Шліфувальний круг
Формула / Реферат
1. Шліфувальний круг, який складається з правої і лівої частин, виконаних у вигляді кругів із скошеними торцями і спряжених одна з одною з утворенням V-подібної канавки на торці спільної робочої поверхні, яка має алмазне покриття, який відрізняється тим, що алмазне покриття робочої поверхні правої і лівої частин круга виконане з алмазного порошку різної зернистості.
2. Шліфувальний круг за п. 1, який відрізняється тим, що відношення зернистості алмазного покриття лівої частини круга до правої дорівнює 1,4-2,5.
Текст
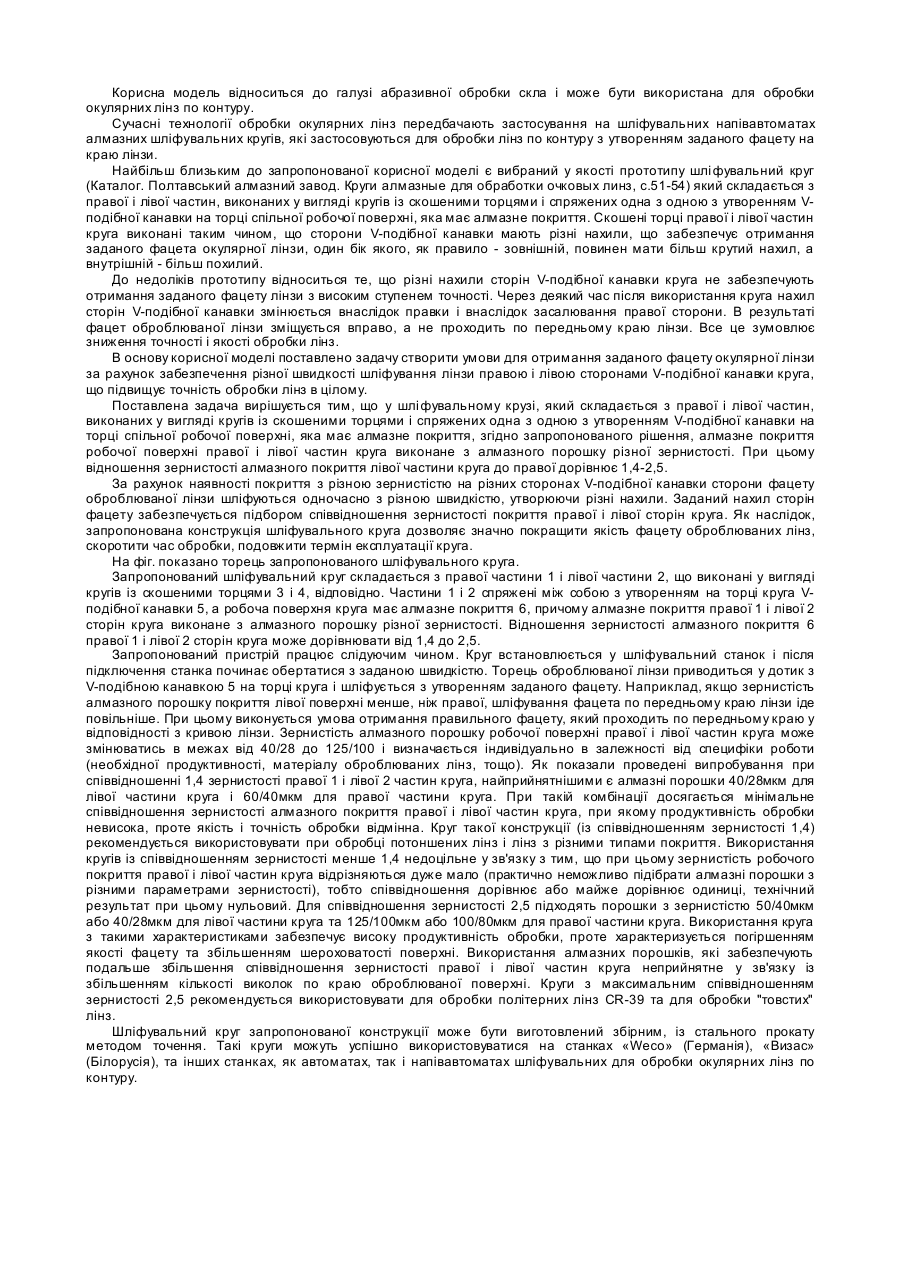
Корисна модель відноситься до галузі абразивної обробки скла і може бути використана для обробки окулярних лінз по контуру. Сучасні технології обробки окулярних лінз передбачають застосування на шліфувальних напівавтоматах алмазних шліфувальних кругів, які застосовуються для обробки лінз по контуру з утворенням заданого фацету на краю лінзи. Найбільш близьким до запропонованої корисної моделі є вибраний у якості прототипу шлі фувальний круг (Каталог. Полтавський алмазний завод. Круги алмазные для обработки очковых линз, с.51-54) який складається з правої і лівої частин, виконаних у вигляді кругів із скошеними торцями і спряжених одна з одною з утворенням Vподібної канавки на торці спільної робочої поверхні, яка має алмазне покриття. Скошені торці правої і лівої частин круга виконані таким чином, що сторони V-подібної канавки мають різні нахили, що забезпечує отримання заданого фацета окулярної лінзи, один бік якого, як правило - зовнішній, повинен мати більш крутий нахил, а внутрішній - більш похилий. До недоліків прототипу відноситься те, що різні нахили сторін V-подібної канавки круга не забезпечують отримання заданого фацету лінзи з високим ступенем точності. Через деякий час після використання круга нахил сторін V-подібної канавки змінюється внаслідок правки і внаслідок засалювання правої сторони. В результаті фацет оброблюваної лінзи зміщується вправо, а не проходить по передньому краю лінзи. Все це зумовлює зниження точності і якості обробки лінз. В основу корисної моделі поставлено задачу створити умови для отримання заданого фацету окулярної лінзи