: І1=1280 А, U1=31 В, І2=1000 A, U2=33 В, І 3=800 A, U 3=33 В, І4=1000 A, U4=50 В, Vзв=160 м/г. Параметри зварювання кратерної ділянки шва: 1. Вимикання другої, третьої та четвертої дуг через 1,5 с після вимкнення попередніх. 2. Зниження струмів першої та друго ї дуг до 800 А за 1,0 с до їх вимкнення. 3. Зменшення швидкості зварювання в моменти зниження струмів першої, а також вимкнення другої та третьої дуг відповідно до 90, 70 і 50 м/г. 4. Зниження напруги другої, третьої та четвертої дуг в момент зниження струму першої дуги відповідно до 29, 29 і 35 В. Довжина кратера не перевищує 60 мм (без регулювання режиму вона становить біля 380 мм). Приклад 4. Те ж саме, що й приклад 3, але товщина стінки труби становить 22 мм, а режим зварювання: І1=1400 A, U1=33 В, І 2=1200 A, U2=33 В, I 3=950 A, U3=34 В, І4=1000 A, U4=50 В, Vзв=105 м/г Параметри зварювання кратерної ділянки шва: 1. Вимикання другої, третьої та четвертої дуг відповідно через 2,0-32,0 і 1,5 с після вимкнення попередніх. 2. Зниження струмів першої, др угої та третьої дуг відповідно до 1100, 850 і 750 А за 1,5 с до їх вимкнення. 3. Зменшення швидкості зварювання в моменти зниження струмів першої, другої та третьої дуг відповідно до 70, 50 та 25 м/г. 4. Зниження напруги другої, третьої та четвертої дуг в момент зниження струму першої дуги відповідно до 29, 29 і 38 В. 5. Повторне зниження напруги четвертої дуги до 32 В в момент зниження струму третьої дуги. Довжина кратера не перевищує 70 мм (без регулювання режиму вона становить біля 420 мм). Винахід може бути використаний при виконанні зовнішніх і внутрішніх шві в труб, а також в інших галузях: виробництва, де застосовують багатомугове зварювання. Джерела інформації 1. А.с. 504612, СРСР, В23К9/00, 1974. 2. А.с. 743745, CPCP, В21С37/08, 1978. 3. А.с. 1720826, СРСР, В23К9/18, 1989. 4. Nomura H., Sugitani Y., Nakagawa H. The Effect of Transformer Phasing on Weld Bead Formation in Multi-Electrode Submerged Arc Welding. The Effect of Magnetic Force caused by Ground Current.- IIW Doc. XII-A-166-79, May, 1979. 5. Ohara M.,Fujita H., Nishi T. A New Approach to Avoiding Undercut for High Speed Submerged Arc Welding. - Transactions of the Iron and Steel Institute of Japan, vol., 26. - № 5, 1986. - P. 403-409. Фіг. 3 30140 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multi-arc welding
Автори англійськоюRybakov Anatolii Oleksandrovych, Fainberh Leonid Yosypovych, Dermentli Fedir Semenovych, Tanichev Oleksii Hryhorovych, Nehliad Viktor Mykytovych, Borovikov Oleksii Viktorovych, Kyriukhin Oleh Stepanovych, Schehol Volodymyr Volodymyrovych
Назва патенту російськоюСпособ многодуговой сварки
Автори російськоюРыбаков Анатолий Александрович, Файнберг Леонид Иосифович, Дерментли Федор Семенович, Таничев Алексей Григорьевич, Негляд Виктор Никитич, Боровиков Алексей Викторович, Кирюхин Олег Степанович, Щеголь Владимир Владимирович
МПК / Мітки
МПК: B23K 9/18
Мітки: спосіб, зварювання, багатодугового
Код посилання
<a href="https://ua.patents.su/4-30140-sposib-bagatodugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатодугового зварювання</a>
Спосіб багатодугового зварювання
Номер патенту: 16005
Опубліковано: 29.08.1997
Автори: Слюняєв Михайло Іванович, Рибаков Анатолій Олександрович, Кравченко Олександр Васильович, Бучацький Георгій Петрович
Мітки: зварювання, багатодугового, спосіб
Формула / Реферат:
Способ многодуговой сварки с раздельным питанием дуг, горящих в раздельные ванны, отличающийся тем, что, с целью повышения производительности процесса сварки, снижения энергозатрат и повышения качества сварных соединений, подвод к изделию тока, питающего первую в направлении сварки дугу или первую и следующие за ней одну или несколько дуг, осуществляют впереди сварочной ванны, а подвод тока, питающего последнюю и предшествующие ей одну или...
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: електродугового, зварювання, спосіб
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Зяхор Василь Кузьмич, Ковтуненко Віктор Олексійович, Базаров Валерій Сергійович, Коба Сергій Олександрович, Копилов Леонід Миколайович, Тертичний Олег Олександрович, Тарасенко Олександр Герасимович
МПК: B23K 9/173
Мітки: механізованого, дугового, спосіб, зварювання
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 11735
Опубліковано: 25.12.1996
Автори: Чепурний Володимир Васильович, Кучук-Яценко Сергій Іванович, Ігнатенко Вадим Юрійович, Юматов Віктор Васильович, Голомовзюк Іван Корнійович, Богорський Михайло Володимирович
МПК: B23K 9/08
Мітки: зварювання, обертається, дугою, полі, спосіб, магнітному
Формула / Реферат:
1. Способ сварки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей по толщине стыка, а затем разогревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью повышения качества сварных соединений толстостенных труб и расширения диапазона свариваемых толщин, в моменты кратковременного замыкания дугового промежутка жидким металлом величину...
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 14992
Опубліковано: 04.03.1997
Автори: Ігнатенко Вадим Юрійович, Качинський Володимир Станіславович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08
Мітки: спосіб, полі, зварювання, дугою, обертається, магнітному
Формула / Реферат:
Способ сварки дугой, вращающейся в магнитном поле, при котором кромки нагревают до пластического состояния, контролируют момент достижения пластического состояния по изменению величины дугового промежутка в процессе нагрева, определяемого по напряжению на дуге, затем производят увеличение сварочного тока и осадку, отличающийся тем, что осадку осуществляют после того, как напряжение дуги увеличится в 1,3 - 1,9 раза по сравнению с напряжением...
Попередній патент: Спосіб розробки родовищ корисних копалин
Наступний патент: Спосіб чотиридугового зварювання
Випадковий патент: Телескопічна всмоктуюча трубка пилососа