Спосіб термічної обробки виробів
Формула / Реферат
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Текст
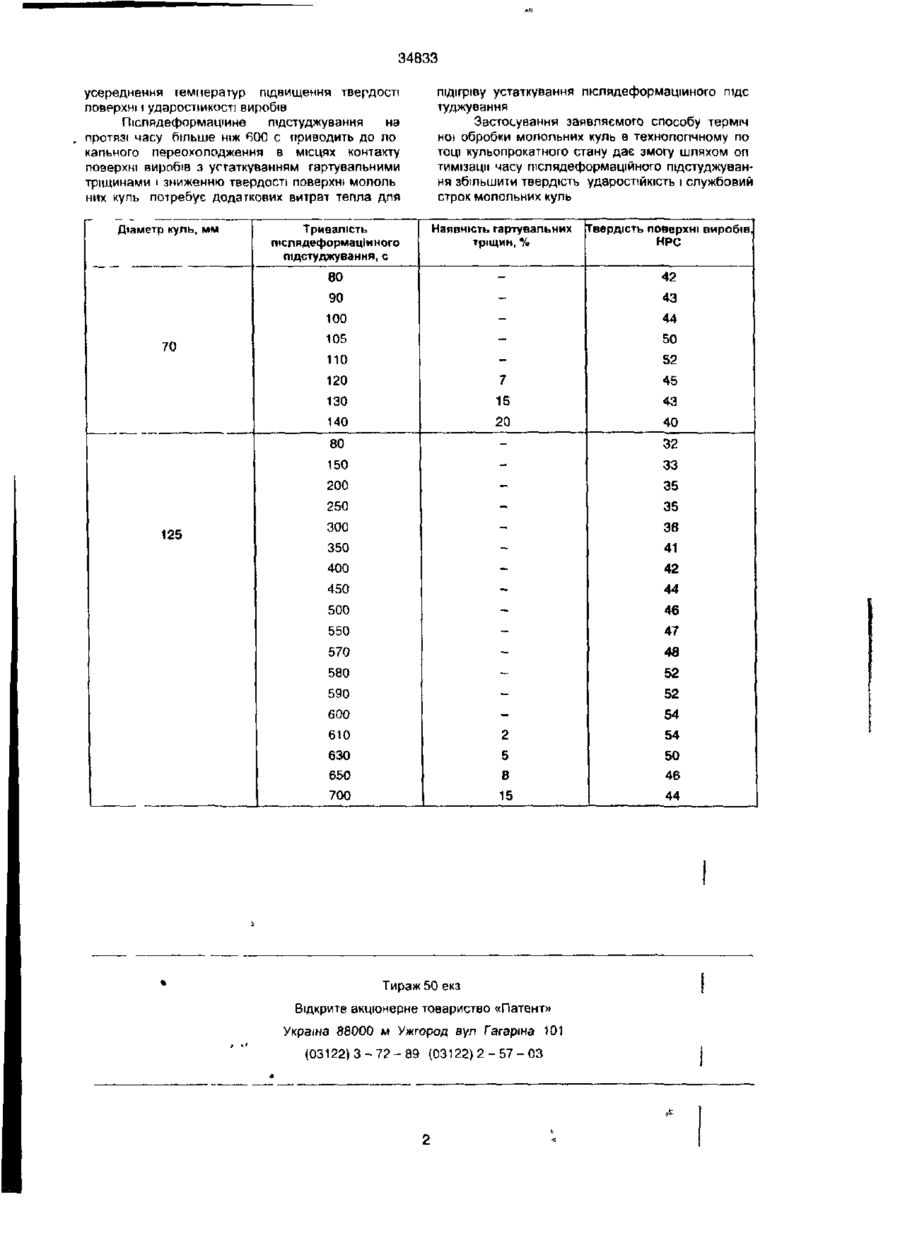
Спосіб термічної обробки виробів, що містить прокатування післядеформаційне підстуджувания на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с Винахід стосується термічної обробки виробів в металурги і може бути застосованим для термічної обробки молольних куль Відомий спосіб термічної обробки молольних куль (Авт свід СРСР № 222688. C21D9/36. 19821, що містить підстуджування мопольних купь на протязі 40-100 с після прокатування, загартування і самовідпуск Недоліком способу є значний градієнт температур для куль діаметром більше 60 мм, що приводить до зниження ударостійкості і службового строку виробів Найближчим до винаходу, що заявляється, є відомий спосіб термічної обробки молольних куль, що містить прокатування, післядеформаційне підстуджування на протязі 2-15 хвилин, загартування і самовідпуск (Авт свід РФ № 2113513, C21D9/36, 1996 - прототип) Суттєвими ознаками прототипу, що збігаються з суттєвими ознакам" винаходу з прокатування, післядеформаційне підстуджування, загартування і самовідпуск лодження і зменшення твердості поверхні купь більшого діаметра Поставлена задача вирішується тим, що у способі термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування, загартування і самовідпуск, відповідно до винаходу, підстуджування до температури загартування ведуть на протязі 105-600 с Недоліками прототипу є завищений час післядеформаційного підстуджуеання, що приводить до переохолодження молольних куль діаметром 70 мм нижче мінімальної температури загартування, локальне переохолодження поверхні молольних куль більших діаметрів (110-120 мм) в місцях контакту їх з Ринками ємностей для тдстуджуеання, що приводить до неоднорідності механічних властивостей, зниження твердості і -службового строку молольних куль більших діаметрів В основу винаходу поставлено задачу удосконалити спосіб термічної обробки виробів шляхом зниження нижньої і верхньої межі часу післядеформаційного підстуджування що забезпечує достатню температуру загартування куль меншого діаметру, відсутність локального переохо Такий інтервал часу післядеформаційного підстуджування забезпечує зниження градієнту температур і температурних напружень в виробах, збільшення твердості, ударостійкості молольних купь Приклад конкретної реалізації заявляемого способу термічної обробки виробів В кульопрокатному відділенні Маріупольського комбінату "Азовсталь" проведено випробування заявляемого способу термічної обробки молольних куль Вироби після прокатування підстуджувались на повітрі, після чого проводили гартування і самовідпуск в накопичувальній ємності Гартування проводили з обертанням куль в барабані з швидкістю 0,5 м/с і охолоджували струменями води яку подавали з швидкістю 10 м/с Діаметр куль, мм 70,125 Марка сталі рейкова 74 Тривалість післядеформаційного підстуджування, с 80 . 