Пристрій для виготовлення металевої штаби за допомогою безперервного лиття
Номер патенту: 92796
Опубліковано: 10.12.2010
Автори: Мерц Юрген, Зайдель Юрген, Кіппінг Маттіас, Зудау Петер
Формула / Реферат
1. Пристрій для виготовлення металевої штаби (1) за допомогою безперервного лиття, який містить розливну машину (2), в якій відливається плоска заготовка (3), при цьому в напрямку (F) транспортування заготовки (3) після розливної машини (2) розташований щонайменше один фрезерний верстат (4), в якому фрезерується щонайменше одна поверхня плоскої заготовки (3), переважно дві протилежні поверхні, при цьому на фрезерному верстаті (4) або в ньому передбачені засоби (5) для охолоджування фрези (6), який відрізняється тим, що безпосередньо поблизу фрези (6) розташований уловлювальний пристрій (11) для охолоджуючого середовища, при цьому уловлювальний пристрій (11) має кожух (13), що частково закриває фрезу (6).
2. Пристрій за п. 1, який відрізняється тим, що засоби (5) для охолоджування фрези (6) виконані у вигляді форсунок (7) для нанесення охолоджуючого середовища на зону різальних граней (8) фрези (6).
3. Пристрій за п. 2, який відрізняється тим, що засоби (5) для охолоджування проходять по всій ширині фрези (6).
4. Пристрій за п. 2 або п. 3, який відрізняється тим, що форсунки (7) розташовані так, що вони наносять охолоджуюче середовище на віддалене від заготовки (3) місце фрези (6).
5. Пристрій за будь-яким із пп. 1-3, який відрізняється тим, що фреза (6) має всередині щонайменше один подавальний отвір (9, 10) для охолоджуючого середовища, який веде до зони різальних граней (8).
6. Пристрій за п. 5, який відрізняється тим, що фреза (6) має всередині декілька подавальних отворів (9, 10) для охолоджуючого середовища, які ведуть до зони різальних граней (8).
7. Пристрій за п. 6, який відрізняється тим, що фреза (6) має концентричний подавальний отвір (9), від якого щонайменше один інший подавальний отвір (10) веде до зони різальних граней (8).
8. Пристрій за будь-яким із пп. 1-7, який відрізняється тим, що уловлювальний пристрій (11) має колекторну ванну (12) для охолоджуючого середовища.
9. Пристрій за будь-яким із пп. 1-8, який відрізняється тим, що кожух (13) виконаний у вигляді півкола при розгляданні в напрямку осі обертання фрези.
10. Пристрій за будь-яким із пп. 1-9, який відрізняється тим, що при розгляданні в напрямку (F) транспортування в передній і/або задній кінцевій зоні кожуха (13) знаходиться колекторна ванна (12).
11. Пристрій за будь-яким із пп. 1-10, який відрізняється тим, що містить засоби (16) для спрямування охолоджуючого середовища в замкненій системі.
12. Пристрій за п. 11, який відрізняється тим, що він виконаний з можливістю інтегрованого спрямовування охолоджуючого середовища в циркуляцію системи охолоджування всієї установки.
13. Пристрій за будь-яким із пп. 1-12, який відрізняється тим, що охолоджуюче середовище є водою.
14. Пристрій за будь-яким із пп. 1-12, який відрізняється тим, що охолоджуюче середовище є водно-мастильною емульсією.
15. Пристрій за будь-яким із пп. 1-12, який відрізняється тим, що охолоджуюче середовище є повітрям.
16. Пристрій за будь-яким із пп. 1-12, який відрізняється тим, що охолоджуюче середовище є розпилюваним туманом.
17. Пристрій за будь-яким із пп. 1-12, який відрізняється тим, що охолоджуюче середовище є водяною парою.
18. Пристрій за будь-яким із пп. 1-17, який відрізняється тим, що передбачені як засоби для охолоджування фрези (6) зовні, так і засоби для охолоджування фрези зсередини.
19. Пристрій за будь-яким із пп. 1-18, який відрізняється тим, що в напрямку (F) транспортування безпосередньо перед фрезерним верстатом розташовані засоби (17) для вирівнювання розподілу температури по товщині заготовки, які одночасно виконані для очищення поверхні заготовки.
20. Пристрій за п. 19, який відрізняється тим, що засоби (17) для вирівнювання розподілу температури по товщині заготовки є форсунками для нанесення текучого середовища на заготовку (3).
21. Пристрій за будь-яким із пп. 1-20, який відрізняється тим, що засоби (5, 7) для охолоджування фрези (6) виконані з можливістю охолоджування поверхні заготовки перед процесом фрезерування.
22. Пристрій за будь-яким із пп. 1-21, який відрізняється тим, що засоби (5) для охолоджування фрези (6) виконані з можливістю нанесення різної кількості охолоджуючого засобу на верхню сторону і на нижню сторону заготовки (3).
23. Пристрій за будь-яким із пп. 1-22, який відрізняється тим, що для обробки верхньої сторони і нижньої сторони заготовки (3) передбачена відповідна фреза (6).
24. Пристрій за п. 23, який відрізняється тим, що кожна з фрез (6) взаємодіє з розташованим на іншій стороні заготовки (3) опорним роликом (18).
25. Пристрій за будь-яким із пп. 1-24, який відрізняється тим, додатково передбачена прокатна кліть (23, 24), при цьому між фрезерним верстатом (4) і прокатною кліттю (23, 24) розташований пристрій (29) для гідрозбивання окалини.
26. Пристрій за п. 25, який відрізняється тим, що пристрій (29) для гідрозбивання окалини виконаний однорядним.
