Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням
Номер патенту: 4168
Опубліковано: 17.01.2005
Автори: Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Потапова Інна Георгіївна, Нікітін Юрій Миколайович
Формула / Реферат
Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, що включає підготовку вихідного матеріалу, брикетування, нагрів до верхньої границі інтервалу кувальних температур, а потім пресування з витіканням заготовки в напрямку, перпендикулярному осі пресування, з одночасним протитиском і екструзією витяжкою 14-30, який відрізняється тим, що пористий, попередньо нагрітий у захисному середовищі до температури нижче температури плавлення основного матеріалу, брикет завантажують у робочий канал штампа, доущільнюють в осьовому напрямку, потім - у напрямку, перпендикулярному осі пресування, і на заключній стадії осаджують у напрямку, перпендикулярному довгій осі виробу.
Текст
Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, що включає підготовку вихідного матеріалу, брикетування, нагрів до верхньої границі інтер валу кувальних температур, а потім пресування з витіканням заготовки в напрямку, перпендикулярному осі пресування, з одночасним протитиском і екструзією витяжкою 14-30, який відрізняється тим, що пористий, попередньо нагрітий у захисному середовищі до температури нижче температури плавлення основного матеріалу, брикет завантажують у робочий канал штампа, доущільнюють в осьовому напрямку, потім - у напрямку, перпендикулярному осі пресування, і на заключній стадії осаджують у напрямку, перпендикулярному довгій осі виробу. Корисна модель відноситься до порошкової металургії, зокрема, до виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням. Відомо спосіб виготовлення прутків і профілів з металевої" стружки, який полягає в тому, що стружку очищують, відпалюють, брикетують у штампі з почерговим взаємно перпендикулярним двохосьовим додатком зусиль, що відповідають межі текучості матеріалу до щільності 70-96%, нагрівають у штампі до верхньої' межі інтервалу кувальних температур, а потім пресують з витіканням заготовки в напрямку перпендикулярному осі пресування, з одночасним протитиском і екструзією витяжкою 14-30 /див. А.с СРСР №1247160 А1 Y22F3/02 опубл. у 1993р., бюл №28/ - прототип Недоліком відомого способу є необхідність застосування високощільних брикетів, одержуваних у штампі з двостороннім додатком зусиль перпендикулярно довгій осі брикету, або дворазовим пресуванням з витягом заготовки зі штампа, поворотом її на 90° і вторинним пресуванням у тому ж штампі. Високий ступінь деформації матеріалу брикету приводить до необхідності прикладати до деформованого матеріалу велику силу, що також знижує стійкість штампа. Для реалізації способу необхідно потужне устаткування. Наявність проти тиску також веде до збільшення сили штампування Крім того, протитиск знижує рівнощільність виробів. В основу корисно) моделі поставлено задачу удосконалення способу виготовлення високощільних порошкових виробів з металевих порошків чи стружки гарячим штампуванням шляхом пресування пористих брикетів і їхнього гарячого штампування спочатку в осьовому напрямку, потім у напрямку перпендикулярному осі пресування, а далі - осіданням у напрямку перпендикулярному довгої осі виробу. Отримані за такою технологією вироби мають високу щільність і рівнощільність при меншій силі штампування. Означена задача досягається тим, що в способі виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, який полягає в тому, що стружку очищують, відпалюють, брикетують до ЩІЛЬНОСТІ 70-96%, нагрівають у штампі до верхньої границі інтервалу кувальних температур, а потім пресують з витіканням заготівлі в напрямку перпендикулярному осі пресування, з одночасним протитиском і екструзією витяжкою 14-30, відповідно до винаходу, пористий попередньо нагрітий брикет поміщають у робочий канал штампа, осаджують у осьовому напрямку, видавлюють у напрямку перпендикуля 00 О) 4168 рноыу осі пресування, а потім осаджують у напрямку перпендикулярному довгої осі виробу. Штампування в три етапи забезпечує одержання виробів високої* щільності з меншими енергетичними витратами. Наявність рухомого пуансона в каналі перпендикулярному довгої осі пресування дозволяє регулювати обсяг видавленого в цей канал матеріалу, а остаточне осідання в напрямку перпендикулярному осі пресування дозволяє одержувати вироби з різних матеріалів з різною щільністю. Спосіб здійснюється наступним чином. Відмиту та очищену від домішок стружку чи порошкову шихту необхідного складу брикетують будь-яким відомим способом, нагрівають у захисному середовищі