Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Номер патенту: 67213
Опубліковано: 15.06.2004
Автори: Блохін Олександр Григорович, Ковалівський Олексій Вікторович
Формула / Реферат
1. Спосіб пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку, перпендикулярному осі пресування, при одночасній екструзії з витяжкою 14...30, який відрізняється тим, що процес витікання здійснюють під кутом до напрямку, перпендикулярного осі пресування, при цьому нагрівання матеріалу, що пресують, у взаємно перпендикулярних напрямках і під кутом до напрямку, перпендикулярного осі пресування, ведуть диференційовано, а кут витікання до напрямку, перпендикулярного осі пресування, більший за 0°, при цьому витяжку регулюють у діапазоні 1...6 так, щоб меншим кутам витікання до напрямку, перпендикулярного осі пресування, відповідали великі значення витяжки.
2. Пристрій для пресування прутків з металевих порошкових матеріалів і стружки, що містить контейнер з вертикальним і горизонтальним каналами рівного діаметра (D) і матрицю, який відрізняється тим, що діаметр вертикального каналу збільшують до основи, як матрицю використовують вставку-матрицю з індуктором, яка утворює зістикований з горизонтальним похилий канал того ж діаметра, причому точка перетину похилого і горизонтального каналів розташована на відстані D/2 + 3 мм від осі вертикального каналу, а відстань між цією точкою і вставкою-матрицею дорівнює 1,5 D ![]() , де
, де ![]() - кут нахилу між горизонтальним і похилим каналами, пристрій також містить набір призм із жароміцної кераміки з нагрівальними елементами.
- кут нахилу між горизонтальним і похилим каналами, пристрій також містить набір призм із жароміцної кераміки з нагрівальними елементами.
Текст
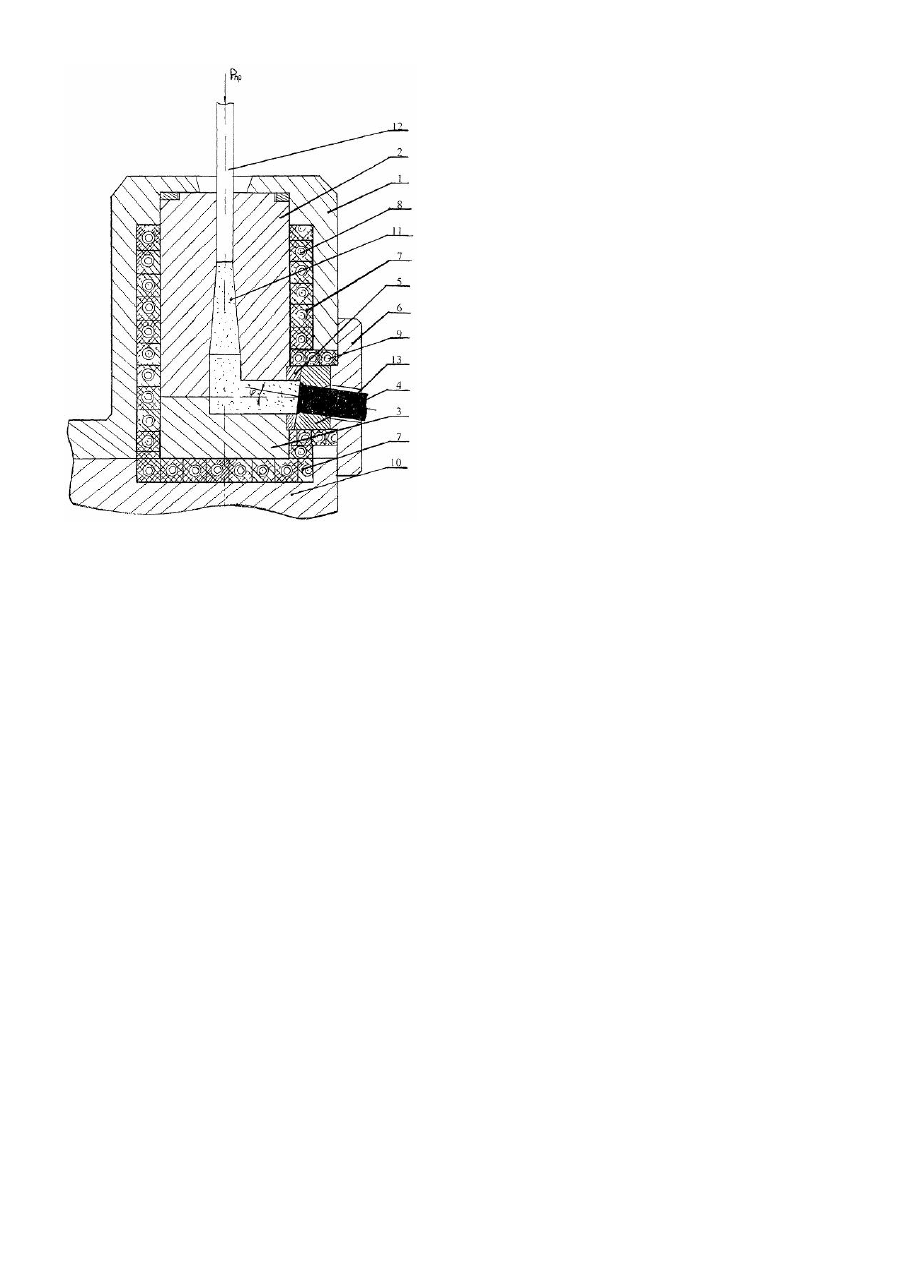
Винахід відноситься до порошкової металургії, зокрема до одержання прутків з порошків і стружки металів і сплавів методами обробки тиском. Відомо способи пресування прутків з порошків методом рівноканального кутового пресування (РКП) [1]. Однак при використанні РКП не вдається одержати якісного напівфабрикату через розшаровування продукту обробки на шайби, торцеві площини яких утворюють з віссю видавлювання кут, що дорівнює куту на хилу площини зрушення, яка утвориться при перетинанні вертикального і горизонтального каналів. Для усунення цього недоліку використовують пробки з твердих матеріалів, що позбавляє можливості одержання довгомірних прутків і приводить до додаткової витрати матеріалу пробок. Крім цього, процес ведеться в умовах коливання температури по перетину довжині каналів. Вони не дозволяють досягти сталого силового режиму деформації порошку, що обумовлює появу браку і зниження технологічних можливостей процесу. Найбільш близьким по технічній сутності до винаходу, що заявляється є спосіб пресування прутків з металевих порошків і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку перпендикулярному осі пресування при одночасної екструзії з витяжкою 14...30 [2] - прототип. Недоліком відомого способу є низька щільність і якість спресованих компактних порошкових заготівель, істотне зменшення площі перетину кінцевих заготівель. В основу винаходу поставлено