Текст
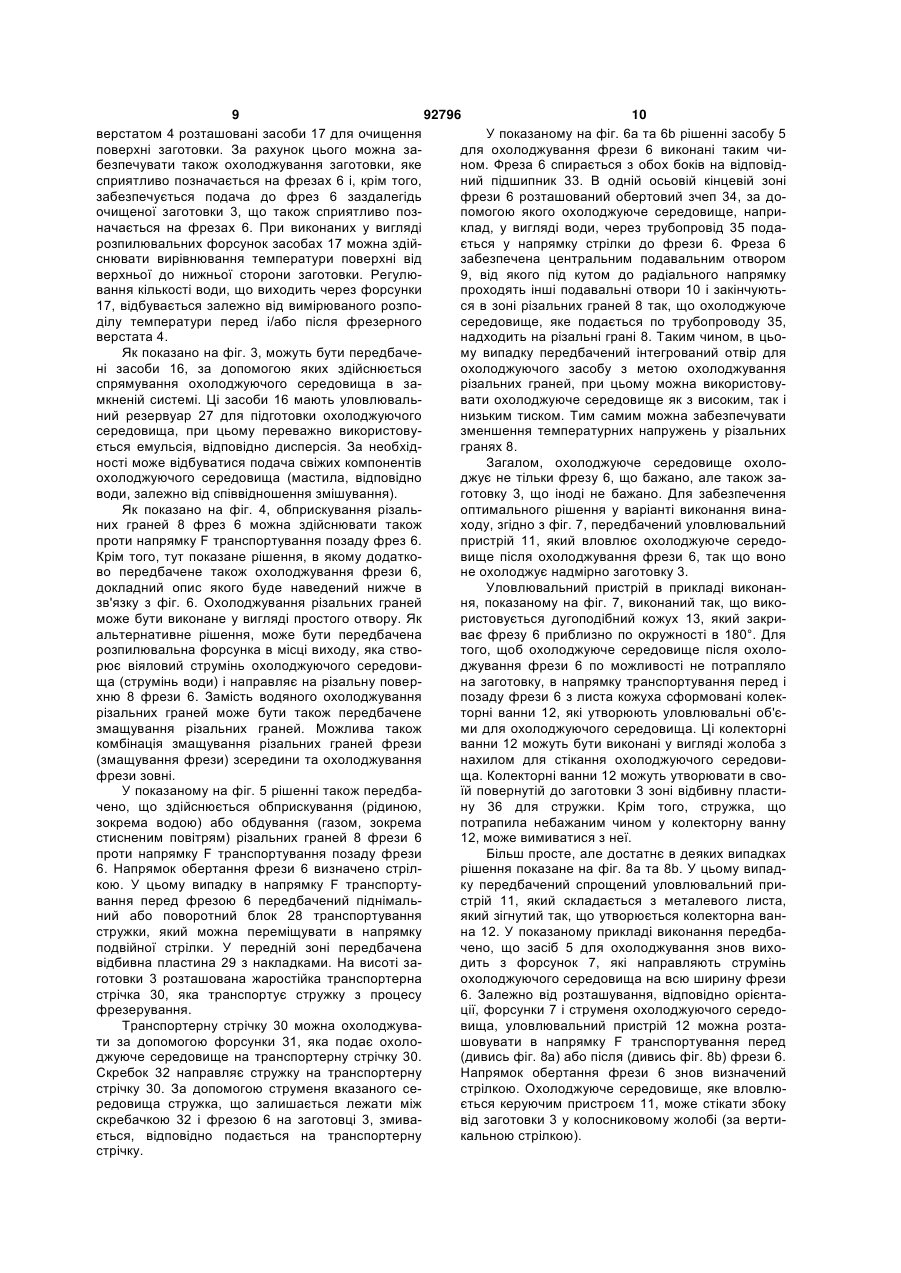
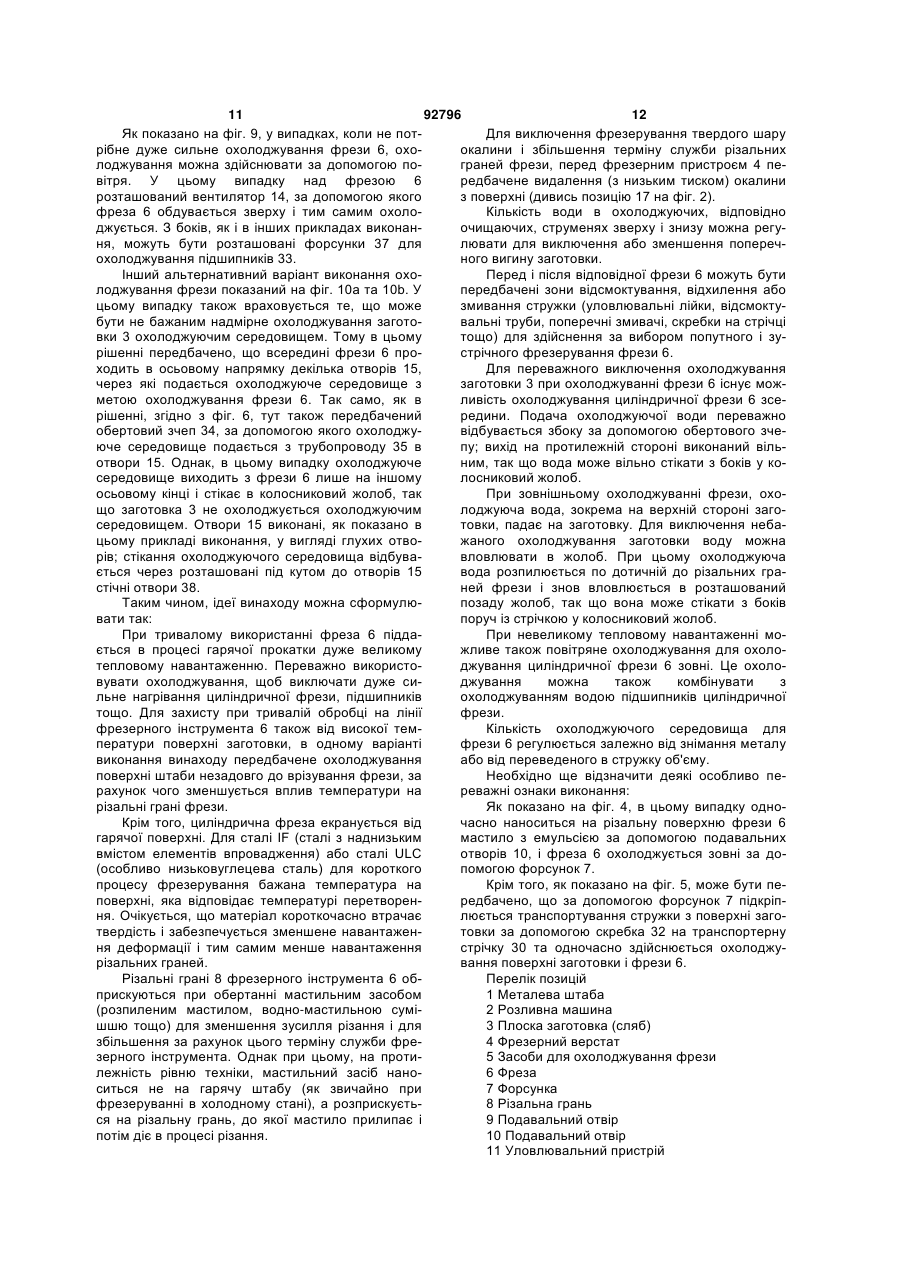
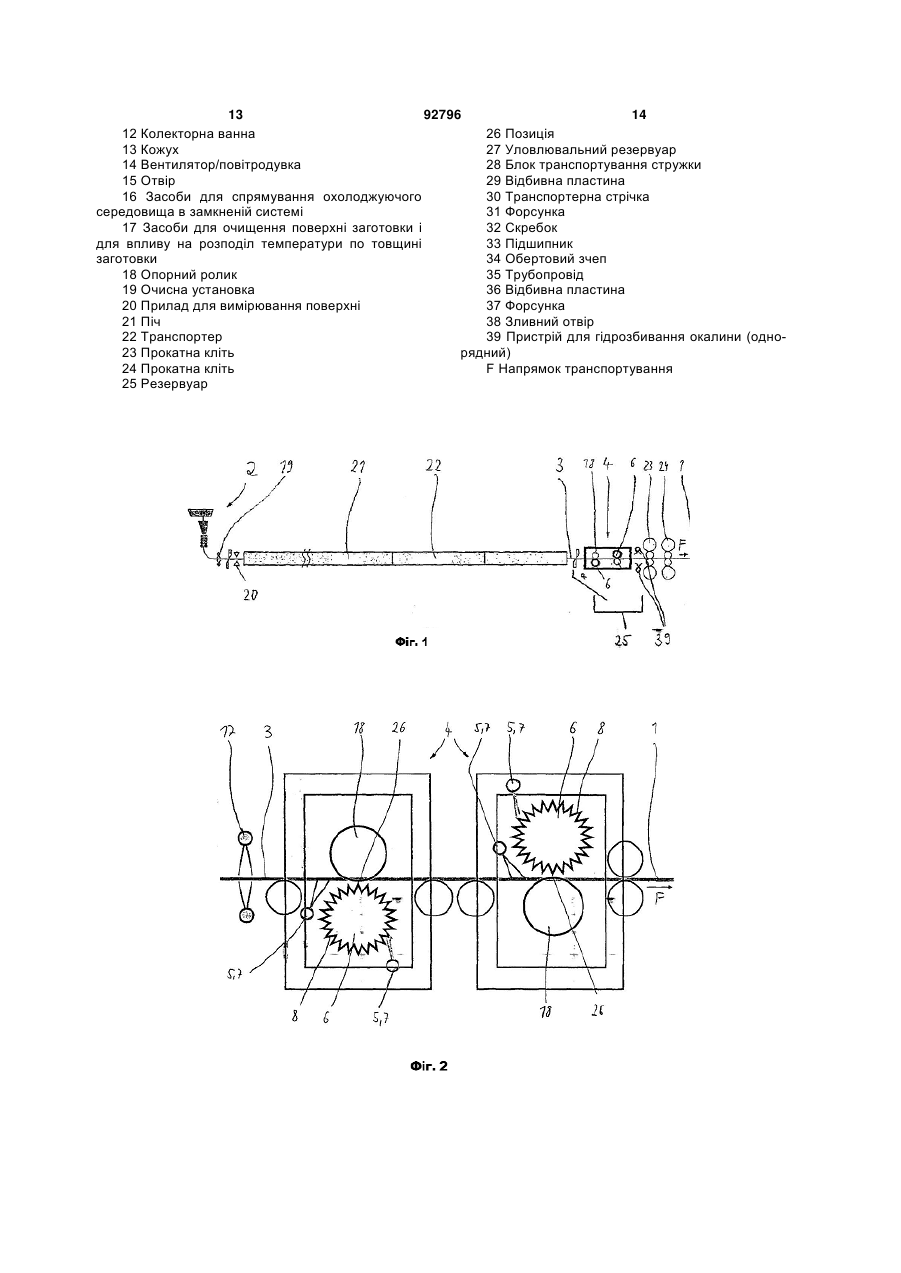
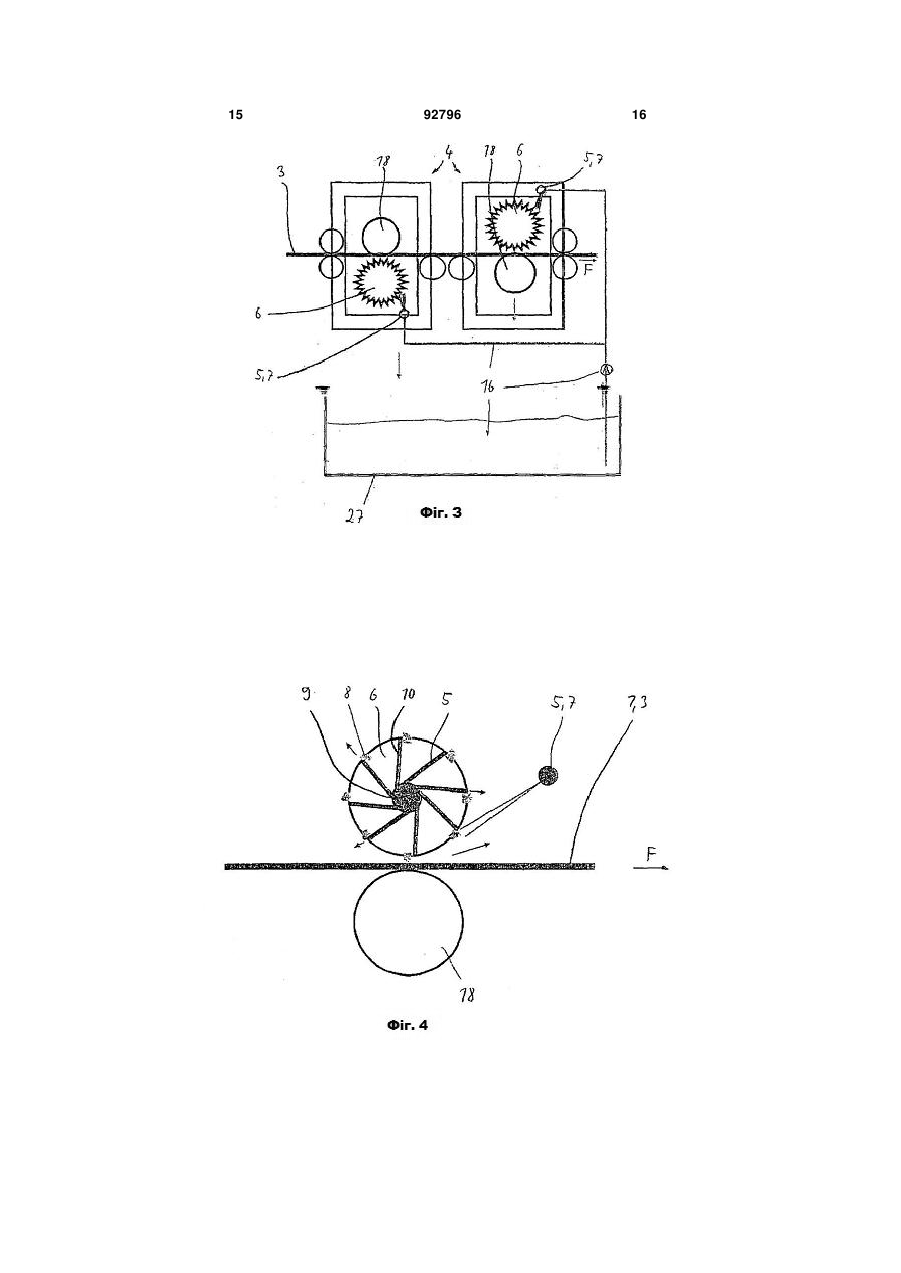
1. Пристрій для виготовлення металевої штаби (1) за допомогою безперервного лиття, який містить розливну машину (2), в якій відливається плоска заготовка (3), при цьому в напрямку (F) транспортування заготовки (3) після розливної машини (2) розташований щонайменше один фрезерний верстат (4), в якому фрезерується щонайменше одна поверхня плоскої заготовки (3), переважно дві протилежні поверхні, при цьому на фрезерному верстаті (4) або в ньому передбачені засоби (5) для охолоджування фрези (6), який відрізняється тим, що безпосередньо поблизу фрези (6) розташований уловлювальний пристрій (11) для охолоджуючого середовища, при цьому уловлювальний пристрій (11) має кожух (13), що частково закриває фрезу (6). 2. Пристрій за п. 1, який відрізняється тим, що засоби (5) для охолоджування фрези (6) виконані у вигляді форсунок (7) для нанесення охолоджуючого середовища на зону різальних граней (8) фрези (6). 3. Пристрій за п. 2, який відрізняється тим, що засоби (5) для охолоджування проходять по всій ширині фрези (6). 4. Пристрій за п. 2 або п. 3, який відрізняється тим, що форсунки (7) розташовані так, що вони 2 (19) 1 3 92796 4 16. Пристрій за будь-яким із пп. 1-12, який відрізповерхні заготовки перед процесом фрезеруванняється тим, що охолоджуюче середовище є розня. 22. Пристрій за будь-яким із пп. 1-21, який відрізпилюваним туманом. 17. Пристрій за будь-яким із пп. 1-12, який відрізняється тим, що засоби (5) для охолоджування няється тим, що охолоджуюче середовище є вофрези (6) виконані з можливістю нанесення різної дяною парою. кількості охолоджуючого засобу на верхню сторо18. Пристрій за будь-яким із пп. 1-17, який відрізну і на нижню сторону заготовки (3). няється тим, що передбачені як засоби для охо23. Пристрій за будь-яким із пп. 1-22, який відрізняється тим, що для обробки верхньої сторони і лоджування фрези (6) зовні, так і засоби для охолоджування фрези зсередини. нижньої сторони заготовки (3) передбачена відпо19. Пристрій за будь-яким із пп. 1-18, який відрізвідна фреза (6). няється тим, що в напрямку (F) транспортування 24. Пристрій за п. 23, який відрізняється тим, що безпосередньо перед фрезерним верстатом розкожна з фрез (6) взаємодіє з розташованим на ташовані засоби (17) для вирівнювання розподілу іншій стороні заготовки (3) опорним роликом (18). 25. Пристрій за будь-яким із пп. 1-24, який відрізтемператури по товщині заготовки, які одночасно няється тим, додатково передбачена прокатна виконані для очищення поверхні заготовки. 20. Пристрій за п. 19, який відрізняється тим, що кліть (23, 24), при цьому між фрезерним верстатом засоби (17) для вирівнювання розподілу темпера(4) і прокатною кліттю (23, 24) розташований притури по товщині заготовки є форсунками для настрій (29) для гідрозбивання окалини. 26. Пристрій за п. 25, який відрізняється тим, що несення текучого середовища на заготовку (3). 21. Пристрій за будь-яким із пп. 1-20, який відрізпристрій (29) для гідрозбивання окалини виконаняється тим, що засоби (5, 7) для охолоджування ний однорядним. фрези (6) виконані з можливістю охолоджування Винахід стосується пристрою для виготовлення металевої штаби за допомогою безперервного лиття, який містить розливну машину, в якій відливається плоска заготовка, при цьому в напрямку транспортування заготовки після розливної машини розташований щонайменше один фрезерний верстат, в якому фрезерується щонайменше одна поверхня плоскої заготовки, переважно дві протилежні поверхні, і при цьому на фрезерному верстаті або в ньому передбачені засоби для охолоджування фрези. При безперервному відливанні плоских заготовок в установці безперервного лиття можуть виникати дефекти поверхні, такі як, наприклад, відбитки зворотнопоступального руху, дефекти, спричинені порошкоподібним флюсом, або поверхневі тріщини, що проходять вздовж або упоперек. Вони виникають у розливних машинах для звичайних і тонких слябів. Тому залежно від мети застосування готової штаби звичайні плоскі заготовки частково піддають вогневому зачищенню. Деякі плоскі заготовки за бажанням замовника піддають повністю вогневому зачищенню. При цьому вимоги до якості поверхні в установках для відливання тонких плоских заготовок постійно підвищуються. Для обробки поверхні можна використовувати вогневе зачищення, шліфування і фрезерування. Вогневе зачищення має той недолік, що матеріал, який знімається внаслідок високого вмісту кисню, не може знов плавитися без підготовки. При шліфуванні металеві частинки змішуються з пилом шліфувальних кругів, так що необхідно видаляти продукти стирання. Обидва способи важко узгоджувати із заданою швидкістю транспортування. Тому потрібна обробка поверхні за допомогою фрезерування. При цьому