700 Температура кінця прокатування, °С 1000 Температура гартування, °С 780 Тривалість гартування, с 80 Результати випробувань приведені в таблиці на Післядеформаційне підстуджування протязі часу менше, ніж 105 с недостатнє ДЛЯ СО СО GO CO 34833 усереднення температур підвищення твердості поверхи) і ударостійкості виробів Післядеформаціине підстуджування на протязі часу більше ніж 600 с приводить до по кального переохолодження в місцях контакту поверхні виробів з устаткуванням гартувальними тріщинами і зниженню твердості поверхні мололь них куль потребує додаткових витрат тепла для підігріву устаткування післядеформацтиного піде туджування Застосування заявляемого способу термін ноі обробки молольних куль в технологічному по тоці кульопрокатного стану дає змогу шляхом оп тимізацм часу післядеформаціиного підстуджування збільшити твердість ударостійкість і службовий строк молольних куль Тривалість післядеформаціиного підстуджування, с Наявність гартувальних тріщин, % Твердість поверхні виробів, НРС 80 Діаметр куль, мм 42 90 70 43 100 44 105 — 50 110 52 120 7 45 130 15 43 140 20 40 80 32 33 200 35 250 125 150 35 300 — 38 350 41 400 42 450 44 500 46 550 47 570 48 580 52 590 52 600 54 610 2 54 630 5 50 650 8 46 700 15 44 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна 8Э000 м Ужгород аул Гагаріна 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21H 1/00, C21D 1/18, C21D 1/84, C21D 9/36
Мітки: спосіб, обробки, термічної, виробів
Код посилання
<a href="https://ua.patents.su/2-34833-sposib-termichno-obrobki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки виробів</a>
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, B21H 1/00
Мітки: виробів, обробки, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки протяжних виробів
Номер патенту: 21311
Опубліковано: 02.12.1997
Автори: Шустов Борис Миколайович, Калєгов Валерій Васильович, Ганзуленко Сергій Михайлович, Євдокимов Геннадій Григорович, Дворецький Олександр Анатолійович, Корольов Володимир Миколайович
МПК: C21D 9/52
Мітки: спосіб, обробки, виробів, протяжних, термічної
Формула / Реферат:
1. Спосіб термічної обробки протяжних виробів, який містить нагрів до температури аустені-зації, ізотермічну витримку у захисній атмосфері, інтенсивне охолодження до температури стабілізації структури, остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що ізотермічну витримку у захисній атмосфері здійснюють після інтенсивного охолодження, що виконують східчасте у потоці охолоджуючої рідини, при цьому...