задачу удосконалення способу пресування прутків з металевих порошкових матеріалів і стружки шляхом того, що процес витікання здійснюють під кутом до напрямку перпендикулярному осі пресування, що приведе до підвищення щільності і якості спресованих компактних напівфабрикатів великого перетину. Поставлена задача досягається тим, що в способі пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку перпендикулярному осі пресування при одночасної екструзії з витяжкою 14...30, відповідно до винаходу, процес витікання здійснюють під кутом до напрямку перпендикулярному осі пресування, при цьому нагрівання пресуємого матеріалу у взаємно перпендикулярних напрямках і під кутом до напрямку перпендикулярного осі пресування ведуть диференційовано, а кут витікання до напрямку, перпендикулярного осі пресування складає більше за 0, (при цьому витяжку регулюють у діапазоні 1...6 так, щоб меншим кутам витікання до напрямку перпендикулярного осі пресування відповідали великі значення витяжки. Витікання матеріалу під кутом до напрямку перпендикулярному осі пресування з диференційованим нагріванням, приводить до виникнення опірності матеріалу витіканню, що сприяє одержанню високої щільності і якості спресованих компактних напівфабрикатів, а позитивний кут ви тікання до напрямку перпендикулярному осі пресування, дозволяє створювати і регулювати цей процес. Також відомо пристрій для пресування прутків з металевих порошкових матеріалів і стружки, що містить контейнер з вертикальним і горизонтальним каналами рівного діаметра (D) і матрицю [2] - (прототип). Недоліком відомого пристрою є те, що одержувані заготовки великого перетину мають низьку щільність, а високощільні - малий перетин. В основу винаходу поставлено задачу удосконалення пристрою для пресування прутків з металевих порошкових матеріалів і стружки шляхом того, що діаметр вертикального каналу збільшується до основи, як матрицю використовують вставку-матрицю з індуктором, яка утворює зістикований із горизонтальним похилий канал того ж діаметра, що приведе до підвищення щільності і якості спресованих компактних напівфабрикатів великого перетину. Поставлена задача досягається тим, що в пристрої для пресування прутків з металевих порошкових матеріалів і стружки, що містить контейнер з вертикальним і горизонтальним каналами рівного діаметра (D) і матрицю, відповідно до винаходу, діаметр вертикального каналу збільшують до основи, як матрицю використовують вставку-матрицю з індуктором, яка утворює зістикований із горизонтальним похилий канал того ж діаметра, причому точка перетинання похилого і горизонтального каналів розташована на відстані D/2 + 3 мм від осі вертикального каналу, а відстань між цією точкою і вставкою-матрицею дорівнює 1,5 D sin j, де j - кут нахилу між горизонтальним і похилим каналами, пристрій також постачений набором призм із жароміцної кераміки з нагрівальними елементами. Використання як матрицю вставку-матрицю з індуктором, яка утворить зістикований із горизонтальним похилий канал того ж діаметра, дозволяє створити умову, при якій відбувається витікання металу з найменшим опором при пресуванні. Встановлення в пристрої спеціальних