Спосіб приварки технологічних елементів до трубопроводу
Номер патенту: 3136
Опубліковано: 26.12.1994
Автори: Бут Віктор Степанович, Титаренко Володимир Іванович, Галюк Василь Харитонович, Кеменов Віктор Іванович, Бурак Ярослав Йосифович, Асніс Аркадій Юхимович, Старицький Валентин Ільіч, Савич Ігор Маврикійович, Іващенко Георгій Антонович, Зозуляк Юрій Дмитрович
Формула / Реферат
Способ приварки технологических элементов к трубопроводу, находящемуся под давлением, при котором технологический элемент изготавливают из двух половин, которые устанавливают на защищенный участок трубопровода и сваривают между собой продольными швами, а затем приваривают технологический элемент к трубопроводу кольцевыми швами, отличающийся тем, что, с целью повышения качества и надежности сварных швов и снижения опасности разрушения при приварке технологических элементов к трубопроводам, находящимся под давлением, перед сваркой продольных швов на защищенный участок трубопровода в местах их расположения наносят слой термоизоляционного материала, обладающего диэлектрическими свойствами, на ширину (10—20) толщин стенки трубопровода, просушивают его, а сварку продольных швов выполняют с полным проплавлением кромок в районе корня шва, затем с обеих сторон технологического элемента на расстоянии (0,1—1,0) толщины стенки трубы устанавливают кольца, посредством которых осуществляют сварку технологического элемента с трубопроводом с заданной глубиной проплавления.
Текст
СПОСОБ ПРИВАРКИ ТЕХНОЛОГИЧЕСКИХ ЭЛЕМЕНТОВ К ТРУБОПРОВОДУ, находящемуся под давлениемt при котором технологический элемент изготавливают из двух половин, которые устанавливают на зачищенный участок трубопровода и сваривают между собой продольными швами, а затем приваривают технологический элемент к трубопроводу кольцевыми швами, о т л и Изобретение относится к слособам сварки стыковых и нахлесточных соединений и в частности может быть не пользовано при реконструкции или ремонте различных трубопроводов» находящихся под давлением. Данный способ позволяет приваривать тройники (отводы) к трубопроводам, находящимся под давлением, т.е. в процессе перекачки продукта (нефти, газа, бензина и т.д,) для увеличения производительности отдельных участков или транспортировки перекачиваемого продукта новому потребителю. Кроме того ? этот способ может быть использован при ремонте участ ч а г о щ и й с я тем, что, с целью повышения качества и надежности сварных швов и снижения опасности разрушения при приварке технологических элементов к трубопроводам, находящимся под давлением, перед сваркой продольных швов на зачищенный участок трубопровода в местах их расположения наносят слой термоизоляционного материала, обладающего диэлектрическими свойствами, на ширину (1С-* 20) толщин стенки трубопровода, просушивают его, а сварку продольных швов выполняют с полным лрошіавланием кромок D районе корня шва, затем с обеих сторон технологического элемента на расстоянии (0,1-1,0) толщины стекки трубы устанавливают кольца, посредством которых осуществляют сварку технологического элемента с трубопроводом с заданной глубиной проплавлення. ка трубопровода, пораженного коррозионными или механическими дефектами, а также при необходимости создания дополнительной жесткости на участке трубопровода без его остановки. Известен способ присоединения фитингоз (тройников) к трубопроводу под давлением при помощи фланцез, создающих герметичность за счет уплотнительных прокладок. К двум половинам тройника, охватывеюпщм трубу по периметру, предварительно приваривают фпанцы с обеих сторон тройника. Фланцы снабжены отверстиями, в которые вставлены болты, и кольцевым пазом, в котором располо 1058182 жена уплотнительная прокладка„ Для рующяе нагрузки, величина и частота создания герметичности прокладку которых зависит от многих факторов. сдавливают свободно посаженными на В этих условиях наличие непровара явтрубу фланцами с помощью завинчиваляется концентратом напряжений и ния гайки на болтах, проходящих в способствует образованию и развитию отверстия приваренного и свободно трещин в продольных швах. Это привоустановленного фланца. Продольная дит к разрушению трубопровода в прогерметичность достигается с помощью цессе его зкеплуатации. плоских фланцев, снабженных уплотни- 10 Наиболее существенными недостатками" тельяыми прокладками, расположенныэтого способа являются: низкое качеми вдоль образующей трубы. Такой споство продольных швов, сваренных с соб имеет существенные недостатки, непроваром, высокая степень опаснососновные из которых следующие: мати при выполнении сварки продольных и териал уплотнителя со временем теря15 кольцевых швов, благодаря неравноет свои упругие свойства и герметичмерной глубине проплавлення стенки ность соединения нарушается, кроме трубы и потери прочности и устойчитого такое соединение можно примевости при ее нагреве» нить на трубах с ровной поверхностью Цель изобретения - повышение кастенки и низким давлением. 