Лінія виробництва порошкових компактованих матеріалів у металевій оболонці
Номер патенту: 48432
Опубліковано: 15.01.2004
Автори: Ірха Віктор Миколайович, Семенченко Петро Михайлович, Небога Борис Володимирович, Івашина Володимир Володимирович, Климанчук Владислав Владиславович, Лоік Валерій Петрович, Белов Борис Федорович, Ларіонов Олександр Олексійович, Троцан Анатолій Іванович, Бойко Володимир Семенович
Формула / Реферат
1. Лінія виробництва компактованих матеріалів у металевій оболонці ω-подібного профілю, що містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, стикозварювальний пристрій, формувальний стан із напрямними роликами, підготовчою, замковою, обтискною, каліброваною клітями, одним або більше додатковими дозаторами зі стрічковим живильником і пристроєм попереднього ущільнення порошку, а також тягнучий, намотувальний пристрої, яка відрізняється тим, що маршрут формувального стана включає перехід з ω-подібного профілю на півколо з гладкою поверхнею, що утворюється на останніх роликах підготовчої кліті, і повторне відновлювання ω- подібного профілю в обтискній кліті на вхідних привідних роликах з округленим трапецієподібним виступом на їх робочій поверхні, висота і основа якого не перевищує 1/4 діаметра круглого перерізу готового виробу.
2. Лінія за п. 1, яка відрізняється тим, що дозувальний пристрій додатково містить притискний диск (планку)-вібратор із промисловою (доультразвуковою) частотою коливань.
Текст
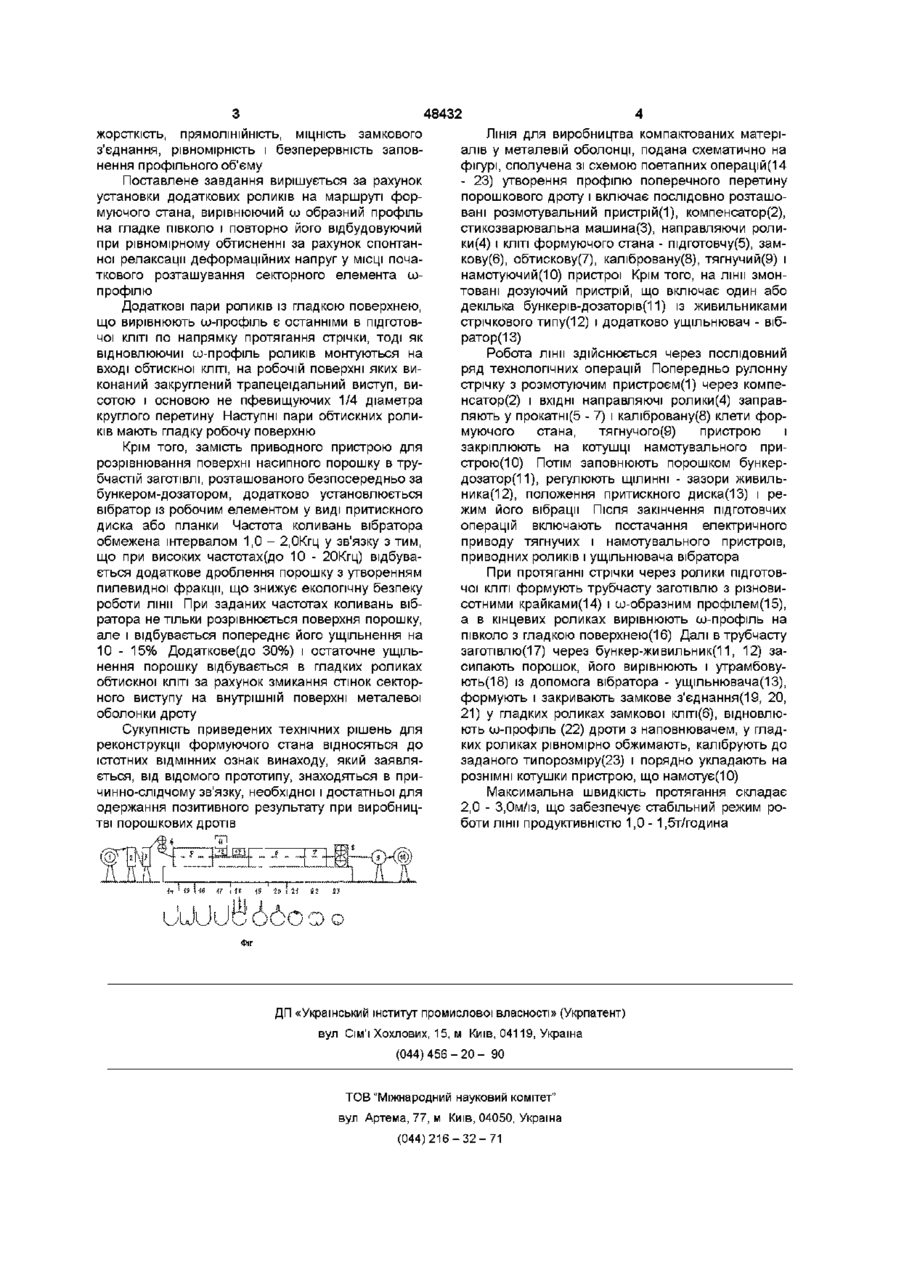
1 ЛІНІЯ виробництва компактованих матеріалів у металевій оболонці со-подібного профілю, що містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, стикозварюваль Винахід відноситься до області металургії сталі і сплавів, зокрема, до виробництва порошкових компактованих матеріалів(компакт - матеріалів) із ХІМІЧНО - адсорбщйноактивних компонентів для позапічної обробки металевих розплавів За прототип [п SU, №1790473 A3, 16 04 91] обрана ЛІНІЯ для виробництва порошкового дроту в металевій оболонці з ш - образним профілем, що містить послідовно розташовані уздовж технологічної лінії протягування размотувальний пристрій із касетами рулонної стали, компенсатор із направляючими і натяжними роликами, стикозварювальний пристрій, формуючий стана із направляючими роликами, підготовчою, замковою, обтискною, каліброваною клітями, одним і/або більш додатковими дозаторами з стрічковим живильником і пристроєм попереднього ущільнення порошку, а також тягнучий і намотувальний пристрої Усі ролики формуючого стана аж до кінцевих обтискної КЛІТІ і каліброваної волоки профільовані центрально - симетричним овальним сектором на робочій поверхні, що є причиною основних нестач ний пристрій, формувальний стан із напрямними роликами, підготовчою, замковою, обтискною, каліброваною клітями, одним або більше додатковими дозаторами зі стрічковим живильником і пристроєм попереднього ущільнення порошку, а також тягнучий, намотувальний пристрої, яка відрізняється тим, що маршрут формувального стана включає перехід з со-подібного профілю на півколо з гладкою поверхнею, що утворюється на останніх роликах підготовчої КЛІТІ, І повторне відновлювання с - подібного профілю в обтискній о КЛІТІ на вхідних привідних роликах з округленим трапецієподібним виступом на їх робочій поверхні, висота і основа якого не перевищує V4 діаметра круглого перерізу 2 ЛІНІЯ за П 1, яка