Спосіб виготовлення вкладиша пари тертя ковзання
Номер патенту: 38836
Опубліковано: 26.01.2009
Автори: Іщенко Анатолій Олексійович, Родак Андрій Андрійович, Антоненко Олександра Вікторівна
Формула / Реферат
1. Спосіб виготовлення вкладиша пари тертя ковзання, який має канавки для мастила і отвори для його подачі на площину ковзання, який включає виготовлення у шаховому порядку дискретних циліндричних поглиблень на поверхні вкладиша та заповнення їх твердим мастилом у стані рідини, причому відстань по горизонталі між центрами поглиблень менше 2-х їх діаметрів, який відрізняється тим, що циліндричні поглиблення з'єднують між собою у кожному ряду отвором для нагнітання матеріалу мастила і встановлюють спеціальний знімний шаблон з отворами, котрий обмежує матеріал, що нагнітається, площиною ковзання.
2. Спосіб за п. 1, який відрізняється тим, що отвори в шаблоні для виходу матеріалу виконують співвісно відповідним поглибленням у вкладиші, а їх діаметр складає не більше 15 % діаметра поглиблень.
Текст
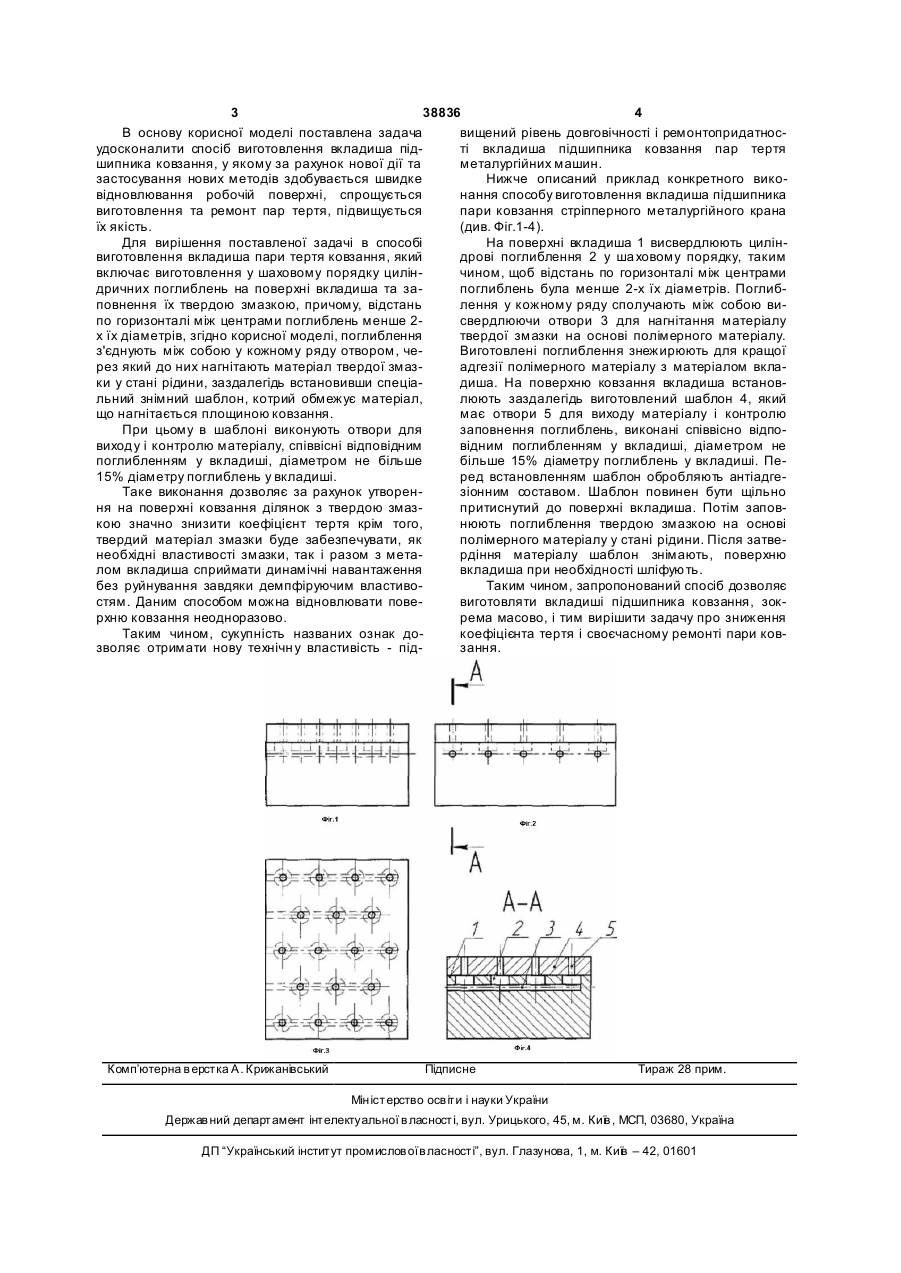
1. Спосіб виготовлення вкладиша пари тертя ковзання, який має канавки для мастила і отвори для його подачі на площину ковзання, який включає виготовлення у ша ховому порядку дискретних циліндричних поглиблень на поверхні вкладиша та 3 38836 4 В основу корисної моделі поставлена задача вищений рівень довговічності і ремонтопридатносудосконалити спосіб виготовлення вкладиша підті вкладиша підшипника ковзання пар тертя шипника ковзання, у якому за рахунок нової дії та металургійних машин. застосування нових методів здобувається швидке Нижче описаний приклад конкретного виковідновлювання робочій поверхні, спрощується нання способу виготовлення вкладиша підшипника виготовлення та ремонт пар тертя, підвищується пари ковзання стріпперного металургійного крана їх якість. (див. Фіг.1-4). Для вирішення поставленої