за рахунок забезпечення різної швидкості шліфування лінзи правою і лівою сторонами V-подібної канавки круга, що підвищує точність обробки лінз в цілому. Поставлена задача вирішується тим, що у шлі фувальному крузі, який складається з правої і лівої частин, виконаних у вигляді кругів із скошеними торцями і спряжених одна з одною з утворенням V-подібної канавки на торці спільної робочої поверхні, яка має алмазне покриття, згідно запропонованого рішення, алмазне покриття робочої поверхні правої і лівої частин круга виконане з алмазного порошку різної зернистості. При цьому відношення зернистості алмазного покриття лівої частини круга до правої дорівнює 1,4-2,5. За рахунок наявності покриття з різною зернистістю на різних сторонах V-подібної канавки сторони фацету оброблюваної лінзи шліфуються одночасно з різною швидкістю, утворюючи різні нахили. Заданий нахил сторін фацету забезпечується підбором співвідношення зернистості покриття правої і лівої сторін круга. Як наслідок, запропонована конструкція шліфувального круга дозволяє значно покращити якість фацету оброблюваних лінз, скоротити час обробки, подовжити термін експлуатації круга. На фіг. показано торець запропонованого шліфувального круга. Запропонований шліфувальний круг складається з правої частини 1 і лівої частини 2, що виконані у вигляді кругів із скошеними торцями 3 і 4, відповідно. Частини 1 і 2 спряжені між собою з утворенням на торці круга Vподібної канавки 5, а робоча поверхня круга має алмазне покриття 6, причому алмазне покриття правої 1 і лівої 2 сторін круга виконане з алмазного порошку різної зернистості. Відношення зернистості алмазного покриття 6 правої 1 і лівої 2 сторін круга може дорівнювати від 1,4 до 2,5. Запропонований пристрій працює слідуючим чином. Круг встановлюється у шліфувальний станок і після підключення станка починає обертатися з заданою швидкістю. Торець оброблюваної лінзи приводиться у дотик з V-подібною канавкою 5 на торці круга і шліфується з утворенням заданого фацету. Наприклад, якщо зернистість алмазного порошку покриття лівої поверхні менше, ніж правої, шліфування фацета по передньому краю лінзи іде повільніше. При цьому виконується умова отримання