Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці w-подібного профілю
Номер патенту: 63171
Опубліковано: 15.01.2004
Автори: Белов Борис Федорович, Лоік Валерій Петрович, Троцан Анатолій Іванович
Формула / Реферат
1. Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці ω-подібного профілю, що включає засипання порошку в сформований з металевої стрічки жолоб із крайками замка, їхнє з'єднання з одерженням замкнутої оболонки, її обтиснення і калібрування до заданого типорозміру, який відрізняється тим, що ω-подібний профіль надають жолобу до засипання порошку, потім додатково ущільнюють порошок перед замиканням крайок оболонки.
2. Спосіб за п. 1, який відрізняється тим, що здійснюють багаторазове засипання порошку, ущільнюючи його перед кожним наступним засипанням за допомогою притиску, виконаного у вигляді привідного диска.
3. Спосіб за п. 1, який відрізняється тим, що ω-подібний профіль жолоба формують з кутом розкриття складки 60 - 120° і висотою, що не перевищує половини висоти перерізу жолоба, шляхом протягання металевої стрічки між профільованими роликами.
Текст
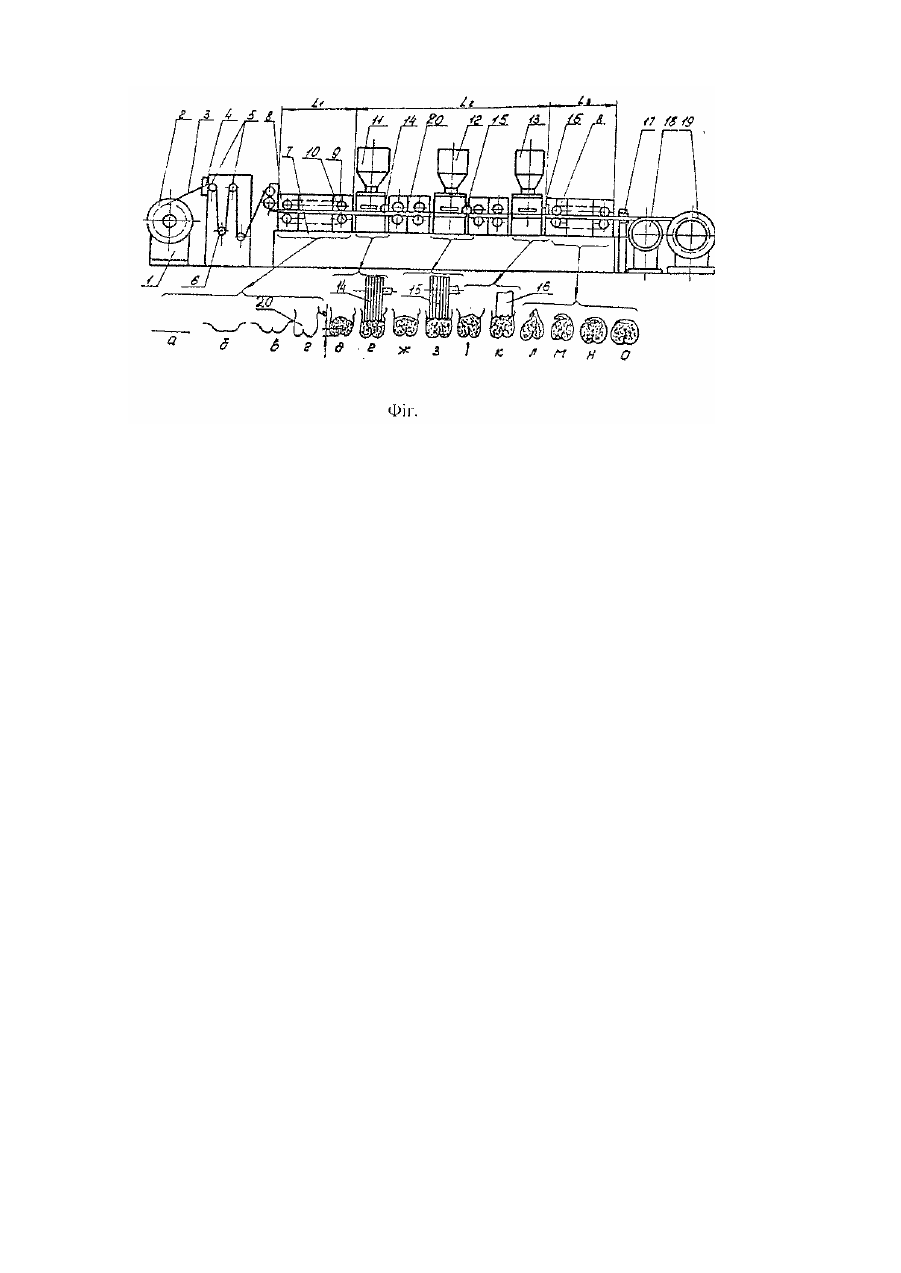
Винахід належить до галузі металургії, зокрема до способів виготовлення матеріалів для мікролегування і рафінування рідких металів, і може бути використаний, насамперед, у чорній металургії для обробки розплавів сталі і чавуну, а також при виготовленні порошкового дроту для зварювання і наплавлення. Відомий спосіб виготовлення порошкових дротових модифікаторів (порошкового дроту) в металевій оболонці, здійснюється заповненням попередньо сформованого з металевої стрічки жолоба з наступним замиканням крайок утвореної оболонки. З використанням даного способу виготовляють порошковий дріт невеликих діаметрів (переважно від 1 до 2мм) для зварювання і наплавлення зі спрощеною конфігурацією замків, див. Поцекин В.Л., Рахимов К.З.Производство порошковой проволоки - Μ.: Металлургия, 1979 - С.33-39. Розглянутий спосіб не забезпечує необхідної якості дроту зі збільшеним діаметром ( порядку 8-15мм), що застосовується для введення в метал, а саме більш рівномірного ущільнення порошку , його підвищеної герметичності і т.д. Більш висока якість дроту отримана у відомому способі, прийнятому за прототип, що включає заповнення порошком попередньо сформованого з металевої стрічки жолоба, з'єднання крайок замка жолоба і наступне обтиснення утвореної оболонки з порошком з одержанням відкритої складки, шляхом місцевого вдавлення оболонки в порошок і передачі тиску на серцевину зі створенням ω - подібного профілю оболонки, див. заявку Франції №2594850, МКИ С22В 9/10, 1987 г. Даний спосіб також не забезпечує необхідного рівномірного ущільнення порошку і характеризується виникненням нерівномірних напруг в оболонці, що утворюються за рахунок її локальних деформацій тим більший, чим більше діаметр дроту, і, крім того, даний спосіб характеризується більш низькою продуктивністю. В основу винаходу поставлена задача розробити спосіб виготовлення порошкових дротових модифікаторів ω - образного профілю, в якому за рахунок нових дій і умов їхнього здійснення досягається підвищення