задачі в способі На поверхні вкладиша 1 висвердлюють цилінвиготовлення вкладиша пари тертя ковзання, який дрові поглиблення 2 у ша ховому порядку, таким включає виготовлення у шаховому порядку цилінчином, щоб відстань по горизонталі між центрами дричних поглиблень на поверхні вкладиша та запоглиблень була менше 2-х їх діаметрів. Поглибповнення їх твердою змазкою, причому, відстань лення у кожному ряду сполучають між собою випо горизонталі між центрами поглиблень менше 2свердлюючи отвори 3 для нагнітання матеріалу х їх діаметрів, згідно корисної моделі, поглиблення твердої змазки на основі полімерного матеріалу. з'єднують між собою у кожному ряду отвором, чеВиготовлені поглиблення знежирюють для кращої рез який до них нагнітають матеріал твердої змазадгезії полімерного матеріалу з матеріалом вклаки у стані рідини, заздалегідь встановивши спеціадиша. На поверхню ковзання вкладиша встановльний знімний шаблон, котрий обмежує матеріал, люють заздалегідь виготовлений шаблон 4, який що нагнітається площиною ковзання. має отвори 5 для виходу матеріалу і контролю При цьому в шаблоні виконують отвори для заповнення поглиблень, виконані співвісно відповиходу і контролю матеріалу, співвісні відповідним відним поглибленням у вкладиші, діаметром не поглибленням у вкладиші, діаметром не більше більше 15% діаметру поглиблень у вкладиші. Пе15% діаметру поглиблень у вкладиші. ред встановленням шаблон обробляють антіадгеТаке виконання дозволяє за рахунок утворензіонним составом. Шаблон повинен бути щільно ня на поверхні ковзання ділянок з твердою змазпритиснутий до поверхні вкладиша. Потім заповкою значно знизити коефіцієнт тертя крім того, нюють поглиблення твердою змазкою на основі твердий матеріал змазки буде забезпечувати, як полімерного матеріалу у стані рідини. Після затвенеобхідні властивості змазки, так і разом з метардіння матеріалу шаблон