правильного фацету, який проходить по передньому краю у відповідності з кривою лінзи. Зернистість алмазного порошку робочої поверхні правої і лівої частин круга може змінюватись в межах від 40/28 до 125/100 і визначається індивідуально в залежності від специфіки роботи (необхідної продуктивності, матеріалу оброблюваних лінз, тощо). Як показали проведені випробування при співвідношенні 1,4 зернистості правої 1 і лівої 2 частин круга, найприйнятнішими є алмазні порошки 40/28мкм для лівої частини круга і 60/40мкм для правої частини круга. При такій комбінації досягається мінімальне співвідношення зернистості алмазного покриття правої і лівої частин круга, при якому продуктивність обробки невисока, проте якість і точність обробки відмінна. Круг такої конструкції (із співвідношенням зернистості 1,4) рекомендується використовувати при обробці потоншених лінз і лінз з різними типами покриття. Використання кругів із співвідношенням зернистості менше 1,4 недоцільне у зв'язку з тим, що при цьому зернистість робочого покриття правої і лівої частин круга відрізняються дуже мало (практично неможливо підібрати алмазні порошки з різними параметрами зернистості), тобто співвідношення дорівнює або майже дорівнює одиниці, технічний результат при цьому нульовий. Для співвідношення зернистості 2,5 підходять порошки з зернистістю 50/40мкм або 40/28мкм для лівої частини круга та 125/100мкм або 100/80мкм для правої частини круга. Використання круга з такими характеристиками забезпечує високу продуктивність обробки, проте характеризується погіршенням якості фацету та збільшенням шероховатості поверхні. Використання алмазних порошків, які забезпечують подальше збільшення співвідношення зернистості правої і лівої частин круга неприйнятне у зв'язку із збільшенням кількості виколок по краю оброблюваної поверхні. Круги з максимальним співвідношенням зернистості 2,5 рекомендується використовувати для обробки політерних лінз CR-39 та для обробки "товстих" лінз. Шліфувальний круг запропонованої конструкції може бути виготовлений збірним, із стального прокату методом точення. Такі круги можуть успішно використовуватися на станках «Weco» (Германія), «Визас» (Білорусія), та інших станках, як автоматах, так і напівавтоматах шліфувальних для обробки окулярних лінз по контуру.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24D 17/00