рівномірності ущільнення, зниження напруг в оболонці, що дозволить підвищити якість модифікаторів і продуктивність процесу. Для рішення поставленої задачі в способі виготовлення порошкових дротових модифікаторів у металевій оболонці ω - образного профілю, що включає засипання порошку в сформований з металевої стрічки жолоб із крайками замка , їхнє з'єднання з одержанням замкнутої оболонки, її обтиснення і калібрування до заданого типорозміру, відповідно до винаходу, ω - образний профіль надають жолобу до засипання порошку, потім додатково ущільнюють порошок перед замиканням крайок оболонки. При цьому здійснюють багаторазове засипання порошку , ущільнюючи його перед кожним наступним засипанням за допомогою притиску, виконаного у виді привфдного диска. Крім того, ω - образний профіль жолоба формують з кутом розкриття складки 60 - 120° і висотою, не перевищуючою половини висоти перерізу жолоба, шляхом протягання металевої стрічки між профільованими роликами. Попереднє формування зі стрічки жолоба ω - образної форми перетину з висотою ребра складки, що не перевищує половини висоти перетину жолоба, до дозування порошку попереджає утворення підвищеної концентрації і нерівномірності напруг у дротовому модифікаторі, що виникають при формуванні подібної форми перетину з оболонки, заповненої порошком. Нерівномірні напруги в модифікаторі можуть викликати значне спіралевидне закручування після змотування з котушки перед введенням у розплав. При такому дефекті може порушуватися правильність уведення модифікатора в глибину рідкого металу. Попереднє утворення ω - образної форми перетину і відкритої складки полегшує створення більш рівномірного тиску на порошок і його розподіл по перетині модифікатора, тому що при цьому оболонка має необхідну піддатливість і можливість більш рівномірного обтиснення з порошком на заключних операціях. У прототипі ω - образну форму перетину дроту з відкритою складкою формують при протяганні закритої оболонки, заповненої порошком, що вимагає підвищених напруг при утворенні внутрішнього ребра і може викликати розрив оболонки. Ці недоліки можуть бути усунуті завдяки тому, що формують жолоб ω - образної форми перетину шляхом протягання металевої стрічки між профільованими роликами. Попереднє ущільнення порошку за допомогою притиску у виді приводного диска, введеного у відкритий жолоб, сприяє більш рівномірному розподілу й ущільненню порошку. Якщо ущільнення недостатнє, то порошок має тенденцію до переміщення усередині оболонки, що може викликати його втрати при введенні в рідкий розплав, отже, нерівномірний розподіл легуючих компонентів веде до погіршення якості металу. Завдяки тому, що жолоб формують з кутом розкриття складки 60 - 120°, площа перетину модифікатора тільки за рахунок гмикання ребра може ущільнюватися на 16,65 - 29,78%, що перевищує ущільнення в прототипі, що здійснюється тільки на 15% при вдавленні ребра в заповненій порошком оболонці. Таким чином, у пропонованому способі виготовлення порошкового дротового модифікатора поліпшується його якість за рахунок більш рівномірного ущільнення порошку і зниження концентрації напруг. Крім того, підвищується