знімають, поверхню лом вкладиша сприймати динамічні навантаження вкладиша при необхідності шліфують. без руйнування завдяки демпфіруючим властивоТаким чином, запропонований спосіб дозволяє стям. Даним способом можна відновлювати повевиготовляти вкладиші підшипника ковзання, зокрхню ковзання неодноразово. рема масово, і тим вирішити задачу про зниження Таким чином, сукупність названих ознак докоефіцієнта тертя і своєчасному ремонті пари ковзволяє отримати нову технічн у властивість - підзання. Комп’ютерна в ерстка А. Крижанівський Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make insert of sliding friction pair
Автори англійськоюIschenko Anatolii Oleksiiovych, Rodak Andrii Andriiovych, Antonenko Oleksandra Viktorivna
Назва патенту російськоюСпособ изготовления вкладыша пары трения
Автори російськоюИщенко Анатолий Алексеевич, Родак Андрей Андреевич, Антоненко Александра Викторовна
МПК / Мітки
МПК: F16C 19/00
Мітки: виготовлення, тертя, пари, вкладиша, ковзання, спосіб
Код посилання
<a href="https://ua.patents.su/2-38836-sposib-vigotovlennya-vkladisha-pari-tertya-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вкладиша пари тертя ковзання</a>
Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 65951
Опубліковано: 15.04.2004
Автори: Краснов Антон Володимирович, Іщенко Анатолій Олексійович
МПК: F16C 19/00
Мітки: ковзання, вкладиша, підшипника, виготовлення, спосіб
Формула / Реферат:
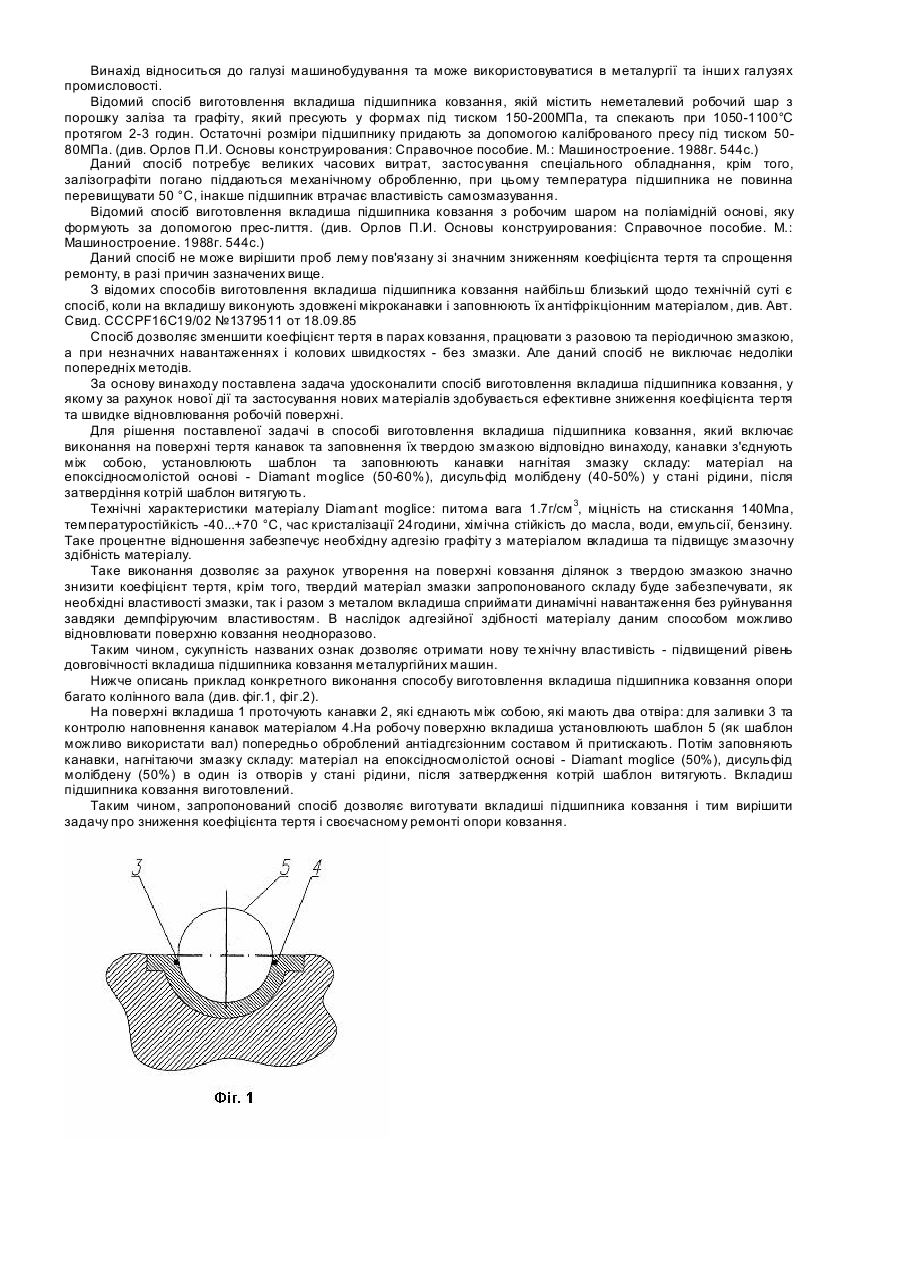
Спосіб виготовлення вкладиша підшипника ковзання, який включає виготовлення на поверхні тертя канавок і заповнення їх твердою змазкою, який відрізняється тим, що канавки з'єднують між собою, установлюють шаблон та заповнюють канавки, нагнітаючи змазку складу: матеріал на епоксидносмолистій основі - Diamant moglice (50-60 %), дисульфід молібдену (40-50 %) у стані рідини, після затвердіння котрої шаблон витягують.
Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 35079
Опубліковано: 26.08.2008
Автори: Панасовський Леонід Володимирович, Третьяков Євген Едуардович, Нещерет Ігор Григорійович, Артілаква Леван Шалвович
МПК: F16C 33/06
Мітки: підшипника, вкладиша, виготовлення, спосіб, ковзання
Формула / Реферат:
1. Спосіб виготовлення вкладиша підшипника ковзання, що включає формотворення зовнішнього шару - сталевої підкладки, робочого шару - антифрикційного покриття, який відрізняється тим, що вводять проміжний шар олов'янистої бронзи і здійснюють послідовне наплавлення шару олов'янистої бронзи на сталеву підкладку на внутрішню поверхню, а також по торцях вкладиша, а антифрикційне покриття - на внутрішню поверхню шару олов'янистої бронзи шляхом...
Вкладиш підшипника ковзання і спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 81288
Опубліковано: 25.12.2007
Автори: Романов Дмитро Сергійович, Романов Сергій Михайлович
МПК: F16C 33/08, F16C 17/00, F16C 33/04
Мітки: виготовлення, ковзання, спосіб, вкладиш, вкладиша, підшипника
Формула / Реферат:
1. Вкладиш підшипника ковзання, що складається зі сталевого корпуса, на якому зафіксована принаймні одна біметалева накладка, виконана у вигляді шару антифрикційного матеріалу, розміщеного на сталевій підкладці, який відрізняється тим, що підкладка біметалевої накладки зафіксована на корпусі вкладиша за допомогою електрозаклепок.2. Вкладиш підшипника ковзання за п. 1, який відрізняється тим, що принаймні частина корпуса вкладиша...
Спосіб виготовлення деталі пари тертя
Номер патенту: 27076
Опубліковано: 10.10.2007
Автори: Пчелінцев Олександр Вікторович, Шабаль Ярослав Миколайович, Пчелінцев Віктор Олександрович
МПК: F16J 15/00
Мітки: тертя, пари, спосіб, деталі, виготовлення
Формула / Реферат:
Спосіб виготовлення деталі пари тертя, переважно зі сталей і сплавів, не зміцнюваних термічною обробкою, при якому на торцевій поверхні деталі виконують канавки (пази), заповнюють їх зносостійким матеріалом, який пресують і розплавляють, який відрізняється тим, що канавки виконують спірально направленими, а розплавлення ведуть концентрованим джерелом енергії, при цьому діаметр плями контакта перевищує ширину канавки.
Спосіб виготовлення елемента високонавантаженої пари тертя
Номер патенту: 67992
Опубліковано: 15.07.2004
Автори: Алієв Натікбек Алійович, Манець Іван Григорович
МПК: B66B 7/00
Мітки: виготовлення, пари, тертя, елемента, високонавантаженої, спосіб
Формула / Реферат:
Спосіб виготовлення елемента високонавантаженої пари тертя, що включає лиття його корпусу або змінних вкладишів з чавуну; відпалювання виливка для зняття внутрішніх напружень, механічну обробку з припуском; хіміко-термічну обробку шляхом вміщення в герметичний муфель, покритий шамотною глиною на рідкому склі, заповнений спеціальним карбюризатором у вигляді порошкової суміші; нагрівання до заданої температури та витримку протягом заданого...
Попередній патент: Процес ліквідування міжколонних перетоків газу
Наступний патент: Сенсор зменшеного розміру для виявлення та реєстрації ультрафіолетового випромінювання точкових джерел
Випадковий патент: Спосіб лікування плямистої форми системної гіпоплазії емалі у дітей на етапі незавершеної мінералізації емалі постійних зубів