Спосіб інкрустації щитових елементів
Номер патенту: 4423
Опубліковано: 27.12.1994
Автори: Фрідлянд Михайло Ізраілевич, Прудников Петро Герасимович, Гордієнко Володимир Васильович
Формула / Реферат
1. Способ инкрустации щитовых элементов, заключающийся в нанесении на щит клея, последовательном послойном укладывании его на поверхность декоративного инкрустирующего элемента и облицовочного шпона, последующем горячем прессовании пакета, выдержке и шлифовании наружной поверхности облицовочного шпона до проявления на нем декоративного элемента,отличающийся тем, что, с целью повышения качества, перед прессованием поверхностный слой шпона увлажняют и покрывают термостойкими пленочной влагонепроницаемой прокладкой и прокладкой из эластичного упругого материала, при этом прессование осуществляют по меньшей мере в две стадии при постоянном удельном давлении 10-15 кгс/см2, температуре 120-140 °С и времени выдержки, равном 20-30 с на каждой стадии.
2. Способ по п. 1, отличающийся тем, что в качестве термостойкой пленочной влагонепроницаемой прокладки используют полиэтилентерефталатную пленку, а в качестве термостойкой прокладки из эластичного упругого материала - кремнийорга-ническую резину.
Текст
1 СПОСОБ ИНКРУСТАЦИИ ЩИТОВЫХ ЭЛЕМЕНТОВ, заключающийся в нанесении на щит клен, последовательном послойном укладывании его на поверхность декоративного инкрустирующего элемента и облицовочного шпона, последующем горячем прессовании пакета, выдержке и шлифовании наружной поверхности облицовочного шпона до проявления на Нем декоративного элемента, отличающийся тем, что, с целью повышения качества, перед прессованием поверхностный слой шпона увлажняют и покрывают термостойкими пленочной влагонепроницаемой прокладкой и прокладкой из эластичного упругого материала, при этом прессование осуществляют по меньшей мере в две стадии при постоянном удельном давлении 10—15 кгс/см\ температуре 120— 140°С и времени выдержки, равном 20—30 с на каждой стадии. 2 Способ по п 1, отличающийся тем, что в качестве термостойкой пленочной" влагонепроницаемой прокладки используют полиэтнлентерефталатную пленку, а в качестве термостойкой прокладки из эластичного упругого материала — крем* нийорганическую резину О СО I 1063636 1 Изобретение относится к выполнению наблюдаются разрывы волокон шпона и декоративных работ в мебельной, деревотрещины. обрабатывающей промышленности и в строТемпература рыше !40°С не дает необительстве. ходимого эффекта, поскольку наблюдается Известен способ инкрустации щитовых подгорание древесины. элементов, заключающийся в нанесении Пластическая деформация пропаренного на щит клея, последовательном послойном шпона сохраняется до момента его высыхаукладывании на его поверхность декоративния» т. е. в течение 60—90 с с момента ного инкрустирующего элемента и облицоНачала воздействия давлением