призм із жароміцної кераміки з нагрівальними елементами та індуктором приводить до легко регульованого процесу витікання матеріалу, що дає можливість до правильного зрощування границь, що утворюються між поверхнями. Наслідком збільшення до основи діаметра вертикального каналу є одержання компактного напівфабрикату перетином більшим, ніж перетин завантаження матеріалу вертикального каналу. Отже, виходить міцний компактний матеріал великого перетину високої щільності і якості. Сутність винаходу пояснюється кресленням, де зображений пристрій для пресування прутків з металевих порошкових матеріалів і стружки. Пристрій для пресування прутків з металевих порошкових матеріалів і стружки містить складений контейнер 1, що обігрівається, в який встановлені блоки 2 і 3, з розташованими в них вертикальним (що розширюється до основи) і горизонтальним каналами. Похилий канал того ж перетину утворюються завдяки приєднанню до горизонтального каналу вставки-матриці 4 і вставки 5, причому вставка-матриця 4 і вставка 5 підпирається фланцем 6. Вставка-матриця 4 забезпечує зміну площі поперечного переріза. Вставка-матриця 4, вставка 5 і контейнер 1 відділені від блоків 2 і 3, з розташованими в них вертикальним і горизонтальним каналами, набором призм 7 з жароміцної кераміки, у яких встановлено нагрівальні елементи 8. Для нагрівання вставки-матриці 4 і вставки 5 встановлений індуктор 9. Контейнер 1 установлений на плиту 10. Навантаження при пресуванні на порошок чи стружку 11 передаються через прес-штемпель 12, завдяки дії якого отримують готовий напівфабрикат 13. Пристрій для пресування прутків з металевих порошкових матеріалів і стружки працює в такий спосіб. У вертикальний канал, що збільшується до основи, блоку 2 завантажують порошковий матеріал чи стружку 11. Під дією преса (не показаний), прес-штемпель 12, опускається і пресує порошковий матеріал чи стружку 11. При досягненні в порошковому матеріалі чи стружці 11 напруг вищи х границі текучості відбувається витікання порошкового матеріалу чи стружки 11 у горизонтальний канал, утворений блоками 2 і 3, і далі через похилий канал, утворений вставкою-матрицею 4 і вставкою 5. У процесі пресування і витікання матеріалу 11 у вертикальному і горизонтальному каналі відбувається його нагрівання за допомогою нагрівальних елементів 8, а вставка-матриця 4 і вставка 5 - індуктора 9. З похилого каналу через вставку-матрицю 4 і вставку 5 виходить компактний напівфабрикат 13. При збільшенні навантаження при пресуванні близької до граничного, відбувається локальне нагрівання похилого каналу за допомогою індуктора 9, що знижує опір витіканню і підвищує якість продукції. Відстані між точкою перетину осей похилого і горизонтального каналів і віссю робочого каналу рівні D/2+3мм і між цією ж точкою і вставкою-матрицею 4 у похилому каналі, рівні 1,5 D sin j, де j - кут нахилу між горизонтальним і похилим каналами вибирають з розумінь мінімальної втрати тиску при підході чи до повороту, чи до вставки-матриці 4 і вставки 5. Менші відстані неможливі по конструктивних розуміннях, при великих - різко зростає необхідний тиск процесу. Викладені в способі технологічні прийоми дозволяють