відрізняється тим, що дозу вальний пристрій додатково містить притискний диск (планку)-вібратор із промисловою (доультразвуковою) частотою коливань пристрою - прототипу, по-перше, наявність моменту, який крутить, що утворюється при замиканні крайок оболонки трубчастої заготівлі, жорстко зафіксованої відносно лінії протягання, і ускладнює порядкове укладання на рознімну котушку, що знижує глибину проникання порошкового дроту в об'єм рідкого металу при заданій швидкості її подачі, по-друге зниження корисного об'єму трубчастої заготівлі і КІЛЬКОСТІ порошку в ній через наявність секторного елемента на поверхні оболонки, глибина якого досягає половини діаметра круглого перетину і кутом розкриття 120° В основу винаходу поставлене завдання удосконалення лінії виробництва порошкових компактованих матеріалів у металевій оболонці(порошкові дроти) шляхом реконструкції прокатних клітей формуючого стана, що усуває зазначені нестачі відомого прототипу і протягання, що забезпечує при заданій швидкості, до 3,Ом/з підвищення в 1,3 - 1,5 рази продуктивність лінії за рахунок збільшення на ЗО - 50% порошкової маси погонного метра при заданих параметрах якості, со 00 48432 жорсткість, прямолінійність, МІЦНІСТЬ замкового з'єднання, рівномірність і безперервність заповнення профільного об'єму Поставлене завдання вирішується за рахунок установки додаткових роликів на маршруті формуючого стана, вирівнюючий ш образний профіль на гладке півколо і повторно його відбудовуючий при рівномірному обтисненні за рахунок спонтанної релаксації деформаційних напруг у МІСЦІ початкового розташування секторного елемента шпрофілю Додаткові пари роликів із гладкою поверхнею, що вирівнюють ш-профіль є останніми в підготовчої КЛІТІ по напрямку протягання стрічки, тоді як відновлюючиї ш-профіль роликів монтуються на вході обтискної КЛІТІ, на робочій поверхні яких виконаний закруглений трапецеїдальний виступ, висотою і основою не пфевищуючих 1/4 діаметра круглого перетину Наступні пари обтискних роликів мають гладку робочу поверхню Крім того, замість приводного пристрою для розрівнювання поверхні насипного порошку в трубчастій заготівлі, розташованого безпосередньо за бункером-дозатором, додатково установлюється вібратор із робочим елементом у виді притискного диска або планки Частота коливань вібратора обмежена інтервалом 1,0 - 2,0Кгц у зв'язку з тим, що при високих частотах(до 10 - 20Кгц) відбувається додаткове дроблення порошку з утворенням пилевидної фракції, що знижує екологічну безпеку роботи лінії При заданих частотах коливань вібратора не тільки розрівнюється поверхня порошку, але і відбувається попереднє його ущільнення на 10 - 15% Додаткове(до 30%) і остаточне ущільнення порошку відбувається в гладких роликах обтискної КЛІТІ за рахунок змикання стінок секторного виступу на внутрішній поверхні металевої оболонки дроту Сукупність приведених технічних рішень для реконструкції формуючого стана відносяться до істотних ВІДМІННИХ ознак винаходу, який заявляється, від відомого прототипу, знаходяться в причинно-слідчому зв'язку, необхідної і достатньої для одержання позитивного результату при виробництві порошкових дротів ЛІНІЯ ДЛЯ виробництва компактованих матеріалів у металевій оболонці, подана схематично на фігурі, сполучена зі схемою поетапних операцій(14 - 23) утворення профілю поперечного перетину порошкового дроту і включає послідовно