Спосіб термічної обробки виробів
Номер патенту: 13002
Опубліковано: 28.02.1997
Автори: Ральф Шустер, Фрідріх Прайсер, Пауль Хайльманн
МПК: C21D 1/74
Мітки: виробів, обробки, термічної, спосіб
Формула / Реферат:
(57) 1. Способ термической обработки изделий, преимущественно из железа и стали, в вакуумных печах, включающий нагрев изделий и их последующую закалку в гелии или смеси гелия с инертным газом под давлением при циркуляции газа, отличающийся тем, что инертный газ в смеси используют до 30 объемных %, при этом давление охлаждающей смеси в печи устанавливают в пределах от 1,4 до 4 МПа, а скорость циркуляции охлаждающего газа устанавливают такой,...
Пристрій для термічної обробки та копчення ковбасних виробів
Номер патенту: 29193
Опубліковано: 16.10.2000
Автори: Єресько Георгій Олексійович, Андреєва Людмила Данилівна, Усатенко Ніна Федорівна, Корнієнко Микола Іванович
МПК: A23B 4/044
Мітки: виробів, ковбасних, термічної, копчення, обробки, пристрій
Формула / Реферат:
Пристрій для термічної обробки та копчення ковбасних виробів, що містить теплоізольовану камеру, систему підводу диму з калориферами в кожухах, розташованими у верхній частині вподови бокових стінок камери, систему відводу димоповітряно-го робочого середовища зі звуауючими каналами, вихідними отворами і боковим виходом робочого середовища, систему рециркуляції з вентилятором, який відрізняється тим, що стінки елементів систем підводу та...
Установка для безперервної термічної обробки протяжних виробів із сталей і сплавів
Номер патенту: 21313
Опубліковано: 02.12.1997
Автори: Корольов Володимир Миколайович, Калєгов Валерій Васильович, Дворецький Олександр Анатолійович, Шустов Борис Миколайович, Ганзуленко Сергій Михайлович, Євдокимов Геннадій Григорович
МПК: C21D 9/54
Мітки: виробів, сплавів, термічної, сталей, установка, обробки, протяжних, безперервної
Формула / Реферат:
1. Установка для безперервної термічної обробки протяжних виробів із сталей і сплавів; що містить послідовно розташовані розмотувальний пристрій, піч нагріву, камеру охолодження, що виконана у вигляді чсргуючихся секцій рідинного та повітряного охолодження, пристрій ізотермічної витримки з датчиками температури, ванну охолодження-промивки, намотувальний пристрій, яка відрізняється тим, що установка додатково забезпечена датчиками...
Попередній патент: Спосіб визначення параметрів артеріального тиску
Наступний патент: Установка для одержання зневодженого паливного етанолу з бражки або слабкоградусних спиртів
Випадковий патент: Електрично керований фільтр високих частот