Мітки: шліфувальний, круг
Код посилання
<a href="https://ua.patents.su/2-3066-shlifuvalnijj-krug.html" target="_blank" rel="follow" title="База патентів України">Шліфувальний круг</a>
Шліфувальний інструмент

Номер патенту: 33339
Опубліковано: 15.02.2001
Автор: Шепелєв Анатолій Олександрович
МПК: B24D 7/00
Мітки: шліфувальний, інструмент
Текст:
...а саме: при шліфуванні з продольною подачею від периферії Інструменту до його центру зйом основної частини припуска виконує ЗОВНІШНІЙ круг, а чистове шліфування - внутрішній круг; при направленні продольної подачі від центра Інструмента до Його нереферП основний зйом припуска здійснює додатковий круг. При цьому внаслідок його концентричної зовнішньому кругу (одночасно до осі обертання Інструмента) установки, додатковий круг може...
Полірувальний круг

Номер патенту: 1478
Опубліковано: 25.07.1994
Автори: Каденацій Леонід Антонович, Бондаренко Віктор Карпович
МПК: B24D 13/00
Мітки: круг, полірувальний
Формула / Реферат:
Полировальный круг, состоящий из слоев, образованных V-образными лепестками на периферии, и элементов крепления слоев между собой, отличающийся тем, что каждый слой круга состоит из плоских лепестков, расположенных по кругу с угловым перекрытием друг друга, причем в смежных слоях перекрытия выполнены в зеркальном отображении.
Абразивний круг
Номер патенту: 20876
Опубліковано: 07.10.1997
Автори: Кобичев Олександр Сергійович, Пащенко Євген Олександрович, Кияниця Євген Володимирович, Покладій Георгій Григорович
МПК: B24D 5/00
Мітки: абразивний, круг
Формула / Реферат:
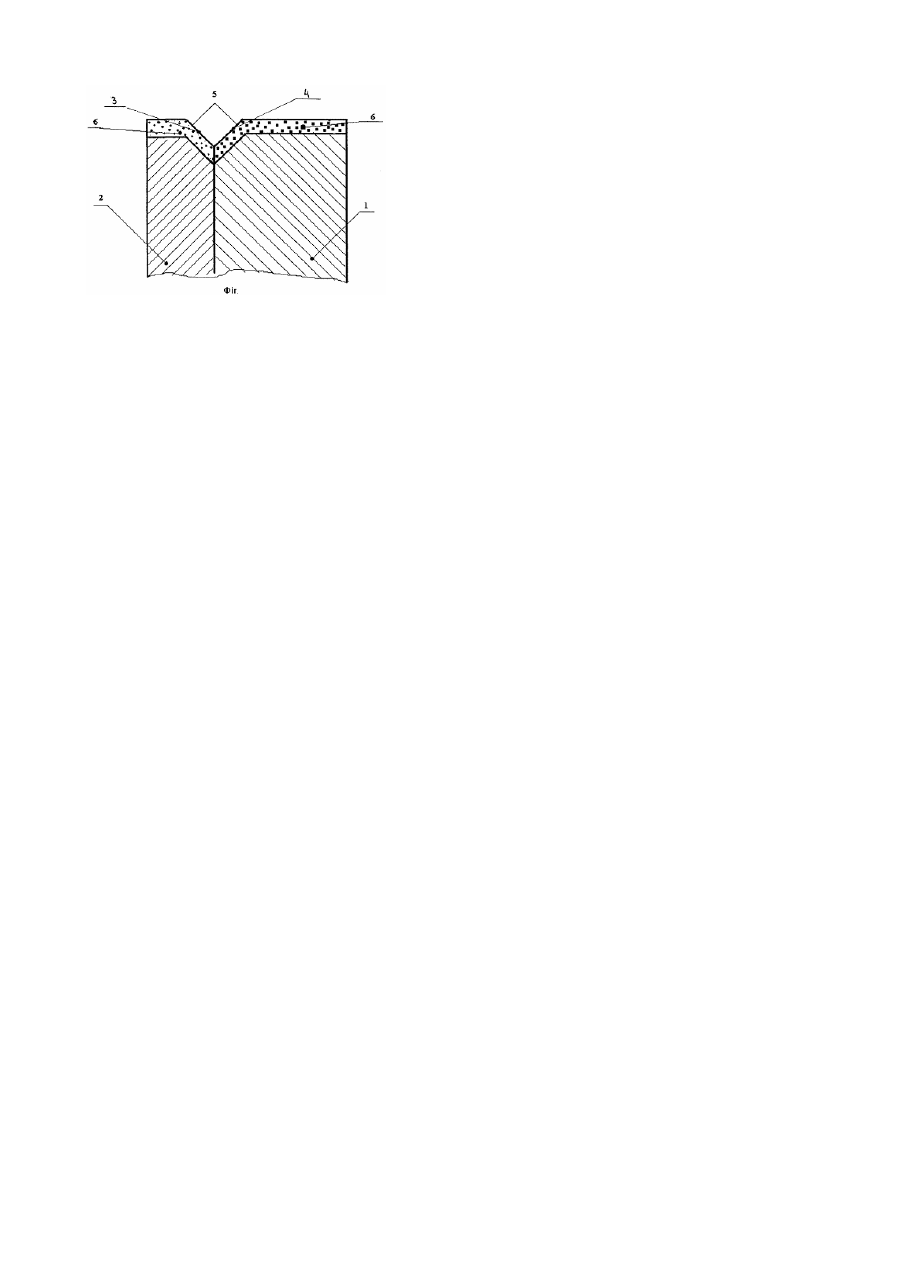
1. Абразивный круг для торцевой обработки, преимущественно для заточки свеклорежущих ножей, содержащий абразивосодержащую рабочую часть, отличающийся тем, что он снабжен корпусом, к которому прикреплен с возможностью съема несущий диск, а абразивосодержащая рабочая часть жестко скреплена с упомянутым диском.2. Абразивный круг по п.1, оτличающийся тем, что на обращенных друг к другу торцах абразивосодержащей рабочей части и...