до температури нижче температури плавлення основного матеріалу, завантажують у робочий канал штампа, доущільнюють в осьовому напрямку, потім у напрямку перпендикулярному Комп'ютерна верстка В Мацело осі пресування і на заключній стадії осаджують у напрямку перпендикулярному довгої осі виробу. Приклад. Порошок міді отриманий із брухту мідних провідників струму, з розмірами часток 0,63-1,2мкм, пресували за схемою двостороннього пресування. Отриману заготовку, з відносною щільністю 0,85 нагрівали до температури близько 850°С в середовищі синтез-газу. Нагріту заготовку поміщали в робочий канал штампа і доущільнювали в осьовому напрямку, потім у напрямку перпендикулярному осі пресування, і на заключній стадії осаджували в напрямку перпендикулярному довгої осі виробу Отриманий пруток мав щільність не нижче 0,98 Після відпалювання у середовищі синтез-газу при температурі 550-600°С властивості міді відповідали властивостям литої деформованої міді після відпалювання. Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of high-density articles of metal powders or swarf by hot pressing
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Tsyrkin Arkadii Tymofiiovych, Nykytin Yurii Mykolaiovych
Назва патенту російськоюМетод изготовления высокоплотных изделий из металлических порошков или стружки горячей штамповкой
Автори російськоюРябичева Людмила Александровна, Цыркин Аркадий Тимофеевич, Никитин Юрий Николаевич
МПК / Мітки
МПК: B22F 3/12
Мітки: стружки, високощільних, спосіб, виробів, порошків, штампуванням, металевих, гарячим, виготовлення
Код посилання
<a href="https://ua.patents.su/2-4168-sposib-vigotovlennya-visokoshhilnikh-virobiv-z-metalevikh-poroshkiv-chi-struzhki-garyachim-shtampuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням</a>
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків
Номер патенту: 53035
Опубліковано: 15.01.2003
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Хіщенко Віктор Пилипович
МПК: B22F 3/02
Мітки: виробів, тонкостінних, порошків, щільності, спосіб, металевих, високої, циліндричних, виготовлення
Формула / Реферат:
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків, що включає попереднє холодне формування пористої заготовки та її подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з внутрішнім діаметром відповідно до відношення
Спосіб виготовлення виробів з металевих порошків

Номер патенту: 48653
Опубліковано: 15.08.2002
Автори: Петрунько Анатолій Миколайович, Дрозденко Віктор Антонович, Дрозденко Ганна Вікторівна, Ляшенко Олександр Петрович, Анохін Вячеслав Михайлович, Тер-Погосьянц Едуард Дмитрович
МПК: B22F 3/16
Мітки: виготовлення, металевих, порошків, виробів, спосіб
Формула / Реферат:
Спосіб виготовлення виробів з металевих порошків, який включає холодне пресування заготовки, її нагрів, уміщення в матрицю, наступне гаряче ущільнення та об'ємне деформування, що проводять в процесі робочого ходу преса, який відрізняється тим, що холодне пресування виконують з можливістю забезпечення відносної щільності заготовки на ділянках, де формуються небезпечні перерізи, на 2-12 % більше, ніж на інших ділянках, причому після холодного...
Спосіб виготовлення високощільних порошкових деталей складної форми
Номер патенту: 68518
Опубліковано: 16.08.2004
Автори: Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Потапова Інна Георгіївна
МПК: B22F 3/12
Мітки: виготовлення, високощільних, спосіб, порошкових, форми, деталей, складної
Формула / Реферат:
Спосіб виготовлення високощільних порошкових деталей складної форми, що включає підготовку форми, готування суміші з металевого порошку і водного розчину полівінілацетатної емульсії, заповнення форми і ущільнення суміші, сушіння заготовки до твердіння, який відрізняється тим, що суміш готують з 85...90% порошків необхідного за умовами роботи деталі складу і 10-15% водного розчину полівінілацетатної емульсії, формують набиванням, потім...
Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Номер патенту: 67213
Опубліковано: 15.06.2004
Автори: Блохін Олександр Григорович, Ковалівський Олексій Вікторович
МПК: B22F 3/20, B30B 11/02
Мітки: пресування, здійснення, спосіб, порошкових, прутків, пристрій, металевих, стружки, матеріалів
Формула / Реферат:
1. Спосіб пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку, перпендикулярному осі пресування, при одночасній екструзії з витяжкою 14...30, який відрізняється тим, що процес витікання здійснюють під кутом до напрямку, перпендикулярного осі пресування, при цьому нагрівання матеріалу, що пресують, у взаємно перпендикулярних напрямках і під кутом до напрямку,...