20 чества и надежности сварных швов и снижение опасности разрушения при Известен также способ приварки приварке технологических элементов технологического элемента к трубопрок трубопроводам, находящимся под давводу, находящемуся под давлением, лением. наиболее близкий к данному изобретеДанная цель достигается тем, что нии) по технической сущности, при 25 в способе приварки технологических котором технологический элемент элементов к трубопроводу, находящемуизготавливают из двух половин, котося под давлением, при котором техрые устанавливают на зачищенный учаснологический элемент изготавливают ток трубопровода и сваривают между собой продольными швами, а затем при- 30 из двух половин, которые устанавливают на зачищенный участок трубопроваривают технологический элемент к вола и сваривают между собой, а затрубопроводу кольцевыми швами. тем приваривают технологический Б этом способе на зачищенном участэлемент к трубопроводу кольцевыми ке трубопровода собирают тройник, швами, перед сваркой продольных швов, состоящий из двух половин (двух ко35 на зачищенный участок трубопровода в рыт) , к одному из которых предвариместах их расположения наносят слой •* тельно приварен отвод. Продольные • термоизоляционного материала, обстыки, разделанные с притуплением, ладающего диэлектрическими свойствагарантирующим непровар корня шва по ми, на ширину (10-20) толщин стенки веек длине 9 собирают без зазора и 40 трубопровода, просушивают его, а сваривают с помощью электродуговой сварку продольных швов выполняют с сварки. Затем заваривают два кольцеполным проплавлением кромок в районе вых шва, приваривая торцы тройника корня тза, а затем с обеих сторон к трубопроводу. технологического элемента на расВ данном способе тепло дуги, зат- 45 стоянии (0,1-1,0) толщины стенки раченное на образование сварных швов, трубы устанавливают кольца, посредсвободно передается стенке трубоством которых осуществляют сварку провода, нагревает ее. С повышением технологического элемента с трубопротемпературы металл трубопровода теряводом с заданной глубиной проплавлеет прочность, что может привести к 50- ння. разрушению его и вызвать аварию в процессе сварки. Гарантированный непроСпособ осуществляют следующим вар корневого шва при сварке продоль-. образом. ных стыковых соединений тройниУчасток трубопровода зачищают от ка отрицательно сказывается на изоляции, ржавчины и других загряз- 55 нений. На наружную поверхность трудинамической прочности узла. Как известно при перекачке газообразного бы (по образующей) в районе средней или жидкого продукта трубопровод и линии наносят слой термоизоляции все его элементы испытывают пульси(например стеклоткань, смоченную 5 6 10581 82 растворимым стеклом или полиуретаноПри сварке кольцевых шзов глубину, вым клеем или другим связующим. Поспроплавлення и устойчивость стенки ла просушки связующего ка трубе монтитрубы при повышении температуры реруют технологический элемент - трой- , гулируют поставкой на трубу колец с . ник, закрепляя обе половины его на обеих сторон тройника или муфты на трубе с помощью технологических присрасстоянии от него на 0,1-1,0 толпособлений, хомутов или прихваток. щины стенки трубы. Затем сваривают продольным швом обе Кольцо устанавливают на трубе половинки тройника между собой. По іо таким образом, чтобы зазор между его краям тройника с зазором устанавлискошенной кромкой и скошенной кромвают кольца, сваривают их продольные кой ооечайки составлял 0,1-1,0 толшвы, а затем после остывания наплавщины стенки трубы. Сваривают три элеленного металла сваривают кольцевые мента (детали), причем в данном соешвы, которыми приваривают тройник 15 динении кромки кольца и тройника являк трубопроводу и к кольцу с заданной ются элементами стыкового соединения величиной проплавлення стенки труа стенки трубы - как бы остающейся бы. В описанном примере сварка кольцеподкладкой. Если соединение собрано с вого шва связана с неизбежным нагреминимальным зазором, то глубина провом стенки трубы, но это не может 20 плавлення стенки трубы будет минивызвать: потери ее устойчивости, так мальной. Дуга, которую можно предстакак с одной стороны обечайка тройнивить в виде усеченного - конуса, ка, а с другой кольцо создают дополбольшим основанием опирающегося на нительную жесткость. Кроме того изделие, проплавит стенку трубы в оспредварительное сжатие трубопровода 25 