Спосіб наплавлення виробів із важкозварювальних сталей
Номер патенту: 64348
Опубліковано: 10.11.2011
Автори: Кузнецов Валерій Дмитрович, Попович Павло Валерійович, Пащенко Валерій Миколайович
Формула / Реферат
Спосіб наплавлення деталей з важкозварювальних сталей, що включає проведення наплавлення електродами, розташованими один за одним, від двох незалежних джерел зварювального струму, причому першим плавким електродом утворюють зварювальний валик, який відрізняється тим, що супутній підігрів здійснюють неплавкими електродами, які розміщують в інтервалі температур 600-400 °С найменшої стійкості аустеніту.
Текст
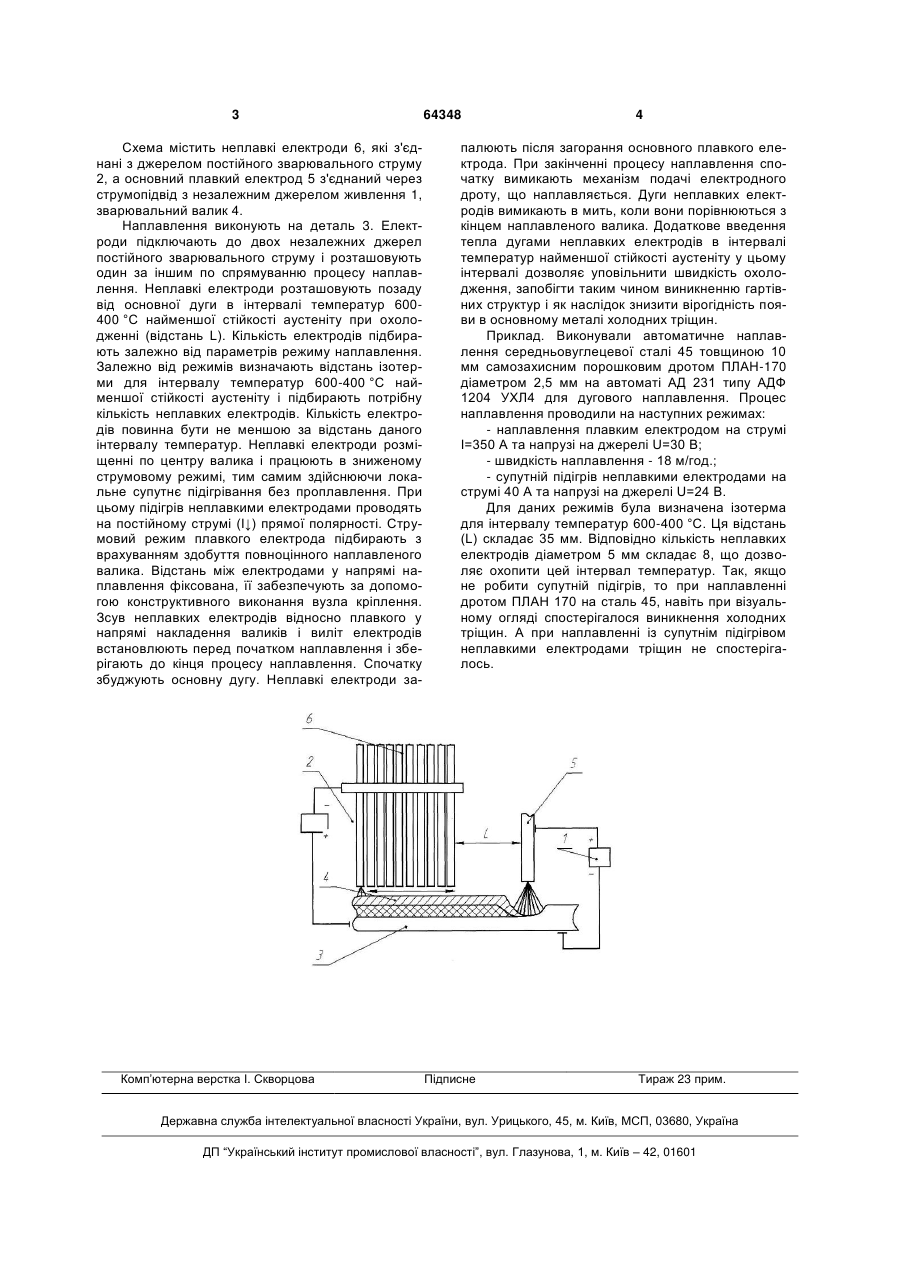
Спосіб наплавлення деталей з важкозварювальних сталей, що включає проведення наплавлення електродами, розташованими один за одним, від двох незалежних джерел зварювального струму, причому першим плавким електродом утворюють зварювальний валик, який відрізняється тим, що супутній підігрів здійснюють неплавкими електродами, які розміщують в інтервалі температур 600-400 °С найменшої стійкості аустеніту. (19) (21) u201102825 (22) 10.03.2011 (24) 10.11.2011 (46) 10.11.2011, Бюл.№ 21, 2011 р. (72) КУЗНЕЦОВ ВАЛЕРІЙ ДМИТРОВИЧ, ПАЩЕНКО ВАЛЕРІЙ МИКОЛАЙОВИЧ, ПОПОВИЧ ПАВЛО ВАСИЛЬОВИЧ (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" 3 Схема містить неплавкі електроди 6, які з'єднані з джерелом постійного зварювального струму 2, а основний плавкий електрод 5 з'єднаний через струмопідвід з незалежним джерелом живлення 1, зварювальний валик 4. Наплавлення виконують на деталь 3. Електроди підключають до двох незалежних джерел постійного зварювального струму і розташовують один за іншим по спрямуванню процесу наплавлення. Неплавкі електроди розташовують позаду від основної дуги в інтервалі температур 600400 °C найменшої стійкості аустеніту при охолодженні (відстань L). Кількість електродів підбирають залежно від параметрів режиму наплавлення. Залежно від режимів визначають відстань ізотерми для інтервалу температур 600-400 °C найменшої стійкості аустеніту і підбирають потрібну кількість неплавких електродів. Кількість електродів повинна бути не меншою за відстань даного інтервалу температур. Неплавкі електроди розміщенні по центру валика і працюють в зниженому струмовому режимі, тим самим здійснюючи локальне супутнє підігрівання без проплавлення. При цьому підігрів неплавкими електродами проводять на постійному струмі (І↓) прямої полярності. Струмовий режим плавкого електрода підбирають з врахуванням здобуття повноцінного наплавленого валика. Відстань між електродами у напрямі наплавлення фіксована, її забезпечують за