гарячу фрезерну стружку можна збирати, пакетувати і без підготовки знов розплавляти, вводячи її тим самим знов у вироб ничий процес. Крім того, швидкість обертання фрези можна легко узгоджувати зі швидкістю транспортування (швидкістю лиття, швидкістю введення в чистовий стан). Тому в пристрої, згідно з винаходом, вказаного на початку виду застосовується фрезерування. Пристрій вказаного на початку виду розкритий в ЕР-А-0 881 017. Вказано, що здійснюється водяне охолоджування фрез для витримування високих температур підлягаючої фрезеруванню заготовки, що відливається. Однак, там не містяться інші вказівки і спеціальні дані про виконання охолоджування фрез. Інші рішення описані в US 2003/223831, US-А 5 073 694 та US-Л З 702 629. Інший пристрій аналогічного виду з фрезерним верстатом, який розташований після установки безперервного лиття, відомий з СН 584 085 та з DE 199 50 886 А1. Інший аналогічний пристрій розкритий також в DE 71 11 221 U1. У цьому документі вказана обробка алюмінієвих штаб з використанням ливарного тепла, при якій верстат з'єднаний з ливарною установкою. У ЕР 1 093 866 А2 вже запропонована обробка на лінії поверхні тонкого сляба (за допомогою вогневого зачищення, фрезерування тощо) незадовго до прокатного стану на верхній і нижній стороні або ж лише на одній стороні. Інше виконання верстата для фрезерування поверхні показане в DE 197 17 200 А1. Тут наводиться опис можливості зміни контуру фрези фрезерного пристрою, який розташований після установки безперервного лиття або перед прокатним станом. Інше розташування на лінії фрезерного верстата у звичайному стані гарячої прокатки штаби для обробки чорнової штаби і його виконання пропонується в ЕР 0 790 093 В1, ЕР 1213 076 Віта ЕР 1213 077 В1. 5 92796 6 При обробці поверхні тонких слябів в так звафрези розташований уловлювальний пристрій для ній установці CSP необхідно на обробляючій лінії охолоджуючого середовища. Він може мати колеквидаляти залежно від дефектів поверхні, що виявторну ванну для охолоджуючого середовища. ляються з однією або обох сторін, приблизно 0,1Уловлювальний пристрій має, як вказувалося ви3,5 мм гарячої поверхні заготовки. Для не дуже ще, кожух, що закриває з одного боку фрезу. При сильного зменшення виходу прокату рекомендуцьому кожух може бути виконаний, при розгляданється застосовувати тонкі сляби (Н=60-120 мм) з, ні в напрямку осі обертання фрези, у вигляді півпо можливості, більшою товщиною. кола. Крім того, в одній модифікації передбачено, Обробка поверхні і пристрої, які належать до що при розгляданні в напрямку транспортування в цього, не обмежуються тонкими слябами і їх можпередній і/або задній кінцевій зоні кожуха знахона використовувати на лінії також після звичайних диться колекторна ванна. установок для лиття товстих слябів, а також плосВ іншому альтернативному варіанті виконання ких заготовок, що відливаються з товщиною від винаходу передбачено, що засоби для охолоджубільше 120 мм до 300 мм. вання фрези виконані у вигляді вентилятора, відРозташований на лінії фрезерний верстат виповідно повітродувки. користовується, як правило, не для всіх виробів Для забезпечення можливості використання програми прокату, а лише тих, до яких пред'являрідкого охолоджуючого середовища, але із запобіються високі вимоги відносно якості поверхні. Це є ганням охолоджуванню заготовки, в іншому альтепереважним з причин забезпечення виходу прокарнативному або додатковому варіанті виконання ту і знижує знос фрезерного верстата і тому є допередбачено, що засоби для охолоджування фрецільним. зи виконані у вигляді отворів, через які охолоджуВстановлено, що час служби фрези або фрез, юче середовище спрямовується всередині фрези. за допомогою яких здійснюється фрезерування Засоби для спрямування рідкого охолоджуюповерхні заготовки на фрезерному верстаті, тобто чого середовища переважно знаходяться у затривалість використання фрези або фрез, не завмкненій системі. При цьому особливо переважно жди є задовільним. Це пов'язано з відносно висопередбачено, що охолоджуюче середовище інтегким навантаженням матеріалу, яке повинен вироване в циркуляцію охолоджуючого середовища тримувати різальний матеріал при обробці гарячої всієї установки. заготовки. Охолоджуюче середовище може бути водою, Тому в основу даного винаходу поставлена водно-мастильною емульсією, розпилюваним тузадача такого поліпшення пристрою для виготовманом або водяною парою. лення металевої штаби за допомогою безперервУ напрямку транспортування безпосередньо ного лиття з використанням фрезерного верстата, перед фрезерним верстатом можуть бути розтащоб зменшити вказані недоліки. Таким чином, пошовані засоби для вирівнювання розподілу темпевинен бути створений пристрій, за допомогою якоратури по товщині заготовки і/або для очищення го захищається фрезерний інструмент або фрезеповерхні заготовки. Цими засобами можуть бути