новном за счет перегретого наплавленпри сварке продольных швов тройника ного металла кромок стыкового соедии колец способствует релаксации нения. Если при том же режиме увелисварочных напряжений, возникающих чить расстояние между кромками кольпри сварке кольцевых швов. Это осоца и тройника, то дуга в меньшей бенно важно для уменьшения напряжеЗО стенке будет расплавлять кромки стыконий в корневых кольцевых швах. вого соединения и на большую глубину проварит стенку трубы. Сварки выполняют электродами Расстояние между кромками выбрано УОНИ 13/45 диаметром 3-4 мм на токе в пределах 0,1-1,0 толщины стенки 90-120А. Использование термоизоляции для э 5 трубы из условий возможности применения различных видов сварки, на сварки продольных швов тройника или трубах разного диаметра, для получемуфты позволяет достичь одной из ния провара не более 0,5 толщины стеносновных целей повышения качества ки трубы. Так например, используя и эксплуатационной надежности соединений. 4С полуавтоматическую сварку в углекислом газе проволокой диаметром 1,01,2 мм для сварки кольцевого шва тройПри этом на наружную поверхность ника на трубе с толщиной стенки трубы (по образующей) наносят слон 2,5 мм необходимо выбрать зазор, термоизоляции, средняя линия которого равный 0,1. При выполнении той же (по ширине) должна проходить носедК работы электродами диаметром 4 мм на редине собираемого из двух половин трубе с толщиной стенки 7 мм необстыка технологического элемента. Шириходимо установить зазор — 1,0. на слоя изоляции 10-20 толщин стенки трубопровода выбрана экспериментальПредварительное сжатие, по отноным путем с учетом скорости распро5С шению к сварке кольцевого шва, трубостранення температуры и охлаждения провод получает в результате сварки металла при сварке. Такая ширина слоя продольных швов кольца, установлен(при различных толщинах трубопровоного на трубе у кромки технологичесда) обеспечивает контакт незащищенной кого элемента. Кольио сжимает трубу стенки трубы с нагретым сварным ме, , вследствие наличия сварочных напряталлом до температуры не выше 600 С, жений . что обеспечивает сохранение высоких показателей прочности стенки труИспользование способа приварки бопровода . технологических элементов тройников 7 8 Ї058І82 или муфт под давлением обеспечиваструировать, подключать новых потре GT по сравнению с известными способабнтелей и т.д.} ми следующие преимущества: значительно снижается опасность v e при проведении сварочных работ на позволяет без остановки перекачтрубопроводе, находящемся под давки продукта ремонтировать, реконлением. Редактор Е.Гиринская Техред К.Дидык Корректор Л.Патай^ Заказ 2559 Тираж 525 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д, 4/5 Процзводственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,f01
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for welding technological elements to pipeline
Автори англійськоюAsnis Arkadii Yukhymovich, Savych Ihor Mavrykiiovych, Titarenko Volodymyr Ivanovych, Ivaschenko Heorhii Antonovych, But Viktor Stepanovych, Haliuk Vasyl Kharytonovych, Kemenov Viktor Ivanovych, Starytskyi Valentyn Il'ich, Burak Yaroslav Yosyfovych, Zozuliak Yurii Dmytrovych
Назва патенту російськоюСпособ приварки технологических элементов к трубопроводу
Автори російськоюАснис Аркадий Ефимович, Савич Игорь Маврикиевич, Титаренко Владимир Иванович, Иващенко Георгий Антонович, Бут Виктор Степанович, Галюк Василий Харитонович, Кеменов Виктор Иванович, Старицкий Валентин Ильич, Бурак Ярослав Иосифович, Зозуляк Юрий Дмитриевич
МПК / Мітки
МПК: B23K 31/02
Мітки: технологічних, приварки, трубопроводу, елементів, спосіб
Код посилання
<a href="https://ua.patents.su/4-3136-sposib-privarki-tekhnologichnikh-elementiv-do-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб приварки технологічних елементів до трубопроводу</a>
Спосіб приварки технологічних елементів до трубопроводу
Номер патенту: 3135
Опубліковано: 26.12.1994
Автори: Цуркаленко Лев Васильович, Зацерковний Сергій Анатольович, Дудко Данііл Андрійович, Іващенко Георгій Антонович, Сидорук Володимир Степанович, Бут Віктор Степанович
МПК: B23K 31/02
Мітки: приварки, спосіб, трубопроводу, технологічних, елементів
Формула / Реферат:
1. Способ приварки технологических адементов к трубопроводу по авт. св. N1058182, отличающийся тем, что, с целью повышения безопасности сварочных работ путем уменьшения объема разогреваемого металла стенки трубы и снижения температуры его нагрева в процессе сварки и повышения качества и надежности сварных швов, сварку выполняют отдельными точками, каждую последующую точку выполняют после затвердевания от одной десятой до портного...