и темперавочного шпона, последующем горячем прес* турой. Стадийность прессования обеспесовании пакета, выдержке и шлифовании 10 чивает своевременное удаление излишков наружной поверхности облицовочного шповодяного пара из пакета и снижает возна до проявления па нем декоративного можность хрупкого разрушения в связи с элемента [1]. кратковременностью воздействия на каждой Недостатком способа инкрустации щистадии равного 20—30 с, что предполагает товых элементов является низкое качестналичие трех стадий прессования при по15 стоянных давлении и температуре. во. Цель изобретения — повышение качест" Термостойкая пленочная влагонепронива щитовых элементов. цаемая прокладка, например, полиэтилетерефталатная пленка, улучшает обжатие Поставленная цель достигается тем, что облицовочным шпоном запрессовываемого в способе инкрустации щитовых элементов, инкрустирующего элемента, например, вызаключающемся в нанесении на щит клея, полненного из металла, шпона, пластмассы, последовательном послойном укладывании ткани, бумаги, контрастно отличающегося на его поверхность декоративного инкрустипо цвету, фактуре, породе от напрессовыварующего элемента и облицовочного шпона, емого облицовочного шпона, способствует последующем горячем прессовании пакета, проявлению пластических свойств увлажненвыдержке и шлифовании наружной поверх- 25 ного шпона и препятствует слипанию шпона ности облицовочного шпона до проявлес резиной, ния на нем декоративного элемента, перед прессованием поверхностный слой шпона Сущность способа инкрустации щитоувлажняют и покрывают термостойкими вых элементов поясняется примером. пленочной влагонепроницаемой прокладНа щит из древесностружечной плиты кой и прокладкой из эластичного упругого на клеевальцах КВ-9 наносят слой клея материала, при этом прессование осуществи марки КФ-ЬЖ, затем на него послойно укляют, по меньшей мере, 'в две стадии при ладывают заранее подготовленный однор р плоскостный инкрустирующий элемент, постоянном удельном давлении 10—15 кгс/см* выполненный из шпона строганого березотемпературе 120— 140°С и времени выдержвого толщиной 0,8 мм, у ки равное 20—30 с на каждой стадии. В щ , , увлаженный с ли35 качестве термостойкой пленочной влагоцевой плоскости лист облицовочного шпонепроницаемой прокладки используют полина красного дерева по цвету, фактуре и породе резко отличающегося от материала этилентерефталатную пленку, а в качестве инкрустирующего элемента, полиэтилентетермостойкой прокладки из эластичного упругого материала используют кремнийрефталатную пленку толщиной 100 мк и органическую резину. 