допомогою конструктивного виконання вузла кріплення. Зсув неплавких електродів відносно плавкого у напрямі накладення валиків і виліт електродів встановлюють перед початком наплавлення і зберігають до кінця процесу наплавлення. Спочатку збуджують основну дугу. Неплавкі електроди за Комп’ютерна верстка І. Скворцова 64348 4 палюють після загорання основного плавкого електрода. При закінченні процесу наплавлення спочатку вимикають механізм подачі електродного дроту, що наплавляється. Дуги неплавких електродів вимикають в мить, коли вони порівнюються з кінцем наплавленого валика. Додаткове введення тепла дугами неплавких електродів в інтервалі температур найменшої стійкості аустеніту у цьому інтервалі дозволяє уповільнити швидкість охолодження, запобігти таким чином виникненню гартівних структур і як наслідок знизити вірогідність появи в основному металі холодних тріщин. Приклад. Виконували автоматичне наплавлення середньовуглецевої сталі 45 товщиною 10 мм самозахисним порошковим дротом ПЛАН-170 діаметром 2,5 мм на автоматі АД 231 типу АДФ 1204 УХЛ4 для дугового наплавлення. Процес наплавлення проводили на наступних режимах: - наплавлення плавким електродом на струмі І=350 А та напрузі на джерелі U=30 В; - швидкість наплавлення - 18 м/год.; - супутній підігрів неплавкими електродами на струмі 40 А та напрузі на джерелі U=24 В. Для даних режимів була визначена ізотерма для інтервалу температур 600-400 °C. Ця відстань (L) складає 35 мм. Відповідно кількість неплавких електродів діаметром 5 мм складає 8, що дозволяє охопити цей інтервал температур. Так, якщо не робити супутній підігрів, то при наплавленні дротом ПЛАН 170 на сталь 45, навіть при візуальному огляді спостерігалося виникнення холодних тріщин. А при наплавленні із супутнім підігрівом неплавкими електродами тріщин не спостерігалось. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surfacing parts of difficult-to-weld steels
Автори англійськоюKuznetsov Valerii Dmytrovych, Paschenko Valerii Mykolaiovych, Popovych Pavlo Vasyliovych
Назва патенту російськоюСпособ наплавки деталей из трудносвариваемых сталей
Автори російськоюКузнецов Валерий Дмитриевич, Пащенко Валерий Николаевич, Попович Павел Васильевич
МПК / Мітки
МПК: B23K 9/18
Мітки: спосіб, сталей, важкозварювальних, наплавлення, виробів
Код посилання
<a href="https://ua.patents.su/2-64348-sposib-naplavlennya-virobiv-iz-vazhkozvaryuvalnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення виробів із важкозварювальних сталей</a>
Спосіб наплавлення деталей із важкозварювальних сталей

Номер патенту: 64347
Опубліковано: 10.11.2011