продуктивність, тому що після дозування порошку відбувається його попереднє ущільнення і, принаймні, одне додаткове дозування порошку. На кресленні показана технологічна схема операцій при формуванні дротового порошкового модифікатора, сполучена зі схемою варіанта лінії для виробництва модифікатора. Схема установки для виробництва порошкового модифікатора включає розмотувальнии пристрій 1 з касетою 2 для металевої стрічки 3; компенсатор 4 з напрямними роликами 5 і натяжним роликом 6; формуючий стан 7 з формуючими клетями 8 і профільованими роликами 9, 10, установленими на вхідній ділянці L1 ділянці дозування L2 і ділянці обтиснення L3; дозуючий пристрій 11, 12 і 13; притиски 14 і 15 у виді приводних дисків, які введені у жолоб і обертаються проти годинникової стрілки; притиск 16 у вигляді плоского розрівнювана порошку, 17 - калібруючу волоку; пристрій, що тягне, 18 і котушк у 19. Приводні диски і разравниватель порошку постачені гребінчатими канавками для поперечного розрівнювання порошку. При виготовленні порошкового модифікатора в металевій оболонці роблять нижченаведені операції Спочатку (на вхідній ділянці) формують з металевої стрічки жолоб ω – образного перетину 20, крайки замка і відкриту складку з внутрішнім ребром висотою, що не перевищує половини висоти перетину (на фіг. поз. а, б, в, г), при цьому протягають плоску стрічку між профільованими роликами 9 і 10. Кут розкриття відкритої складки найбільш доцільний у межах 60-120° і залежить від пластичності металу обичайки, діаметра дроту, виду порошку і т.п. Потім (на ділянці дозування L2) засипають порошок у жолоб (фіг. поз. д), попередньо ущільнюють порошок за допомогою притиску 14, введеного в жолоб (поз. є.) додатково дозують порошок у жолоб (поз. ж) і знову ущільнюють порошок за допомогою притиску 15 (поз. з), потім остаточно заповнюють жолоб порошком (поз. і) і розрівнюють його притиском 16 у вигляді плоского розрівнішача (поз. к). Після заповнення порошком (на ділянці обтиснення L3 формують замкнуту оболонку з одержанням двухвальцевого замка і внутрішнього ребра складки з висотою, менш половини висоти перетину жолоба (на фіг. поз. л. м, н, о). Оболонку з порошком остаточно обтискують у калібруючій волоці 17 з метою зниження відхилення від круглої форми і підвищення точності профілю перетину. Для даної схеми наведених операцій при застосуванні трьох дозуючих пристроїв, кількість яких залежить від діаметра формованого дроту, властивостей порошків і необхідної продуктивності (як правило не більш 3 шт.). Після калібрування дріт намотують на котушк у 19 чи вводять у рідкий метал Приклад здійснення способу. Виготовляють порошковий дротовий модифікатор у металевій оболонці діаметром 12 мм зі сталевої стрічки з розмірами 54x0,4мм. Порошок для заповнення - силікокальцій з розмірами часток до 2мм. На ділянці L1 формують з металевої стрічки жолоб ω - образного перетину глибиною 17.5мм із гнутими крайками під замок і відкриту складку з ребром h=(4 ± 1)мм. спрямованим усередину, при цьому протягають стрічку між профільованими роликами 9 і 10. На ділянці L 2 дозують порошок з дозуючого пристрою 11 на