Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем
Номер патенту: 46480
Опубліковано: 15.01.2004
Автори: Небога Борис Володимирович, Бойко Володимир Семенович, Семенченко Петро Михайлович, Белов Борис Федорович, Климанчук Владислав Владиславович, Ірха Віктор Миколаєвич, Лоік Валерій Петрович, Троцан Анатолій Іванович, Шебаніц Едуард Миколайович, Ларіонов Олександр Олексійович
Формула / Реферат
1. Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем, що включає формування з металевої стрічки ω-подібного профілю трубчастої заготовки, одно- і багатоступінчасте дозування компонентів наповнювача, попереднє його ущільнення, замикання різновисотних кромок оболонки, її обтиснення і калібрування до одержання готового виробу (компакт-матеріалу) заданого типорозміру, який відрізняється тим, що ω-подібний профіль трубчастої заготовки перед заповненням порошком вирівнюють у півколо і знову відновлюють після заповнення і попереднього ущільнення порошку і замикання крайок оболонки, а потім закривають секторну складку при подальшому обтисненні готового виробу.
2. Спосіб за п. 1, який відрізняється тим, що компакт-матеріали одержують круглого і/або плоского перерізу при калібруванні в привідних роликах волочильної і/або плющильної клітей формувального стана.
3. Спосіб за пп.1-2, який відрізняється тим, що попереднє ущільнення порошку-наповнювача на 10 - 15 % здійснюють за допомогою притискного диска (планки)-вібратора з робочою частотою коливань, які не перевищують 1,0 - 2,0 кГц.
Текст
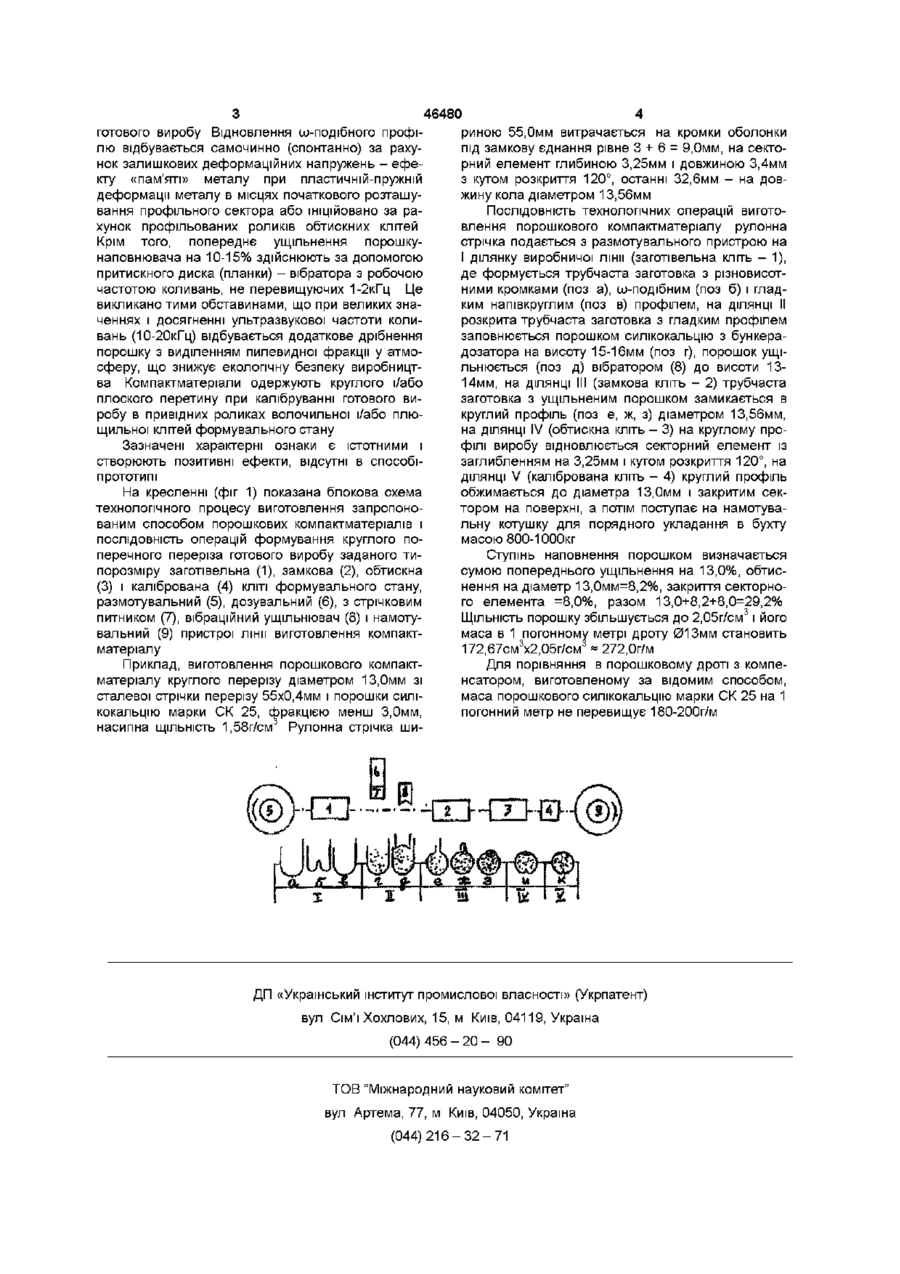
1 Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем, що включає формування з металевої стрічки со -подібного профілю трубчастої заготовки, одно- і багатоступінчасте дозування компонентів наповнювача, попереднє його ущільнення, замикання різновисотних кромок обо лонки, її обтиснення і калібрування до одержання готового виробу (компакт-матеріалу) заданого типорозміру, який відрізняється тим, що со подібний профіль трубчастої заготовки перед заповненням порошком вирівнюють у півколо і знову відновлюють після заповнення і попереднього ущільнення порошку і замикання крайок оболонки, а потім закривають секторну складку при подальшому обтисненні готового виробу, що приводить до додаткового підвищення ЩІЛЬНОСТІ порошку на 10-15% 2 Спосіб за п 1, який відрізняється тим, що компакт-матеріали одержують круглого і/або плоского перерізу при калібруванні в привідних роликах волочильної і/чи плющильної клітей формувального стана 3 Спосіб за пп 1-2, який відрізняється тим, що попереднє ущільнення порошку-наповнювача на 10 - 15 % здійснюють за допомогою притискного диска (планки)-вібратора з робочою частотою коливань, які не перевищують 1,0 - 2,0 кГц Винахід відноситься до галузі металургії сталі і сплавів, зокрема до способів виготовлення компактованих матеріалів з хімічно-адсорбційно активних порошкоподібних компонентів для позапічної обробки металевих розплавів Відомий спосіб виготовлення компактматеріалів у вигляді порошкових дротів з металевою оболонкою (п SU, №1794099 А3.16 04 91), обраний за прототип, що включає формування з металевої стрічки ш-подібного профілю трубчастої заготовки з кутом розкриття секторної складки 60-100° і її глибиною, яка не перевищує половини висоти перетину дроту, одно- і/чи багатоступінчасте дозування компонентів наповнювача, попереднє його ущільнення за допомогою привідного притискного