Спосіб монтажу трійників з відводами на діючих трубопроводах

Номер патенту: 3134
Опубліковано: 26.12.1994
Автори: Титаренко Володимир Іванович, Зозуляк Юрій Дмитрович, Іващенко Георгій Антонович, Галюк Василь Харитонович, Гумеров Асхат Галімьянович, Савич Ігор Маврикійович, Бут Віктор Степанович
МПК: F16L 41/00
Мітки: спосіб, трубопроводах, монтажу, відводами, трійників, діючих
Формула / Реферат:
Способ монтажа тройников с отводами на действующих трубопроводах, состоящий в зачистке участка трубы, подготовке двух половин тройника с отводом и технологических колец, в установке двух пар технологических колец на трубу и сварке их между собой, монтаж корпуса тройника с отводом и сварка половин тройника между собой продольными швами и кольцевыми швами к технологическим кольцам, установке на отвод задвижки и специальной камеры с...
Спосіб очистки внутрішньої поверхні трубопроводу
Номер патенту: 2148
Опубліковано: 26.12.1994
Автори: Перуєв Олександр Анатолійович, Жилін Анатолій Микитович
МПК: B08B 9/04
Мітки: очистки, спосіб, трубопроводу, внутрішньої, поверхні
Формула / Реферат:
Способ очистки внутренней поверхности трубопровода, по которому в жидкости, заполняющей трубопровод, подачей импульсов сжатого воздуха генерируют ударные волны для циклического воздействия двумя волнами со сдвигом времени их воздействия на каждый разрушаемый участок отложений, отличающийся тем, что в каждом цикле генерируют две независимые ударные волны, при этом второй волной воздействуют со сдвигом во времени относительно первой, равным...
Спосіб ремонта трубопровода
Номер патенту: 3133
Опубліковано: 26.12.1994
Автори: Зозуляк Юрій Дмитрович, Іващенко Георгій Антонович, Бут Віктор Степанович, Асніс Аркадій Юхимович, Галюк Василь Харитонович, Титаренко Володимир Іванович, Седов Юрій Дмитрович, Савич Ігор Маврикійович, Катунян Сергій Абрамович
МПК: B23P 6/00
Мітки: спосіб, трубопровода, ремонта
Формула / Реферат:
Способ ремонта трубопровода, находящегося под давлением, включающий зачистку и замер поврежденного участка, размещение на нем накладки, выполненной по крайней мере в виде двух корыт, сварку их между собой и приварку накладки к телу трубопровода, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения площади ремонтируемого участка со сквозным дефектом и повышения динамической прочности сварного соединения,...