висоту жолоба (12 - 15)мм (середня висота 13,5мм), попередньо ущільнюють порошок за допомогою притиску 14 до висоти 9 мм (поз. є.), додатково дозують порошок у жолоб з наступного дозуючого пристрою 12 також на висоту (12 15мм) (середня висота 13,5мм) і ущільнюють порошок до висоти 10,5мм (поз. 3). Остаточно дозують порошок у жолоб на висоту (13 - 16)мм із дозуючого пристрою 13 і розрівнюють його притиском 16 до середньої висоти 14,5мм. Замкнуту оболонку формують при протяганні жолоба на ділянці L3 через профільовані ролики, що утворюють замок і роблять змикання відкритої складки (поз. л, м, н, о,) з одержанням круглого профілю перетину. Потім остаточно ущільнюють оболонку з порошком у калібруючий волоці до діаметра 12мм, при ущільненні щільність силікокальцію змінюється від 1.58 до 2,84г/см 3. Для теоретичного аналізу результатів порівняємо ступінь ущільнення порошку при виготовленні порошкового дроту з одного дозатора, без попереднього ущільнення. При вихідній середній висоті засипання порошку в жолоб 16мм ( максимальна величина) одержимо ступінь ущільнення для дротового модифікатора діаметром 12мм 16 - 12 a= 100% = 25% 16 Як випливає з приклада, середня висота спочатку засипаного порошку 13,5мм, після ущільнення і другого дозування досипаний шар порошку висотою 4,5 мм, при останньому дозуванні висота досипаного шару склала 4 мм, тобто сумарна величина шару порошку складе 13,5+4,5+4=22мм. Тоді за аналогією ступінь ущільнення складе 22 - 12 a= 100% = 45% 22 тобто 45/25=1,8 рази зросте обсяг порошку, обтисн утий у порошковому дротовому модифікаторі того самого розміру, що на 40% більше, ніж у прототипі, що має збільшення ступеня ущільнення в 1,29 рази. У залежності від діаметра дротового модифікатора і виду порошку можна забезпечити збільшення маси порошку в 1,3 - 1,4 рази. При визначених допущеннях за представленими у прикладі даними, можна оцінити ступінь ущільнення кожного шару після чергового дозування в такий спосіб: після 1-го засипання порошку й ущільнення до 9мм 13,5 - 9 a1 = 100% = 33,2% 13,5 ; після 2-го досипання порошку й обтиснення до 10,5мм 10,5 - 9,0 a= 100% = 33,2% 13,5 - 9,0 ; після 3-го остаточного досипання порошку і калібрування до 12мм 12 - 10,5 a= 100% = 37,5% 14,5 - 10,5 Отримані результати показують досягнуту високу рівномірність ущільнення, причому відносна величина 37,5% (різниця 4,5%) враховує змикання складки і калібрування. Технічна ефективність запропонованого способу полягає в підвищенні якості порошкового модифікатора (більш рівномірне ущільнення, зниження нерівномірних напруг в оболонці, підвищення продуктивності. У порівнянні з якісними показниками маса одного погонного метра порошкового дротового модифікатора зросте в 1,3 - 1,4 рази і вище, тобто збільшується кількість виробленого модифікатора на тому самому уста ткуванні. При цьому скорочуються виробничі площі у випадку використання способу для безпосереднього введення в рідкий метал у 1,5 - 2 рази. Одержання більш якісного порошкового дротового модифікатора підвищує рівномірність розподілу легуючих елементів у злитках і, отже, поліпшує механічні й інші якісні показники металу.