40 термостойкую резину марки Б-4 толщиной 5 мм Набранный таким образом пакет прессуют в гидротермическом прессе при Для многостадийного прессования данйого пакета оптимальными режимами явдавлении 15 кгс/смг, темпера(удельном ляются постоянное удельное давление равтуре 120°С и времени выдержки под давг ю - 1 5 кгс/см , температура 120—140°С лением 60 с, используя при этом ступенн о е и время выдержки на каждой стадии 20— 45 чатый режим нагружения. После і запрессовывания и выдержки 30 с. в течение (24 ч облицованную поверхность При этом, при удельном давлении ниже щита шлифуют на станке до проявления 10 кгс/см не обеспечивается качество прина его поверхности узора инкрустирующеклеивания и облегание шпоном инструктиго элемента. Полученный таким образом рующего элемента, а при удельном давлещит отделывают, например, полиэфирным нии выше 15 кгс/см^ ухудшается качество, лаком ПЭ-246 приклеивания шпона и увеличиваются энер* Благодаря применению предлагаемого гозатраты. Температура ниже 120° не обесспособа повышается качество щитовых печивает пластификацию при пропарнваэлементов. нии облицовочного шпона, в результате чего ВНИИПЙ Заказ 10421/1? Тираж 410 Филиал ПГЇП «Патент», t Ужгород, ул Подписное Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of incrustation of panel elements
Автори англійськоюFridliand Mykhailo Izrailevych, Hordiienko Volodymyr Vasyliovych, Prudnikov Petro Herasymovych
Назва патенту російськоюСпособ инкрустации щитовых элементов
Автори російськоюФридлянд Михаил Израилевич, Гордиенко Владимир Васильевич, Прудников Петр Герасимович
МПК / Мітки
МПК: B44C 1/00
Мітки: щитових, інкрустації, спосіб, елементів
Код посилання
<a href="https://ua.patents.su/2-4423-sposib-inkrustaci-shhitovikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб інкрустації щитових елементів</a>
Контактний пристрій для вимірювання параметрів безкорпусних елементів
Номер патенту: 2800
Опубліковано: 26.12.1994
Автор: Папуш Василь Гаврилович
МПК: G01R 31/26
Мітки: пристрій, безкорпусних, елементів, контактний, параметрів, вимірювання
Формула / Реферат:
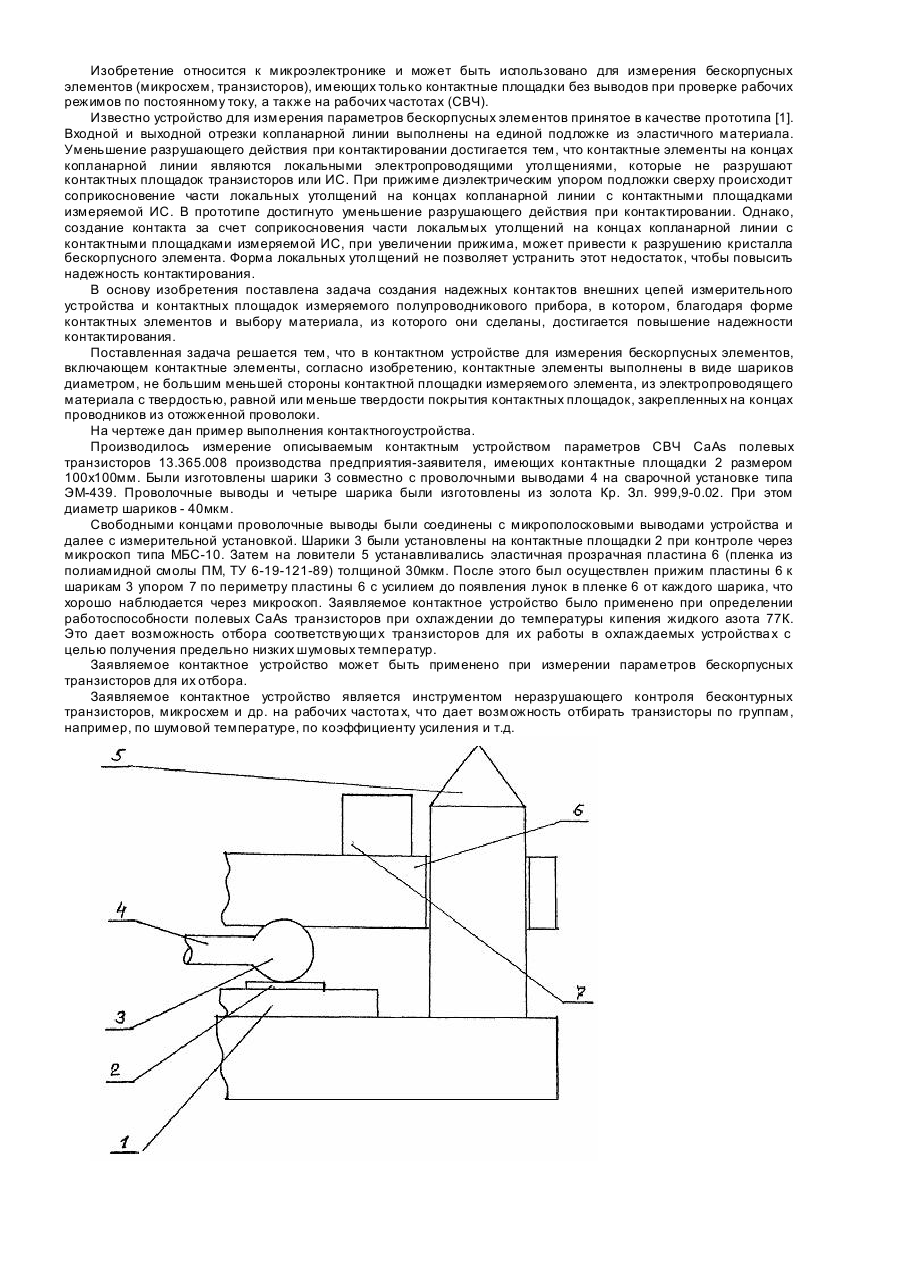
Контактное устройство для измерения параметров бескорпусных элементов, включающее контактные элементы, отличающееся тем, что контактные элементы выполнены в виде шариков диаметром, не большим меньшей стороны контактной площадки измеряемого элемента, из электропроводящего материала с твердостью, равной или меньше твердости покрытия контактных площадок, закрепленных на концах проводников из отожженной проволоки.
Спосіб виготовлення покриттів для підлоги
Номер патенту: 583
Опубліковано: 15.12.1993
Автори: Головащук Микола Йосипович, Сірко Зіновій Степанович, Єфіменко Юрій Іванович
МПК: B27M 3/08
Мітки: виготовлення, спосіб, підлоги, покриттів
Формула / Реферат:
Способ изготовления покрытий для пола, включающий проклеивание кусков шпона, формирование их в пакет и прессование, отличающиеся тем, что перед проклеиванием куски шпона сортируют по размерам, а формирование пакета осуществляют путем чередования лицевой и оборотной стороны кусков шпона.
