Електронно-променева установка для відцентрового лиття
Номер патенту: 48686
Опубліковано: 15.08.2002
Автори: Левицький Микола Іванович, Мірошниченко Володимир Іванович, Матвієць Євген Олександрович, Аникін Юрій Пилипович
Формула / Реферат
1. Електронно-променева установка для відцентрового лиття, що містить плавильний тигель, розміщений в плавильній камері, та відцентровий пристрій із змонтованою ливарною формою, яка відрізняється тим, що форма розміщена горизонтально.
2. Установка за п. 1, яка відрізняється тим, що відцентровий пристрій монтується безпосередньо в плавильній камері, де форма нагрівається до температури 180-200°С, що сприяє кращому її заповненню розплавом і зменшенню поверхневих дефектів відлитої заготовки.
3. Установка за п. 1, яка відрізняється тим, що відцентровий пристрій виконаний касетним /багатопозиційним/, а оберти надаються тільки одній формі, яка знаходиться у нижньому положенні і в яку заливається розплав.
Текст
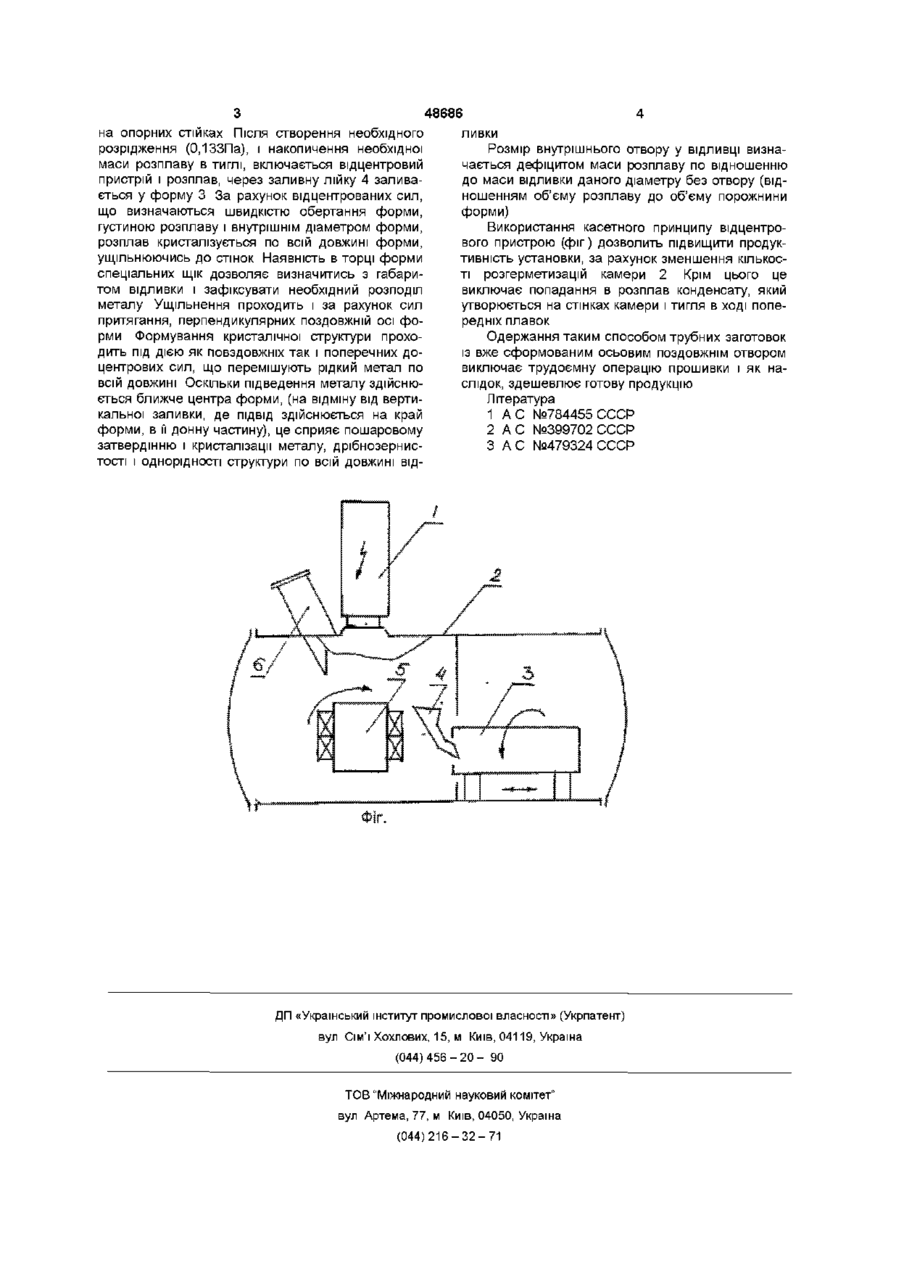
1 Електронно-променева установка для відцентрового лиття, що містить плавильний тигель, розміщений в плавильній камері, та відцентровий пристрій із змонтованою ливарною фор мою, яка відрізняється тим, що форма розміщена горизонтально 2 Установка за п 1, яка відрізняється тим, що відцентровий пристрій монтується безпосередньо в плавильній камері, де форма нагрівається до температури 180-200°С, що сприяє кращому її заповненню розплавом і зменшенню поверхневих дефектів відлитої заготовки 3 Установка за п 1, яка відрізняється тим, що відцентровий пристрій виконаний касетним /багатопозиційним/, а оберти надаються тільки одній формі, яка знаходиться у нижньому положенні і в яку заливається розплав Винахід стосується спеціальної металурги, зокрема одержання литих трубних заготовок із тугоплавких та високо реакційних металів з використанням електронно-променевих джерел нагріву ВІДОМІ способи одержання литих заготовок із тугоплавких металів в електронно-променевих установках, де покращання умов заповнення ливарних форм, передбачено відцентрові пристрої [1, 2] Загальним недоліком цих способів є громіздкість обладнання, оскільки ливарні форми закріплюються на відцентровому столі в окремих вакуумних камерах і стикуються з основною плавильною камерою перед заливкою розплаву Відома також електронно-променева установка (прототип) [3], що включає, крім основної плавильної камери, камери відцентрового лиття, ще й вакуумний затвор, що дозволяє без розгерметизації основної камери отримати декілька відливок Недоліком цієї технологічної схеми є те, що вона передбачає розміщення форм (в даному випадку- циліндричних), а