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for producing powdered wire modifiers in the metal sheath of w-like profile
Автори англійськоюLoik Valerii Petrovych, Belov Borys Fedorovych, Trotsan Anatolii Ivanovych
Назва патенту російськоюСпособ изготовления порошковых проволочных модификаторов в металлической оболочке w-подобного профиля
Автори російськоюЛоик Валерий Петрович, Белов Борис Федорович, Троцан Анатолий Иванович
МПК / Мітки
Мітки: металевій, дротових, w-подібного, спосіб, профілю, виготовлення, модифікаторів, оболонці, порошкових
Код посилання
<a href="https://ua.patents.su/3-63171-sposib-vigotovlennya-poroshkovikh-drotovikh-modifikatoriv-u-metalevijj-obolonci-w-podibnogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкових дротових модифікаторів у металевій оболонці w-подібного профілю</a>
Спосіб виготовлення порошкових дротин
Номер патенту: 40076
Опубліковано: 16.07.2001
Автори: Мехтієв Тімур Айдинович, Гринь Олександр Григорович
МПК: B23K 35/40
Мітки: порошкових, дротин, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення порошкових дротин, який полягає в формуванні з стрічки суцільного перерізу жолобчатого профілю, заповненні цього профілю шихтою, їх багаторазового сумісного волочіння через волоки до отримання дроту в вигляді оболонки з матеріалу стрічки та серцевини з матеріалу шихти, який відрізняється тим, що перед тим як ввести шихту в жолоб, сформований із стрічки, його внутрішню поверхню покривають сумішшю гідрофобізатора з...
Пристрій для прокатки порошкових матеріалів на металевій підкладці
Номер патенту: 60574
Опубліковано: 15.10.2003
Автори: Грибков Едуард Петрович, Сатонін Олександр Володимирович
Мітки: прокатки, матеріалів, порошкових, металевій, підкладці, пристрій
Формула / Реферат:
Пристрій для прокатки порошкових матеріалів на металевій підкладці, що включає плиту з пазом глибиною, що дорівнює товщині підкладки, який відрізняється тим, що на плиті на бокових зовнішніх кромках паза закріплені еластичні елементи.
Спосіб гнуття виробів u-подібного профілю та пристрій для його здійснення
Номер патенту: 57630
Опубліковано: 16.06.2003
Автори: Кирилов Генріх Леонідович, Каштанов Олександр Миколайович, Невідомський Володимир Олександрович
МПК: B21D 13/00, B21D 5/01
Мітки: u-подібного, спосіб, профілю, виробів, пристрій, гнуття, здійснення
Формула / Реферат:
1. Спосіб гнуття виробів U-подібного профілю з листової заготівки, при якому заготівку розміщують між пуансоном і матрицею, фіксують її в заданому положенні, а потім гнуть по лінії згину шляхом прикладання на пуансон зусилля, який відрізняється тим, що листову заготівку виготовляють з маркерами-виступами, розміщеними на її торцях по кінцях лінії згину, потім заготівку кладуть на матрицю і фіксують шляхом розміщення маркерів-виступів в...
Спосіб виготовлення виробів із порошкових композиційних матеріалів
Номер патенту: 47662
Опубліковано: 15.07.2002
Автори: Тихомиров Сергій Володимирович, Позняк Леонід Олександрович, Баглюк Геннадій Анатолійович
МПК: B22F 3/16
Мітки: виробів, порошкових, виготовлення, композиційних, спосіб, матеріалів
Формула / Реферат:
Спосіб виготовлення виробів із порошкових композиційних матеріалів, що включає розмол та змішування шихти з порошків легованої сталі та титановмісного матеріалу, пресування пористих заготовок, їх спікання та наступну гарячу деформацію, який відрізняється тим, що титановмісний матеріал вводиться в шихту у вигляді механічної суміші порошків титану та вуглецю, причому вуглецю у кількості 16-20 мас. % по відношенню до титану, а спікання...
Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення
Номер патенту: 36604
Опубліковано: 16.04.2001
Автори: Черняк Вадим Павлович, Черняк Михайло Вадимович
МПК: B32B 13/00, B28B 21/02, B28B 5/00, B28B 1/00
Мітки: черепиці, виготовлення, здійснення, пристрій, спосіб, профілю, профільно-площинного, товщиною, роздільного, вібрування, виробів, методом, різного, інших, формування
Формула / Реферат:
1. Cпосіб виготовлення черепиці різного профілю та інших виробів товщиною 6 - 20 мм методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шляхом вібрації, формування виробів, витримки в формах до отвердіння і расформування, який відрізняється тим, що бетонну суміш з добавкою щебеню фракції 2 - 5 мм завантажують для ущільнення на прокладку, розташовану на плиті...
Попередній патент: Пристрій для визначення резонансної частоти елементів конструкцій
Наступний патент: Лінія для виготовлення порошкових дротових модифікаторів
Випадковий патент: Спосіб підвищення виходу наупліїв з цист артемії