рні інструменти також при тривалому часі форсунки для нанесення текучого середовища на застосування та обробці гарячої заготовки, так що заготовку. досягаються більш тривалі терміни служби. У більшості випадків для обробки верхньої Рішення цієї задачі за допомогою винаходу сторони і нижньої сторони заготовки передбачена характеризується тим, що поблизу фрези розтавідповідна фреза. Кожна з фрез може взаємодіяти шований уловлювальний пристрій для охолоджуз розташованим на іншій стороні заготовки опорючого середовища, при цьому уловлювальний ним роликом. У напрямку транспортування за пристрій має кожух, що частково закриває фрезу. фрезерним верстатом у більшості випадків розтаДля цього можуть бути передбачені різні варішований прокатний стан. анти виконання: Згідно з однією модифікацією, передбачені як Засоби для охолоджування фрези можуть бузасоби для охолоджування фрези зовні, так і зати виконані у вигляді форсунок, за допомогою яких соби для охолоджування фрези зсередини. охолоджуюче середовище можна наносити переПереважно передбачено, що засоби для оховажно по всій ширині на зону різальних граней лоджування фрези виконані з можливістю охолофрези. При цьому форсунки можуть бути розтаджування поверхні заготовки незадовго до процешовані так, що вони наносять охолоджуюче сересу фрезерування. довище на віддалене від заготовки місце. Тим саЗасоби для охолоджування фрези можуть бумим запобігають дуже сильному охолоджуванню ти виконані так, що на верхню сторону і на нижню заготовки. Охолоджуюче середовище знов вловсторону можна подавати різні кількості охолоджулюється в уловлювальний пристрій. ючого засобу. Як альтернативне рішення або додатково, Для обробки верхньої сторони і нижньої стофреза може мати всередині щонайменше один рони заготовки може бути передбачена відповідна отвір для подачі охолоджуючого середовища, який фреза. веде до зони різальних граней. При цьому вона Між фрезерним верстатом і прокатною кліттю може мати концентричний подавальний отвір, від може бути розташований пристрій для гідрозбиякого щонайменше один інший подавальний отвір вання окалини. При цьому в переважному варіанті веде до зони різальних граней. виконання передбачено, що пристрій для гідрозДля можливо меншого охолоджування заготобивання окалини виконаний в один ряд. вки охолоджуючим середовищем, що часто є не Спосіб виготовлення металевої штаби за добажаним, може бути передбачено, що поблизу помогою безперервного лиття за допомогою при 7 92796 8 строю вказаного вище виду характеризується тим, вним відносно фіг. 7 варіантом виконання винахощо перед і/або після фрезерного верстата виміду, на вигляді збоку; рюють температуру заготовки на верхній і/або ниФіг. 8b - варіант виконання фрези, згідно з фіг. жній стороні заготовки, при цьому за допомогою 8а; включеної у керування верстатом моделі процесу Фіг. 9 - фреза з повітряним охолоджуванням і визначають залежно від виміряної температури водяним охолоджуванням підшипників на вигляді кількість охолоджуючого засобу, яким охолоджуспереду; і ється заготовка. Фіг. 10а, 10b - розріз охолоджуваної фрези, При цьому, згідно з однією модифікацією, охозгідно з іншим варіантом виконання винаходу, на лоджування заготовки можна здійснювати на її вигляді збоку і на вигляді спереду відповідно. верхній і нижній сторонах. На фіг. 1 показаний пристрій для виготовлення В альтернативному варіанті виконання цього металевої штаби 1 за допомогою безперервного способу передбачено, що заготовку охолоджують, лиття. Металева штаба 1, відповідно плоска загоі кількість охолоджуючого засобу для охолоджутовка 3, відливається безперервно відомим чином вання заготовки визначають за допомогою вклюв розливній машині 2. Плоска заготовка З переваченої у керування верстатом моделі процесу, при жно є тонким слябом. Безпосередньо після розлицьому модель процесу задає кількість охолоджуювної машини 2 заготовка З піддається очищенню в чого засобу залежно від об'єму металу, що знімаочисній установці 19. Після цього здійснюється ється з заготовки. інспекція поверхні за допомогою приладу 20 виміПри цьому визначення кількості охолоджуючорювання поверхні. Потім заготовка 3 надходить в го засобу здійснюють додатково з урахуванням піч 21, так що вона може утримуватися при бажашвидкості транспортування заготовки і/або з ураній температурі обробки. До печі 21 примикає трахуванням температури поверхні заготовки, і/або з нспортер 22. урахуванням виду матеріалу заготовки. Після печі 21, відповідно транспортера 22, заЗа допомогою рішення, що пропонується, моготовка 3 надходить у фрезерний верстат 4. В жна значно зменшувати теплове навантаження на ньому розташовані у цьому випадку на деякій відсфрезерний інструмент. Крім того, можна забезпетані одна від одної в напрямку F транспортування чувати значно більш тривалий термін служби, ніж дві фрези 6, за допомогою яких можна фрезерувау