отже і заповнення металу у вертикальній площині, що призводить до не рівномірності структури і ЩІЛЬНОСТІ відливки по висоті, характерної для чавуну і кольорових металів і тим паче для тугоплавких металів Задачею запропонованого винаходу є одержання однорідних за кристалічною структурою та ЩІЛЬНІСТЮ циліндричних литих трубних заготовок, у тому числі з готовим внутрішнім отвором, із сплавних тугоплавких металів, а також спрощення технологічної схеми Поставлена задача досягається тим, що в електронно-променевій установці для відцентрового лиття, що включає в себе плавильний тигель, розміщений в плавильній камері, та відцентровий пристрій із змонтованою ливарною формою, згідно з винаходом, форма розміщується горизонтально Крім того, поставлена задача досягається тим, що в електронно-променевій установці для відцентрового лиття, згідно з винаходом, відцентровий пристрій монтується безпосередньо в плавильній камері, де форма, за рахунок теплового випромінювання за час плавки металу в тиглі, нагрівається до температури 180 - 200°С, що сприяє кращому и заповненню розплавом і зменшенню поверхневих дефектів литої заготовки Крім цього, поставлена задача, досягається тим, що в електронно-променевій установці для відцентрового лиття, згідно з винаходом, відцентровий пристрій виконаний касетним (багато позиційним), а оберти надаються тільки одній формі, що знаходиться в нижньому положенні в яку заливається розплав Суть способу рисунком (фіг) Установка складається з електронно-променевого джерела нагріву 1, плавильною камерою 2, відцентрового пристрою із змонтованими формами 3, заливної лійки 4, плавильного тигля5 В тигель завантажується шихта за допомогою спеціального пристрою 6 Відцентрований пристрій 3 розміщений в камері 2 (О 00 (О 00 на опорних стійках Після створення необхідного розрідження (0,133Па), і накопичення необхідної маси розплаву в тиглі, включається відцентровий пристрій і розплав, через заливну лійку 4 заливається у форму 3 За рахунок відцентрованих сил, що визначаються швидкістю обертання форми, густиною розплаву і внутрішнім діаметром форми, розплав кристалізується по всій довжині форми, ущільнюючись до стінок Наявність в торці форми спеціальних щік дозволяє визначитись з габаритом відливки і зафіксувати необхідний розподіл металу Ущільнення проходить і за рахунок сил притягання, перпендикулярних поздовжній осі форми Формування кристалічної структури проходить під дією як повздовжніх так і поперечних доцентрових сил, що перемішують рідкий метал по всій довжині Оскільки підведення металу здійснюється ближче центра форми, (на відміну від вертикальної заливки, де