диска, замикання різновисотних кромок оболонки, и обтиснення і калібрування до одержання порошкового дроту заданого типорозміру Недоліками способу-прототипу з ш-подібним профілем компактованого матеріалу в металевій оболонці є, по-перше, прокручування компактова ного матеріалу в металевій оболонці при и укладанні на прийомну котушку, що утруднює щільне порядне намотування і, по-друге, обмеження маси порошку через зменшення поперечного перерізу компактованого матеріалу в металевій оболонці за рахунок наявності секторного заглиблення на його поверхні Прокручування компактованого матеріалу є наслідком реакції залишкового крутного моменту, отриманого за рахунок нерівномірності деформаційних напружень при замиканні країв оболонки, жорстко зафіксованої в осьовому напрямку на поверхні профилезгинальних роликів Метою даного винаходу є усунення зазначених недоліків за рахунок того, що ш-подібний профіль трубчастої заготовки перед її заповненням порошком вирівнюють на півколо і знову відновлюють після заповнення і попереднього ущільнення порошку і замикання кромок оболонки, а потім закривають секторну складку, що приводить до додаткового підвищення ЩІЛЬНОСТІ порошку на 1520% при наступному обтисненні і калібрування О 00 (О 46480 готового виробу Відновлення ш-подібного профілю відбувається самочинно (спонтанно) за рахунок залишкових деформаційних напружень - ефекту «пам'яті» металу при пластичній-пружній деформації металу в місцях початкового розташування профільного сектора або ініційовано за рахунок профільованих роликів обтискних клітей Крім того, попереднє ущільнення порошкунаповнювача на 10-15% здійснюють за допомогою притискного диска (планки) - вібратора з робочою частотою коливань, не перевищуючих 1-2кГц Це викликано тими обставинами, що при великих значеннях і досягненні ультразвукової частоти коливань (10-20кГц) відбувається додаткове дрібнення порошку з виділенням пилевидної фракції у атмосферу, що знижує екологічну безпеку виробництва Компактматеріали одержують круглого і/або плоского перетину при калібруванні готового виробу в привідних роликах волочильної і/або плющильної клітей формувального стану Зазначені характерні ознаки є істотними і створюють позитивні ефекти, відсутні в способіпрототипі На кресленні (фіг 1) показана блокова схема технологічного процесу виготовлення запропонованим способом порошкових компактматеріалів і ПОСЛІДОВНІСТЬ операцій формування круглого поперечного переріза готового виробу заданого типорозміру заготівельна (1), замкова (2), обтискна (3) і калібрована (4) КЛІТІ формувального стану, размотувальний (5), дозувальний (6), з стрічковим питником (7), вібраційний ущільнювач (8) і намотувальний (9) пристрої лінії виготовлення компактматеріалу Приклад, виготовлення порошкового компактматеріалу круглого перерізу діаметром 13,0мм зі сталевої стрічки перерізу 55x0,4мм і порошки силікокальцію марки СК 25, фракцією менш 3,0мм, насипна ЩІЛЬНІСТЬ 1,58Г/СМ Рулонна стрічка ши 4 риною 55,0мм витрачається на кромки оболонки під замкову єднання рівне 3 + 6 = 9,0мм, на секторний елемент глибиною 3,25мм і довжиною 3,4мм з кутом розкриття 120°, останні 32,6мм - на довжину кола діаметром 13,56мм ПОСЛІДОВНІСТЬ технологічних операцій виготовлення порошкового компактматеріалу рулонна стрічка подається з размотувального пристрою на І ділянку виробничої лінії (заготівельна кліть - 1), де формується трубчаста