звичайних фрезерних верстатах для вказаної ти нижню, відповідно верхню, поверхню заготовки мети застосування. Навіть при більш тривалому 3. Відповідна протилежна поверхня заготовки 3, використанні, фрезерний інструмент у процесі гатобто її верхня сторона, або відповідно нижня сторячої прокатки захищається від високої темперарона, спирається на опорні ролики 18. тури поверхні заготовки, що приводить до вказаної За фрезерним верстатом 4 розташований вище переваги. До цього часу такі терміни служби пристрій 39 для зняття окалини, у цьому випадку були недосяжні, оскільки при фрезеруванні виковідповідний однорядний пристрій для гідрозбиванристовувалася мастильна емульсія, відповідно ня окалини зверху і знизу заготовки, і прокатний мастило. стан, з якого зображені прокатні кліті 23 та 24. На кресленнях показані приклади виконання Під фрезерним верстатом 4 знаходиться ревинаходу, а саме: зервуар 25, в який вловлюється матеріал, що Фіг. 1 - пристрій для виготовлення металевої фрезерується. штаби за допомогою безперервного литгя, в якому Як показано на фіг. 2, у фрезерному верстаті 4 використовується фрезерний верстат, на вигляді передбачені засоби 5 для охолоджування фрез 6. збоку; В даному випадку ці засоби 5 виконані у вигляді Фіг. 2 - частина пристрою, згідно з фіг. 1, із зорозпилювальних форсунок 7, за допомогою яких браженням фрезерного верстата, у збільшеному придатне охолоджуюче середовище (рідке або масштабі; газоподібне) можна наносити по ширині заготовки Фіг. 3 - система, згідно з фіг. 2, з пристроєм 3. Тим самим можна безпосередньо або опосередля спрямування охолоджуючого середовища в дковано здійснювати охолоджування фрез 6, а замкненій системі; саме їх різальних граней 8, які показані на фіг. 2 Фіг. 4 - фреза разом з опорним роликом, згідно лише схематично. з альтернативним варіантом виконання винаходу, Можна бачити, що розпилювальні форсунки 7 на вигляді збоку; можуть бути розташовані так, що обприскуються Фіг. 5 - фреза разом з опорним роликом і прибезпосередньо різальні грані 8 фрез 6. Однак, як строєм для транспортування стружки, згідно з інбуде показано нижче, може бути передбачено, що шим альтернативним варіантом виконання винананесення охолоджуючого середовища здійснюходу, на вигляді збоку; ється на заготовку 3, так що відбувається опосеФіг. 6а, 6b - розріз охолоджуваної фрези, згідредковане охолоджування фрез 6. На фіг. 2 покано з іншим варіантом виконання винаходу, на визані обидві можливості. У названому останньому гляді збоку і на вигляді спереду відповідно; випадку поверхню штаби охолоджують безпосеФіг. 7 - фреза для верхньої сторони заготовки редньо перед фрезою 6. разом з опорним роликом та уловлювальним приЯк показано на фіг. 2 за допомогою позиції 26, строєм для охолоджуючого середовища, на виопорний ролик 18 розташований трохи вище, відгляді збоку; повідно нижче, лінії зіткнення для забезпечення Фіг. 8 - фреза з уловлювальним пристроєм для притиснення до опорного ролика. охолоджуючого середовища, згідно з альтернатиКрім того, в рішенні, показаному на фіг. 2, передбачено, що безпосередньо перед фрезерним 9 92796 10 верстатом 4 розташовані засоби 17 для очищення У показаному на фіг. 6а та 6b рішенні засобу 5 поверхні заготовки. За рахунок цього можна задля охолоджування фрези 6 виконані таким чибезпечувати також охолоджування заготовки, яке ном. Фреза 6 спирається з обох боків на відповідсприятливо позначається на фрезах 6 і, крім того, ний підшипник 33. В одній осьовій кінцевій зоні забезпечується подача до фрез 6 заздалегідь фрези 6 розташований обертовий зчеп 34, за доочищеної заготовки 3, що також сприятливо позпомогою якого охолоджуюче середовище, наприначається на фрезах 6. При виконаних у вигляді клад, у вигляді води, через трубопровід 35 подарозпилювальних форсунок засобах 17 можна здійється у напрямку стрілки до фрези 6. Фреза 6 снювати вирівнювання температури поверхні від забезпечена центральним подавальним отвором верхньої до нижньої сторони заготовки. Регулю9, від якого під кутом до радіального напрямку вання кількості води, що виходить через форсунки проходять інші подавальні отвори 10 і закінчують17, відбувається залежно від вимірюваного розпося в зоні різальних граней 8 так, що охолоджуюче ділу температури перед і/або після фрезерного середовище, яке подається по трубопроводу 35, верстата 4. надходить на різальні грані 8. Таким чином, в цьоЯк показано на фіг. 3, можуть бути передбачему випадку передбачений інтегрований отвір для ні засоби 16, за допомогою яких здійснюється охолоджуючого засобу з метою охолоджування спрямування охолоджуючого середовища в зарізальних граней, при цьому можна використовумкненій системі. Ці засоби 16 мають уловлювальвати охолоджуюче середовище як з високим, так і ний резервуар 27 для підготовки охолоджуючого низьким тиском. Тим самим можна забезпечувати середовища, при цьому