Краватка
Номер патенту: 289
Опубліковано: 30.04.1993
Автор: Приходько Тетяна Олександрівна
МПК: A41D 25/00
Мітки: краватка
Формула / Реферат:
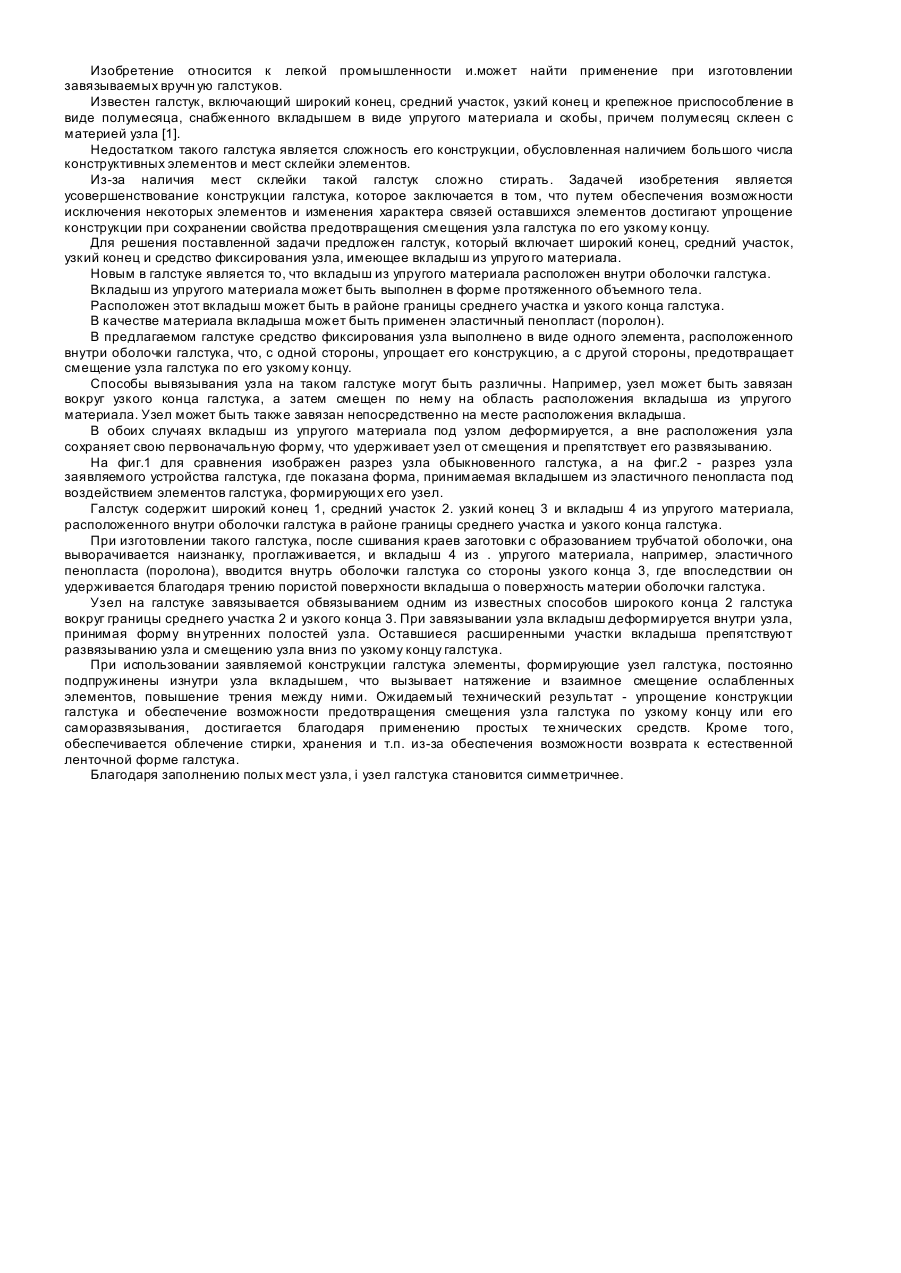
1. Галстук, включающий широкий конец, средний участок, узкий конец и средство фиксирования узла, имеющее вкладыш из упругого материала, отличающийся тем, что вкладыш из упругого материала расположен внутри оболочки галстука.2. Галстук по п.1, отличающийся тем, что вкладыш из упругого материала выполнен в форме протяженного объемного тела.3. Галстук по пп.1 и 2, отличающийся тем, что вкладыш из упругого материала расположен в...
Спосіб приварки технологічних елементів до трубопроводу
Номер патенту: 3136
Опубліковано: 26.12.1994
Автори: Савич Ігор Маврикійович, Титаренко Володимир Іванович, Бурак Ярослав Йосифович, Старицький Валентин Ільіч, Іващенко Георгій Антонович, Галюк Василь Харитонович, Асніс Аркадій Юхимович, Кеменов Віктор Іванович, Зозуляк Юрій Дмитрович, Бут Віктор Степанович
МПК: B23K 31/02
Мітки: приварки, технологічних, трубопроводу, елементів, спосіб
Формула / Реферат:
Способ приварки технологических элементов к трубопроводу, находящемуся под давлением, при котором технологический элемент изготавливают из двух половин, которые устанавливают на защищенный участок трубопровода и сваривают между собой продольными швами, а затем приваривают технологический элемент к трубопроводу кольцевыми швами, отличающийся тем, что, с целью повышения качества и надежности сварных швов и снижения опасности разрушения...
Спосіб ренгенофлуоресцентного аналізу багатокомпонентного зразка, який містить n визначуваних елементів

Номер патенту: 3726
Опубліковано: 27.12.1994
Автор: Верховодов Петро Олександрович
МПК: G01N 23/22
Мітки: багатокомпонентного, аналізу, елементів, спосіб, зразка, ренгенофлуоресцентного, містить, визначуваних
Попередній патент: Спосіб декорування кромок прорізів дверей меблів
Наступний патент: Спосіб керування процесом складання шихти для коксування
Випадковий патент: Спосіб наплавлення виробів із важкозварювальних сталей