заготовка з різновисотними кромками (поз а), ш-подібним (поз б) і гладким напівкруглим (поз в) профілем, на ДІЛЯНЦІ II розкрита трубчаста заготовка з гладким профілем заповнюється порошком силікокальцію з бункерадозатора на висоту 15-16мм (поз г), порошок ущільнюється (поз д) вібратором (8) до висоти 1314мм, на ДІЛЯНЦІ III (замкова кліть - 2) трубчаста заготовка з ущільненим порошком замикається в круглий профіль (поз є, ж, з) діаметром 13,56мм, на ДІЛЯНЦІ IV (обтискна кліть - 3) на круглому профілі виробу відновлюється секторний елемент із заглибленням на 3,25мм і кутом розкриття 120°, на ДІЛЯНЦІ V (калібрована кліть - 4) круглий профіль обжимається до діаметра 13,0мм і закритим сектором на поверхні, а потім поступає на намотувальну котушку для порядного укладання в бухту масою 800-1000кг Ступінь наповнення порошком визначається сумою попереднього ущільнення на 13,0%, обтиснення на діаметр 13,0мм=8,2%, закриття секторного елемента =8,0%, разом 13,0+8,2+8,0=29,2% ЩІЛЬНІСТЬ порошку збільшується до 2,05г/см31 його маса в 1 погонному метрі дроту 013мм становить 172,67см3х2,05г/см3 = 272,0г/м Для порівняння в порошковому дроті з компенсатором, виготовленому за відомим способом, маса порошкового силікокальцію марки СК 25 на 1 погонний метр не перевищує 180-200г/м ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing of compacted materials in metal shell with powder-like filler
Автори англійськоюBoiko Volodymyr Semenovych, Belov Borys Fedorovych, Irkha Viktor Mykolaievych, Larionov Oleksandr Oleksiiovych, Loik Valerii Petrovych, Trotsan Anatolii Ivanovych, Klymanchuk Vladyslav Vladyslavovych, Neboha Borys Volodymyrovych, Semenchenko Petro Mykhailovych, Shebanyts Eduard Mykolaiovych
Назва патенту російськоюСпособ изготовления компактированных материалов в металлической оболочке с порошкообразным наполнителем
Автори російськоюБойко Владимир Семенович, Белов Борис Федорович, Ирха Виктор Николаевич, Ларионов Александр Алексеевич, Лоик Валерий Петрович, Троцан Анатолий Иванович, Климанчук Владислав Владиславович, Нэбога Борис Владимирович, Семенченко Петр Михайлович, Шебаниц Эдуард Николаевич
МПК / Мітки
МПК: B22F 3/02, B23K 35/40, B21C 37/00
Мітки: оболонці, матеріалів, компактованих, порошкоподібним, спосіб, виготовлення, наповнювачем, металевій
Код посилання
<a href="https://ua.patents.su/2-46480-sposib-vigotovlennya-kompaktovanikh-materialiv-u-metalevijj-obolonci-z-poroshkopodibnim-napovnyuvachem.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем</a>
Лінія виробництва порошкових компактованих матеріалів у металевій оболонці
Номер патенту: 48432
Опубліковано: 15.01.2004
Автори: Климанчук Владислав Владиславович, Бойко Володимир Семенович, Небога Борис Володимирович, Ірха Віктор Миколайович, Семенченко Петро Михайлович, Лоік Валерій Петрович, Ларіонов Олександр Олексійович, Троцан Анатолій Іванович, Івашина Володимир Володимирович, Белов Борис Федорович
МПК: B21C 37/00, B23K 35/40, B22F 3/02
Мітки: виробництва, матеріалів, оболонці, порошкових, компактованих, лінія, металевій
Формула / Реферат:
1. Лінія виробництва компактованих матеріалів у металевій оболонці ω-подібного профілю, що містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, стикозварювальний пристрій, формувальний стан із напрямними роликами, підготовчою, замковою, обтискною, каліброваною клітями, одним або більше додатковими дозаторами зі стрічковим...
Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці w-подібного профілю
Номер патенту: 63171
Опубліковано: 15.01.2004
Автори: Белов Борис Федорович, Троцан Анатолій Іванович, Лоік Валерій Петрович
Мітки: спосіб, модифікаторів, оболонці, металевій, профілю, виготовлення, дротових, порошкових, w-подібного
Формула / Реферат:
1. Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці ω-подібного профілю, що включає засипання порошку в сформований з металевої стрічки жолоб із крайками замка, їхнє з'єднання з одерженням замкнутої оболонки, її обтиснення і калібрування до заданого типорозміру, який відрізняється тим, що ω-подібний профіль надають жолобу до засипання порошку, потім додатково ущільнюють порошок перед замиканням крайок...
Пристрій для прокатки порошкових матеріалів на металевій підкладці
Номер патенту: 60574
Опубліковано: 15.10.2003
Автори: Сатонін Олександр Володимирович, Грибков Едуард Петрович
Мітки: прокатки, порошкових, підкладці, металевій, матеріалів, пристрій
Формула / Реферат:
Пристрій для прокатки порошкових матеріалів на металевій підкладці, що включає плиту з пазом глибиною, що дорівнює товщині підкладки, який відрізняється тим, що на плиті на бокових зовнішніх кромках паза закріплені еластичні елементи.
Спосіб виготовлення проникних шаруватих матеріалів з металевого волокна та порошку
Номер патенту: 49874
Опубліковано: 15.10.2002
Автори: Косторнов Анатолій Григорович, Мороз Анатолій Леонтійович
Мітки: порошку, проникних, шаруватих, виготовлення, волокна, спосіб, металевого, матеріалів
Формула / Реферат:
1. Спосіб виготовлення проникних шаруватих матеріалів з металевих волокон і порошків, який включає формування шарів з волокна та порошку і наступне спікання, який відрізняється тим, що формування шарів з волокна і порошку виконують шляхом послідовного пошарового вібророзсіву волокна та порошку на нерухому плоску підкладку.2. Спосіб за п.1, який відрізняється тим, що формування проникних каркасних композицій здійснюють шляхом...
Спосіб виготовлення пластмасових труб з волокнистим і піщаним наповнювачем відцентровим литтям та установка для його здійснення
Номер патенту: 41876
Опубліковано: 15.10.2001
Автори: Джост Ральф, Ратейзер Рейнхарт
МПК: B29C 41/34, B29C 41/04
Мітки: волокнистим, пластмасових, спосіб, здійснення, установка, наповнювачем, труб, піщаним, виготовлення, відцентровим, литтям
Формула / Реферат:
1. Способ изготовления пластмассовых труб с волокнистым и песчаным наполнителем центробежным литьем, в соответствии с которым компоненты синтетической смолы, стекловолокна и песок вводят из впрыскивающей тележки, движущейся в направлении оси изготавливаемой трубы во вращающуюся матрицу, отличающийся тем, что песок подают из неподвижного большого бункера в промежуточный рабочий бункер на тележке непрерывно и оттуда вводят в матрицу.2....
Попередній патент: Лінія виробництва порошкових компактованих матеріалів у металевій оболонці
Наступний патент: Кутовий редуктор
Випадковий патент: Спіральний теплообмінник