переважно використовузменшення температурних напружень у різальних ється емульсія, відповідно дисперсія. За необхідгранях 8. ності може відбуватися подача свіжих компонентів Загалом, охолоджуюче середовище охолоохолоджуючого середовища (мастила, відповідно джує не тільки фрезу 6, що бажано, але також заводи, залежно від співвідношення змішування). готовку 3, що іноді не бажано. Для забезпечення Як показано на фіг. 4, обприскування різальоптимального рішення у варіанті виконання винаних граней 8 фрез 6 можна здійснювати також ходу, згідно з фіг. 7, передбачений уловлювальний проти напрямку F транспортування позаду фрез 6. пристрій 11, який вловлює охолоджуюче середоКрім того, тут показане рішення, в якому додатковище після охолоджування фрези 6, так що воно во передбачене також охолоджування фрези 6, не охолоджує надмірно заготовку 3. докладний опис якого буде наведений нижче в Уловлювальний пристрій в прикладі виконанзв'язку з фіг. 6. Охолоджування різальних граней ня, показаному на фіг. 7, виконаний так, що викоможе бути виконане у вигляді простого отвору. Як ристовується дугоподібний кожух 13, який закриальтернативне рішення, може бути передбачена ває фрезу 6 приблизно по окружності в 180°. Для розпилювальна форсунка в місці виходу, яка ствотого, щоб охолоджуюче середовище після охолорює віяловий струмінь охолоджуючого середовиджування фрези 6 по можливості не потрапляло ща (струмінь води) і направляє на різальну поверна заготовку, в напрямку транспортування перед і хню 8 фрези 6. Замість водяного охолоджування позаду фрези 6 з листа кожуха сформовані колекрізальних граней може бути також передбачене торні ванни 12, які утворюють уловлювальні об'єзмащування різальних граней. Можлива також ми для охолоджуючого середовища. Ці колекторні комбінація змащування різальних граней фрези ванни 12 можуть бути виконані у вигляді жолоба з (змащування фрези) зсередини та охолоджування нахилом для стікання охолоджуючого середовифрези зовні. ща. Колекторні ванни 12 можуть утворювати в своУ показаному на фіг. 5 рішенні також передбаїй повернутій до заготовки 3 зоні відбивну пластичено, що здійснюється обприскування (рідиною, ну 36 для стружки. Крім того, стружка, що зокрема водою) або обдування (газом, зокрема потрапила небажаним чином у колекторну ванну стисненим повітрям) різальних граней 8 фрези 6 12, може вимиватися з неї. проти напрямку F транспортування позаду фрези Більш просте, але достатнє в деяких випадках 6. Напрямок обертання фрези 6 визначено стрілрішення показане на фіг. 8а та 8b. У цьому випадкою. У цьому випадку в напрямку F транспортуку передбачений спрощений уловлювальний привання перед фрезою 6 передбачений піднімальстрій 11, який складається з металевого листа, ний або поворотний блок 28 транспортування який зігнутий так, що утворюється колекторна ванстружки, який можна переміщувати в напрямку на 12. У показаному прикладі виконання передбаподвійної стрілки. У передній зоні передбачена чено, що засіб 5 для охолоджування знов виховідбивна пластина 29 з накладками. На висоті задить з форсунок 7, які направляють струмінь готовки 3 розташована жаростійка транспортерна охолоджуючого середовища на всю ширину фрези стрічка 30, яка транспортує стружку з процесу 6. Залежно від розташування, відповідно орієнтафрезерування. ції, форсунки 7 і струменя охолоджуючого середоТранспортерну стрічку 30 можна охолоджувавища, уловлювальний пристрій12 можна розтати за допомогою форсунки 31, яка подає охолошовувати в напрямку F транспортування перед джуюче середовище на транспортерну стрічку 30. (дивись фіг. 8а) або після (дивись фіг. 8b) фрези 6. Скребок 32 направляє стружку на транспортерну Напрямок обертання фрези 6 знов визначений стрічку 30. За допомогою струменя вказаного сестрілкою. Охолоджуюче середовище, яке вловлюредовища стружка, що залишається лежати між ється керуючим пристроєм 11, може стікати збоку скребачкою 32 і фрезою 6 на заготовці 3, змивавід заготовки 3 у колосниковому жолобі (за вертиється, відповідно подається на транспортерну кальною стрілкою). стрічку. 11 92796 12 Як показано на фіг. 9, у випадках, коли не потДля виключення фрезерування твердого шару рібне дуже сильне охолоджування фрези 6, охоокалини і збільшення терміну служби різальних лоджування можна здійснювати за допомогою пограней фрези, перед фрезерним пристроєм 4 певітря. У цьому випадку над фрезою 6 редбачене видалення (з низьким тиском) окалини розташований вентилятор 14, за допомогою якого з поверхні (дивись позицію 17 на фіг. 2). фреза 6 обдувається зверху і тим самим охолоКількість води в охолоджуючих, відповідно джується. З боків, як і в інших прикладах виконаночищаючих, струменях зверху і знизу можна регуня, можуть бути розташовані форсунки 37 для лювати для виключення або зменшення поперечохолоджування підшипників 33. ного вигину заготовки. Інший альтернативний варіант