розташовані розмотувальний пристрій(1), компенсатор(2), стикозварювальна машина(З), направляючи ролики(4) і КЛІТІ формуючого стана - підготовчу(5), замкову(6), обтискову(7), кал і брова ну (8), тягнучий(9) і намотуючий(Ю) пристрої Крім того, на лінії змонтовані дозуючий пристрій, що включає один або декілька бункерів-дозаторів(11) із живильниками стрічкового типу(12) і додатково ущільнювач - вібрато р(1 3) Робота лінії здійснюється через послідовний ряд технологічних операцій Попередньо рулонну стрічку з розмотуючим пристроєм(1) через компенсатор(2) і ВХІДНІ направляючі ролики(4) заправляють у прокатні(5 - 7) і кал і брова ну (8) клети формуючого стана, тягнучого(9) пристрою і закріплюють на котушці намотувального пристрою(Ю) Потім заповнюють порошком бункердозатор(11), регулюють ЩІЛИННІ - зазори живильн и к а ^ ) , положення притискного диска(13) і режим його вібрації Після закінчення підготовчих операцій включають постачання електричного приводу тягнучих і намотувального пристроїв, приводних роликів і ущільнювача вібратора При протяганні стрічки через ролики підготовчої КЛІТІ формують трубчасту заготівлю з різновисотними крайками(14) і ш-образним профілем(15), а в кінцевих роликах вирівнюють ш-профіль на півколо з гладкою поверхнею(16) Далі в трубчасту заготівлю(17) через бункер-живильник(11, 12) засипають порошок, його вирівнюють і утрамбовують(18) із допомога вібратора - ущільнювача(ІЗ), формують і закривають замкове з'єднання(19, 20, 21) у гладких роликах замкової кліті(б), відновлюють ш-профіль (22) дроти з наповнювачем, у гладких роликах рівномірно обжимають, калібрують до заданого типорозміру(23) і порядно укладають на рознімні котушки пристрою, що намотує(Ю) Максимальна швидкість протягання складає 2,0 - 3,Ом/із, ЩО забезпечує стабільний режим роботи лінії продуктивністю 1,0-1,5т/година шиийббо о о ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for manufacturing of powder compacted materials in metal shell
Автори англійськоюBoiko Volodymyr Semenovych, Belov Borys Fedorovych, Ivashyna Volodymyr Volodymyrovych, Irkha Viktor Mykolaiovych, Larionov Oleksandr Oleksiiovych, Loik Valerii Petrovych, Semenchenko Petro Mykhailovych, Trotsan Anatolii Ivanovych, Klymanchuk Vladyslav Vladyslavovych, Neboha Borys Volodymyrovych
Назва патенту російськоюЛиния производства порошковых компактированных материалов в металлической оболочке
Автори російськоюБойко Владимир Семенович, Белов Борис Федорович, Ивашина Владимир Владимирович, Ирха Виктор Николаевич, Ларионов Александр Алексеевич, Лоик Валерий Петрович, Семенченко Петр Михайлович, Троцан Анатолий Иванович, Климанчук Владислав Владиславович, Нэбога Борис Владимирович
МПК / Мітки
МПК: B23K 35/40, B21C 37/00, B22F 3/02
Мітки: компактованих, оболонці, лінія, металевій, матеріалів, виробництва, порошкових
Код посилання
<a href="https://ua.patents.su/2-48432-liniya-virobnictva-poroshkovikh-kompaktovanikh-materialiv-u-metalevijj-obolonci.html" target="_blank" rel="follow" title="База патентів України">Лінія виробництва порошкових компактованих матеріалів у металевій оболонці</a>
Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці w-подібного профілю
Номер патенту: 63171
Опубліковано: 15.01.2004
Автори: Троцан Анатолій Іванович, Белов Борис Федорович, Лоік Валерій Петрович
Мітки: металевій, оболонці, дротових, спосіб, модифікаторів, порошкових, профілю, виготовлення, w-подібного