Установка для виготовлення об’ємних елементів
Номер патенту: 794
Опубліковано: 15.12.1993
Автори: Єндржеєвський Євген Васильович, Костіков Володимир Сергійович
МПК: B28B 7/22
Мітки: установка, елементів, об'ємних, виготовлення
Формула / Реферат:
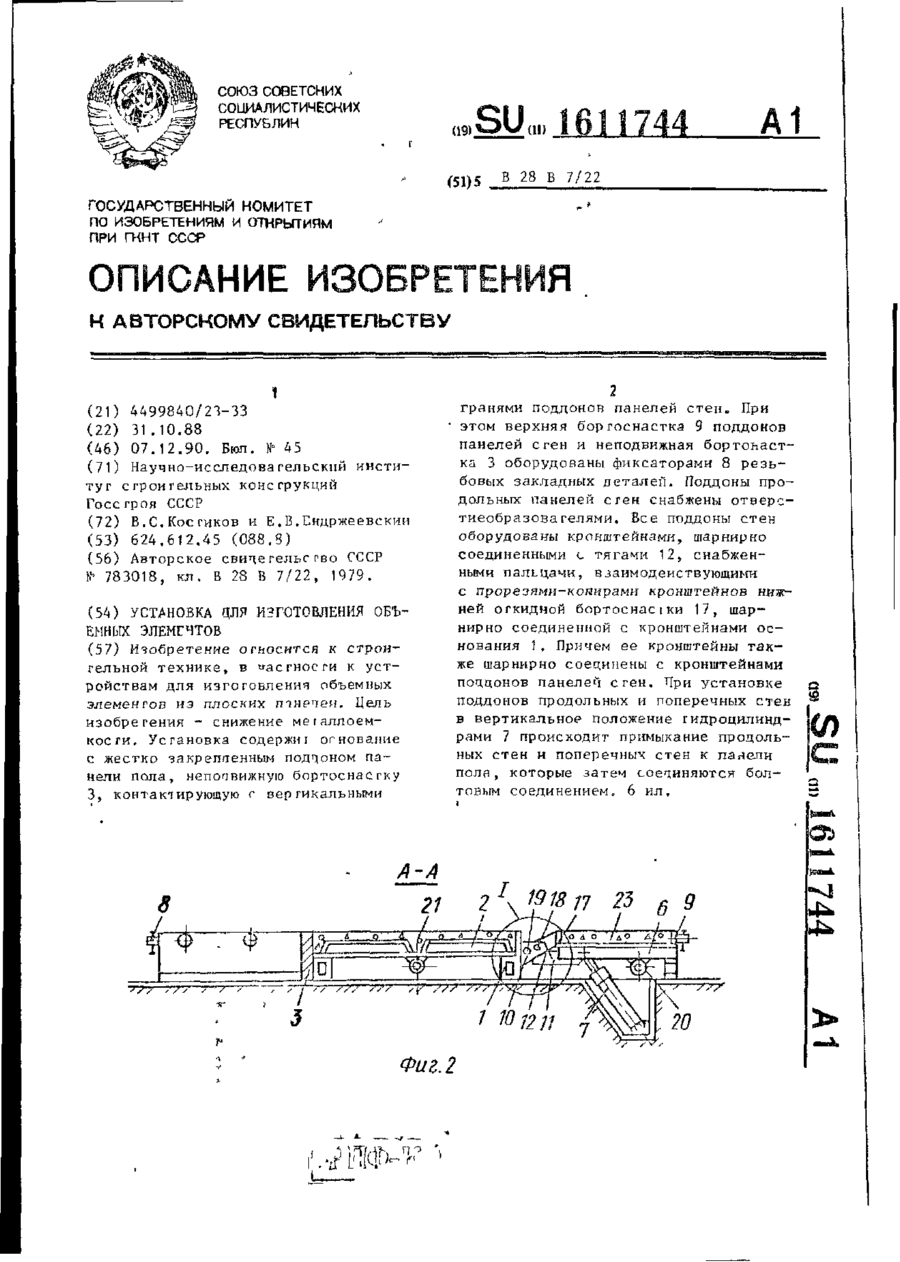
Установка для изготовления объемных элементов, содержащая основание, формы для изготовления панелей продольных и поперечных стен, состоящие из поддонов и бортоснастки, кронштейны, жестко закрепленные на основании и на поддонах форм и шарнирно связанные между собой вибраторы, закрепленные на формах, гидроцилиндры перевода форм из горизонтального в вертикальное положение, отличающаяся гем, что, с целью снижения металлоемкости установки, она...
Попередній патент: Спосіб приварки технологічних елементів до трубопроводу
Наступний патент: Засіб металізації оксидних матеріалів
Випадковий патент: Механізм вигрузки осаду з ротора центрифуги