Автори: Попович Павло Валерійович, Пащенко Валерій Миколайович, Кузнецов Валерій Дмитрович
МПК: B23K 9/16
Мітки: спосіб, наплавлення, сталей, важкозварювальних, деталей
Формула / Реферат:
Спосіб наплавлення деталей із важкозварювальних сталей, що включає формування валика плавким електродом з термоциклюванням, який відрізняється тим, що термоциклювання здійснюють періодичним переміщенням додаткових дуг між неплавкими електродами за допомогою електромагнітів.
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 55909
Опубліковано: 27.12.2010
Автори: Шаповалова Олеся Василівна, Осадчук Андрій Юрійович, Савуляк Валерій Іванович, Шенфельд Валерій Йосипович
МПК: B23K 9/04
Мітки: спосіб, поверхню, електродугового, металевих, виробів, наплавлення
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що разом з вуглевмісним матеріалом на поверхню, що наплавляють, наносять тонкий дріт з легувального матеріалу.
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей
Номер патенту: 79844
Опубліковано: 25.07.2007
Автор: Фастовець Павло Миколайович
МПК: B22D 19/00, B23K 9/04
Мітки: вуглецевих, електродом, спосіб, наплавлення, деталей, сталей, плавким
Формула / Реферат:
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7 %, а нижня – 0,5 %.
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 52752
Опубліковано: 10.09.2010
Автори: Шенфельд Валерій Йосипович, Савуляк Валерій Іванович, Осадчук Андрій Юрійович
МПК: B23K 9/04
Мітки: виробів, електродугового, наплавлення, металевих, спосіб, поверхню
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, нитки, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що вуглевмісний матеріал наносять за наперед заданим законом, наприклад, по гвинтовій лінії або у вигляді сітки.
Спосіб наплавлення деталей із вуглецевих сталей
Номер патенту: 57352
Опубліковано: 16.06.2003
Автори: Тивончук Петро Опанасович, Фастовець Павло Миколайович
МПК: B23K 9/04
Мітки: деталей, сталей, вуглецевих, наплавлення, спосіб
Формула / Реферат:
1. Спосіб наплавлення деталей із вуглецевих сталей, при якому спрацьовані циліндричні поверхні деталей наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траекторії із частковим переплавленням суміжних валиків, причому зварювальну ванну захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи потік кисню під гострим кутом до електрода, який відрізняється тим, що потік кисню спрямовують у хвостову...
Попередній патент: Спосіб наплавлення деталей із важкозварювальних сталей
Наступний патент: Пристрій вакуумно-імпульсної дії на привибійну зону пласта свердловини
Випадковий патент: Кришка для ємності для упаковки двох компонентів