виконання охоПеред і після відповідної фрези 6 можуть бути лоджування фрези показаний на фіг. 10а та 10b. У передбачені зони відсмоктування, відхилення або цьому випадку також враховується те, що може змивання стружки (уловлювальні лійки, відсмоктубути не бажаним надмірне охолоджування заготовальні труби, поперечні змивачі, скребки на стрічці вки 3 охолоджуючим середовищем. Тому в цьому тощо) для здійснення за вибором попутного і зурішенні передбачено, що всередині фрези 6 прострічного фрезерування фрези 6. ходить в осьовому напрямку декілька отворів 15, Для переважного виключення охолоджування через які подається охолоджуюче середовище з заготовки 3 при охолоджуванні фрези 6 існує можметою охолоджування фрези 6. Так само, як в ливість охолоджування циліндричної фрези 6 зсерішенні, згідно з фіг. 6, тут також передбачений редини. Подача охолоджуючої води переважно обертовий зчеп 34, за допомогою якого охолоджувідбувається збоку за допомогою обертового зчеюче середовище подається з трубопроводу 35 в пу; вихід на протилежній стороні виконаний вільотвори 15. Однак, в цьому випадку охолоджуюче ним, так що вода може вільно стікати з боків у косередовище виходить з фрези 6 лише на іншому лосниковий жолоб. осьовому кінці і стікає в колосниковий жолоб, так При зовнішньому охолоджуванні фрези, охощо заготовка 3 не охолоджується охолоджуючим лоджуюча вода, зокрема на верхній стороні загосередовищем. Отвори 15 виконані, як показано в товки, падає на заготовку. Для виключення небацьому прикладі виконання, у вигляді глухих отвожаного охолоджування заготовки воду можна рів; стікання охолоджуючого середовища відбувавловлювати в жолоб. При цьому охолоджуюча ється через розташовані під кутом до отворів 15 вода розпилюється по дотичній до різальних грастічні отвори 38. ней фрези і знов вловлюється в розташований Таким чином, ідеї винаходу можна сформулюпозаду жолоб, так що вона може стікати з боків вати так: поруч із стрічкою у колосниковий жолоб. При тривалому використанні фреза 6 піддаПри невеликому тепловому навантаженні моється в процесі гарячої прокатки дуже великому жливе також повітряне охолоджування для охолотепловому навантаженню. Переважно використоджування циліндричної фрези 6 зовні. Це охоловувати охолоджування, щоб виключати дуже сиджування можна також комбінувати з льне нагрівання циліндричної фрези, підшипників охолоджуванням водою підшипників циліндричної тощо. Для захисту при тривалій обробці на лінії фрези. фрезерного інструмента 6 також від високої темКількість охолоджуючого середовища для ператури поверхні заготовки, в одному варіанті фрези 6 регулюється залежно від знімання металу виконання винаходу передбачене охолоджування або від переведеного в стружку об'єму. поверхні штаби незадовго до врізування фрези, за Необхідно ще відзначити деякі особливо перахунок чого зменшується вплив температури на реважні ознаки виконання: різальні грані фрези. Як показано на фіг. 4, в цьому випадку одноКрім того, циліндрична фреза екранується від часно наноситься на різальну поверхню фрези 6 гарячої поверхні. Для сталі IF (сталі з наднизьким мастило з емульсією за допомогою подавальних вмістом елементів впровадження) або сталі ULC отворів 10, і фреза 6 охолоджується зовні за до(особливо низьковуглецева сталь) для короткого помогою форсунок 7. процесу фрезерування бажана температура на Крім того, як показано на фіг. 5, може бути пеповерхні, яка відповідає температурі перетворенредбачено, що за допомогою форсунок 7 підкріпня. Очікується, що матеріал короткочасно втрачає люється транспортування стружки з поверхні заготвердість і забезпечується зменшене навантажентовки за допомогою скребка 32 на транспортерну ня деформації і тим самим менше навантаження стрічку 30 та одночасно здійснюється охолоджурізальних граней. вання поверхні заготовки і фрези 6. Різальні грані 8 фрезерного інструмента 6 обПерелік позицій прискуються при обертанні мастильним засобом 1 Металева штаба (розпиленим мастилом, водно-мастильною сумі2 Розливна машина шшю тощо) для зменшення зусилля різання і для 3 Плоска заготовка (сляб) збільшення за рахунок цього терміну служби фре4 Фрезерний верстат зерного інструмента. Однак при цьому, на проти5 Засоби для охолоджування фрези лежність рівню техніки, мастильний засіб нано6 Фреза ситься не на гарячу штабу (як звичайно при 7 Форсунка фрезеруванні в холодному стані), а розприскуєть8 Різальна грань ся на різальну грань, до якої мастило прилипає і 9 Подавальний отвір потім діє в процесі різання. 10 Подавальний отвір 11 Уловлювальний пристрій 13 92796 14 12 Колекторна ванна 26 Позиція 13 Кожух 27 Уловлювальний резервуар 14 Вентилятор/повітродувка 28 Блок транспортування стружки 15 Отвір 29 Відбивна пластина 16 Засоби для спрямування охолоджуючого 30 Транспортерна стрічка середовища в замкненій системі 31 Форсунка 17 Засоби для очищення поверхні заготовки і 32 Скребок для впливу на розподіл температури по товщині 33 Підшипник заготовки 34 Обертовий зчеп 18 Опорний ролик 35 Трубопровід 19 Очисна установка 36 Відбивна пластина 20 Прилад для вимірювання поверхні 37 Форсунка 21 Піч 38 Зливний отвір 22 Транспортер 39 Пристрій для гідрозбивання окалини (одно23 Прокатна кліть рядний) 24 Прокатна кліть F Напрямок транспортування 25 Резервуар 15 92796 16 17 92796 18 19 92796 20 21 92796 22 23 92796 24 25 Комп’ютерна верстка Д. Шеверун 92796 Підписне 26 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing metal strip by continuous casting