Спосіб виготовлення із порошків виробів, які містять бронзу
Номер патенту: 36515
Опубліковано: 16.04.2001
Автори: Каролінський Олександр Матусович, Кібець Віталій Іванович, Гарбовицька Тетяна Григорівна
МПК: B22F 3/14
Мітки: спосіб, бронзу, виготовлення, виробів, порошків, містять
Текст:
...з 4-х рядним ротором при швидкості обертання 15000 об/хв. Середній розмір частинок порошку після такої обробки становив близько 2 мкм. Приклад1. Виготовлення спечених підшипників ковзання. Порошки міді, сплаву (50%Sn, 50% Sb) та графіту змішують у пропорції, необхідної для одержання складу (78% Сu, 9% Sn, 9% Sb, 4% С) засипають у прес-форму, пресують під тиском 120МПа та вміщують у піч. При досягненні температури в прес-формі...
Попередній патент: Спосіб одержання в’яжучого
Наступний патент: Стенд для випробування інерційних запобіжних механізмів
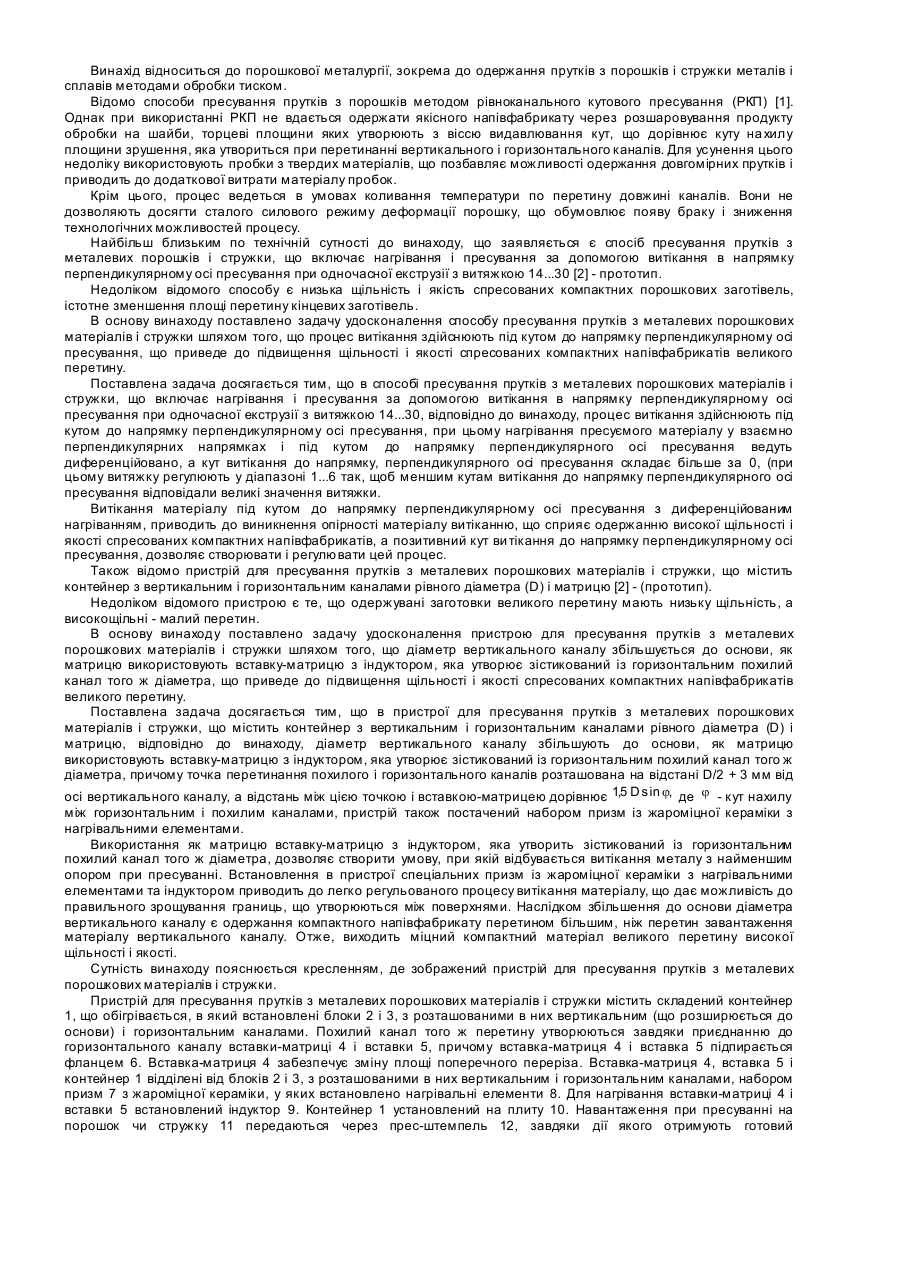
Випадковий патент: Удосконалений спосіб виготовлення демонстраційних навчальних та музейних натуральних еластичних анатомічних препаратів серця