Формула / Реферат:
1. Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці ω-подібного профілю, що включає засипання порошку в сформований з металевої стрічки жолоб із крайками замка, їхнє з'єднання з одерженням замкнутої оболонки, її обтиснення і калібрування до заданого типорозміру, який відрізняється тим, що ω-подібний профіль надають жолобу до засипання порошку, потім додатково ущільнюють порошок перед замиканням крайок...
Пристрій для прокатки порошкових матеріалів на металевій підкладці
Номер патенту: 60574
Опубліковано: 15.10.2003
Автори: Сатонін Олександр Володимирович, Грибков Едуард Петрович
Мітки: порошкових, прокатки, пристрій, матеріалів, підкладці, металевій
Формула / Реферат:
Пристрій для прокатки порошкових матеріалів на металевій підкладці, що включає плиту з пазом глибиною, що дорівнює товщині підкладки, який відрізняється тим, що на плиті на бокових зовнішніх кромках паза закріплені еластичні елементи.
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31011
Опубліковано: 15.12.2000
Автори: Рябцев Геннадій Леонідович, Лукач Юрій Юхимович, Мікульонок Ігор Олегович, Магазій Петро Миколайович
МПК: B29C 47/00
Мітки: матеріалів, композиційних, погонажних, виробництва, лінія, полімернаповнених, виробів, листових
Текст:
...приєднання розплавопроводу до екструдера-змішувача між живиль ником наповнювача і формуючим пристроєм. Гранульований або порошкоподібний полімерний матеріал надходить у розплавлювач (черв'ячно-дисковий екструдер), після чого під тиском (величина якого регулюється залежно від фізико-механічних властивостей наповнювача) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімера, який...
Лінія для виготовлення порошкових дротових модифікаторів
Номер патенту: 63172
Опубліковано: 15.01.2004
Автори: Белов Борис Федорович, Лоік Валерій Петрович, Троцан Анатолій Іванович
МПК: B22F 7/00, B21C 37/00, B22F 3/00
Мітки: порошкових, модифікаторів, лінія, виготовлення, дротових
Формула / Реферат:
1. Лінія для виготовлення порошкових дротових модифікаторів, що містить формуючий стан із профільованими роликами і послідовно розташованими уздовж технологічної лінії розмотувальним, дозуючим, тягнучим і намотувальним пристроями, яка відрізняється тим, що профільовані ролики в складі верхнього, оснащеного цанговою опорою, і нижнього встановлені на вхідній ділянці формуючого стану перед дозуючим пристроєм, який складається з декількох...
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31919
Опубліковано: 15.12.2000
Автори: Мікульонок Ігор Олегович, Лукач Юрій Юхимович, Сезонов Максим Вікторович, Суханов Володимир Петрович
МПК: B29C 47/00
Мітки: виробів, лінія, листових, матеріалів, виробництва, полімернаповнених, погонажних, композиційних
Текст:
...зменшенню габаритів розплавліовача й ефективному плавлению полімеру й гомогенізації його розплаву. Після розплавлювана полімерного матеріалу останній під тиском (величина якого регулюється залежмо від фізико-механічних властивостей компонентів утворюваної суміші) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімеру, який надходить в об'єм наповнювача під тиском, легко та ефективно...
Попередній патент: Спосіб передачі повідомлень за допомогою відносної фазоамплітудної модуляції
Наступний патент: Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем
Випадковий патент: Спосіб обробки водно-спиртової суміші