Автори англійськоюSeidel Juergen, Sudau, Peter, Merz Jurgen, Kipping, Matthias
Назва патенту російськоюУстройство для изготовления металлической полосы с помощью непрерывного литья
Автори російськоюЗайдель Юрген, Зудау Петер, Мерц Юрген, Киппинг Маттиас
МПК / Мітки
МПК: B22D 11/12, B23C 5/00, B23Q 11/10
Мітки: виготовлення, безперервного, штаби, пристрій, допомогою, лиття, металевої
Код посилання
<a href="https://ua.patents.su/13-92796-pristrijj-dlya-vigotovlennya-metalevo-shtabi-za-dopomogoyu-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення металевої штаби за допомогою безперервного лиття</a>
Спосіб безперервного лиття тонкої металевої штаби шляхом двовалкового процесу
Номер патенту: 77725
Опубліковано: 15.01.2007
Автори: Хохенбіхлер Геральд, Аузінгер Дітмар, Хубмер Герхард Ф., Етцелсдорфер Курт, Чімані Крістіан
МПК: G05B 13/04, B22D 11/16, G05B 17/00, B22D 11/12, B22D 11/06
Мітки: процесу, лиття, тонкої, штаби, металевої, безперервного, шляхом, спосіб, двовалкового
Формула / Реферат:
1. Спосіб безперервного лиття тонкої металевої штаби (1), зокрема, сталевої штаби, переважно товщиною менше 10 мм, шляхом двовалкового процесу, в якому після утворення плавильної ванни (6) розплав (7) металу ллють в ливарний зазор (3), утворений двома ливарними валками (2), розмір якого дорівнює товщині металевої штаби (1), що відливається, який відрізняється тим, що для утворення певної текстури литої металевої штаби безперервне лиття...
Пристрій для виготовлення спіралей шнеків із прямолінійної металевої штаби
Номер патенту: 46149
Опубліковано: 10.12.2009
Автори: Муквич Микола Миколайович, Пилипака Сергій Федорович
МПК: B21D 11/00
Мітки: шнеків, прямолінійно, штаби, виготовлення, спіралей, пристрій, металевої
Формула / Реферат:
Пристрій для виготовлення спіралей шнеків із прямолінійної металевої штаби, що містить формоутворюючу деталь із вирізом, який відрізняється тим, що пристрій містить калібрувальну напрямну деталь, поверхню якої та просторову лінію вирізу на ній визначають за параметричними рівняннями, причому прямолінійна металева штаба плавно деформується при русі у формоутворюючих вирізах калібрувальної напрямної деталі спочатку у перехідну поверхню і...
Спосіб та пристрій для виготовлення металевої штаби
Номер патенту: 32571
Опубліковано: 15.02.2001
Автори: МАРЛОУ Джон, ЛУІС Джералд, ВІНЦЕ Алберт, СЕЙМОР Теодор, КАЛКІН Патрик, НІССЕН Пол, ТЕНГ Най-Йонг
МПК: B22D 11/06, B22D 25/00, H01M 4/64
Мітки: штаби, спосіб, пристрій, металевої, виготовлення
Текст:
...известных процессов На фиг 1 схематически изображена линия для непрерывной разливки металлической полосы 1 Линия непрерывной разливки включает разливочный барабан 2, соединенный одной стороной с разливочным устройством 3, а другой стороной со съемной плитой 4, проходящей через агрегат 5 для продольной резки полосы 1, в котором происходит подрезка боковых краев полосы 1 Затем линия разливки проходит под последовательными газовыми...
Спосіб і пристрій для виготовлення металевої штаби

Номер патенту: 91564
Опубліковано: 10.08.2010
Автори: Бенфер Франк, Кремер Штефан, Розенталь Дітер, Зайдель Юрген
МПК: B21B 1/46
Мітки: пристрій, металевої, виготовлення, штаби, спосіб
Спосіб і установка для безперервного виробництва катаної металевої штаби з металевого розплаву
Номер патенту: 80956
Опубліковано: 26.11.2007
Автори: Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B21B 37/68, B21B 1/46
Мітки: металевого, металевої, катаної, виробництва, спосіб, безперервного, розплаву, штаби, установка
Формула / Реферат:
1. Спосіб безперервного виробництва катаної металевої штаби (1) з металевого розплаву (2), зокрема сталевої штаби, у якому на першій стадії технологічного процесу розплав вводять до розливного пристрою (5) для лиття штаби, потім відлиту металеву штабу (3) з товщиною менш ніж 20 мм, переважно 1-12 мм, та заданою шириною видаляють із зазначеного розливного пристрою для лиття штаби, а на другій, подальшій, стадії технологічного процесу...
Попередній патент: Технологічна ділянка робочих клітей безперервного прокатного стана
Наступний патент: Пристрій і спосіб для розділення матеріалу відходів
Випадковий патент: Спосіб рекультивації земель, порушених відкритими гірничими роботами по створенню потенційно-родючого шару ґрунту