створювати і регулювати необхідний рівень протитиску при одержанні продукту обробки в перетинах, порівняних з перетином вихідного порошкового матеріалу чи стружки. При цьому обмежувальні параметри способу тісно взаємозалежні між собою. Якщо кут нахилу по хилого каналу j дорівнює 0°, заданий рівень протитиску створюється винятково обтисненням у вставці-матриці. У цьому випадку відмінність способу від прототипу зводиться до розходжень у витяжках. При цьому одержання компактних напівфабрикатів з порошків чи стружки досягається при витяжках, менших чи рівних 6. Якщо величина витяжки більше 6 рівень протитиску виявляється настільки високим, що загальний тиск на прес-штемпель перевершує припустиму міцність матеріалу, прийняту рівної 3000Мпа (для сталі 10Р6М5). Якщо кут похилого каналу j більший 45°, протитиск також дуже високий, і прес-штемпель працює в умовах, близьких до екстремальних, навіть якщо матеріал деформується без витяжки (витяжка дорівнює І). При проміжних значеннях кута на хилу і обтиснення у вставці-матриці співвідношення між ними підбирається за тими ж принципами (тобто за принципом обмеження максимального тиску на прес-штемпель). При мінімальних значеннях кута нахилу (0)° і витяжок (І) одержати якісний продукт обробки виявляється неможливим через розшарування на виході з горизонтального каналу, так що витяжка повинна бути близька до максимального. При куті нахилу, що наближається до 45°, величина витяжки в принципі може змінюватися в зазначених у способі межах, але з розумінь міцності оснащення повинна бути ближче до одиниці. Розташування вставки-матриці в контейнері дозволяє істотно знизити тиску на прес-штемпель і забезпечити вихід напівфабрикату в умовах відсутності контактного тертя. У сукупності запропонований спосіб пресування прутків з металевих матеріалів і стружки і пристрій для його здійснення дозволяє одержувати якісний напівфабрикат з порошкових металів чи стружки перетином, більшим, ніж перетин при початку процесу. Це дає можливість одержувати з порошків чи стружки високоякісні заготовки, придатні для виготовлення великогабаритного ріжучого інструмента, і штампування різноманітних деталей у машинобудуванні, виключивши їхнє проміжне осідання, необхідне для збільшення перетину. Джерела інформації: 1. Сегал В.М. Пластична обробка металів простим зрушенням. ”Вісті АН СРСР. Метали”, 1981, №1. 2. А.С. №1247160, М. Кл. 3 В22F3/20, В30В11/02, БВ №28, 1986.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for pressing the rods from metal powder materials and chips
Автори англійськоюBlokhin Oleksandr Hryhorovych
Назва патенту російськоюСпособ прессования прутьев из металлических порошковых материалов и стружки и устройство для его осуществления
Автори російськоюБлохин Александр Григорьевич
МПК / Мітки
МПК: B30B 11/02, B22F 3/20
Мітки: матеріалів, стружки, пристрій, здійснення, металевих, порошкових, спосіб, прутків, пресування
Код посилання
<a href="https://ua.patents.su/3-67213-sposib-presuvannya-prutkiv-z-metalevikh-poroshkovikh-materialiv-i-struzhki-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення</a>
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B30B 15/02, B22C 15/00