Пелюстковий круг
Номер патенту: 68790
Опубліковано: 16.08.2004
Автори: Бурикін Віталій Віталійович, Клименко Сергій Анатолійович, Муковоз Юрій Олександрович
МПК: B24D 13/00
Мітки: круг, пелюстковий
Формула / Реферат:
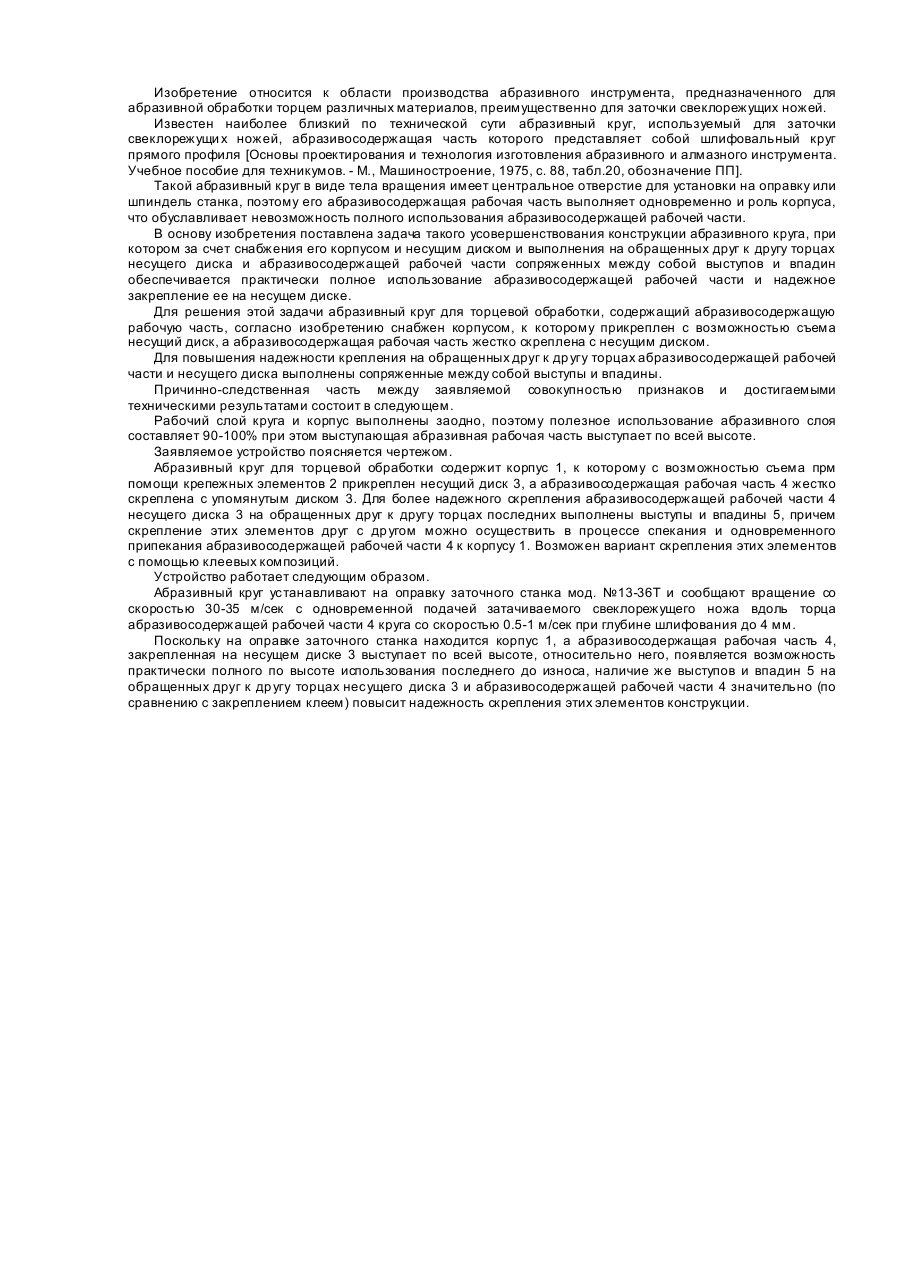
Пелюстковий круг, що містить радіально розташовані на маточині між встановленими по обох її боках фланцями пакетотримачі з абразивними пелюстками, який відрізняється тим, що кожен з пакетотримачів пружно підтиснутий відносно маточини в радіальному напрямку і встановлений шарнірно на двох штирях, закріплених на взаємно протилежних торцях пакетотримачів, на яких також містяться два стрижні, що входять у відповідні пази на фланцях з можливістю...
Щліфувальний круг і спосіб формування і підтримки його подовжнього профілю
Номер патенту: 37898
Опубліковано: 15.05.2001
Автори: Лієрат Фрідхєльм, Гаращенко Ярослав Миколайович, Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович, Хорват Матяш, Уварова Юлія Леонідівна
МПК: B24D 17/00, B24B 1/00
Мітки: спосіб, подовжнього, підтримки, формування, профілю, щліфувальний, круг
Формула / Реферат:
1. Шліфувальний круг, що містить виступи і канавки різної конфігурації, які чергуються, що відрізняються тим, що глибина канавок складає 0,2...1 від максимального розміру зерна круга.2. Спосіб формування і підтримки продовжнього профілю шліфувального круга, що включає виготовлення канавок шляхом руйнації елементів круга в місцях їхнього розташування, що відрізняється тим, що канавки виготовляють на обертовому крузі, а частота...
Попередній патент: Спосіб виробництва квасу
Наступний патент: Пристрій для утилізації тепла відхідних газів повітронагрівників доменних печей
Випадковий патент: Перемішувач-активатор біогазової установки