Мітки: прес-форма, матеріалів, пресування, порошкових
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Спосіб виготовлення литих металевих прутків вакуумним усмоктуванням та пристрій для його здійснення
Номер патенту: 67073
Опубліковано: 15.06.2004
Автори: Лазоркін Віктор Андрійович, Кононенко Анатолій Акимович, Куратченко Андрій Борисович
МПК: B22D 18/06
Мітки: виготовлення, усмоктуванням, литих, вакуумним, прутків, металевих, здійснення, спосіб, пристрій
Формула / Реферат:
1. Спосіб виготовлення литих металевих прутків, що включає розплавлювання металу, занурення частини циліндричного кристалізатора в рідкий метал, створення в кристалізаторі розрідження, заповнення його металом, кристалізацію металу, витягання заготовки з кристалізатора й обрізання дефектних кінцевих ділянок заготовки, який відрізняється тим, що витягання заготовки з кристалізатора здійснюють його розбиванням.2. Пристрій для лиття...
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів на матрицю
Номер патенту: 63675
Опубліковано: 15.01.2004
Автори: Повстяной Олександр Юрійович, Заболотний Олег Васильович, Рудь Віктор Дмитрович
МПК: B22F 3/04
Мітки: пресування, радіально-ізостатичного, пристрій, матеріалів, порошкових, матрицю, сухого
Формула / Реферат:
1. Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів на матрицю, що містить складаний корпус, який містить основу, матрицю, кришку та пуансон, при цьому матриця і пуансон розміщені одне відносно одного з концентричним зазором для засипки порошкового матеріалу, який відрізняється тим, що в корпусі під пуансоном розташована оснащена герметичною порожниною еластична пробка, порожнина якої повністю заповнена рідиною, а...
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів
Номер патенту: 52227
Опубліковано: 16.12.2002
Автор: Заболотний Олег Васильович
МПК: B22F 3/04
Мітки: радіально-ізостатичного, пресування, пристрій, сухого, порошкових, матеріалів
Формула / Реферат:
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів, що містить формоутворюючий стрижень і еластичну оболонку, який відрізняється тим, що в ньому встановлена спеціальна еластична пробка, яка герметично заповнена рідиною, із вставкою та упором.
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів
Номер патенту: 63676
Опубліковано: 15.01.2004
Автори: Заболотний Олег Васильович, Повстяной Олександр Юрійович, Рудь Віктор Дмитрович
МПК: B22F 3/04
Мітки: пресування, радіально-ізостатичного, матеріалів, пристрій, сухого, порошкових
Формула / Реферат:
Пристрій для сухого радіально-ізостатичного пресування порошкових матеріалів, що містить з'єднаний з приводом складаний прес-блок з розташованими у ньому еластичною оболонкою, робочою рідиною, порошком для формування виробу та формоутворюючим стержнем, який відрізняється тим, що еластична оболонка виконана у вигляді кільцевої герметичної порожнини, з зовнішньої сторони нижнього торця якої в прес-блоці додатково встановлені кільцевий упор та...
Попередній патент: Спосіб зниження зварювальних напруг і деформацій
Наступний патент: Пристрій для вибірки даних при комп’ютерній перевірці знань
Випадковий патент: Ежекційний багатосопловий пальник