ПІДВІД здійснюється на край форми, в її донну частину), це сприяє пошаровому затвердінню і кристалізації металу, дрібнозернистості і однорідності структури по всій довжині від 48686 ливки Розмір внутрішнього отвору у ВІДЛИВЦІ визначається дефіцитом маси розплаву по відношенню до маси відливки даного діаметру без отвору (відношенням об'єму розплаву до об'єму порожнини форми) Використання касетного принципу відцентрового пристрою (фіг) дозволить підвищити продуктивність установки, за рахунок зменшення КІЛЬКОСТІ розгерметизацій камери 2 Крім цього це виключає попадання в розплав конденсату, який утворюється на стінках камери і тигля в ході попередніх плавок Одержання таким способом трубних заготовок із вже сформованим осьовим поздовжнім отвором виключає трудоємну операцію прошивки і як наслідок, здешевлює готову продукцію Література 1 А С №784455 СССР 2 А С №399702 СССР 3 А С №479324 СССР ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюElectron-beam unit for centrifugal casting
Автори англійськоюAnikin Yurii Pylypovych, Levystkyi Mykola Ivanovych, Miroshnychenko Volodymyr Ivanovych, Matviiets Yevhen Oleksandrovych
Назва патенту російськоюЭлектронно-лучевая установка для центробежного литья
Автори російськоюАникин Юрий Филиппович, Левицкий Николай Иванович, Мирошниченко Владимир Иванович, Матвиец Евгений Александрович
МПК / Мітки
МПК: B22D 13/04
Мітки: відцентрового, лиття, електронно-променева, установка
Код посилання
<a href="https://ua.patents.su/2-48686-elektronno-promeneva-ustanovka-dlya-vidcentrovogo-littya.html" target="_blank" rel="follow" title="База патентів України">Електронно-променева установка для відцентрового лиття</a>
Електронно-променева установка
Номер патенту: 46059
Опубліковано: 15.05.2002
Автори: ТРИГУБ Микола Петрович, Жук Генадій Віліорович, Пап Петро Аркадійович, Васюра Віктор Миколайович, Цибань Ігор Володимирович
МПК: B22D 9/00, C22B 9/04, C21C 5/56, H01J 37/305
Мітки: установка, електронно-променева
Формула / Реферат:
1. Електронно-променева установка, яка містить камери заготівки, плавки, формування зливка та електронно-променевого нагрівача, проміжну ємність, кристалізатор, стіл з розташованими на ньому елементами утримання зливка, піддон та механізм його переміщення, механізм подачі заготівки, яка відрізняється тим, що стіл розташований в камері формування зливка та має щонайменш два прохідних отвори, де встановлені кристалізатори, які мають в нижній...
Пристрій для відцентрового лиття
Номер патенту: 754
Опубліковано: 15.03.2001
Автори: Штань Ілона Владиславівна, Мітрус Олександр Володимирович, Суржанський Станіслав Костянтинович
МПК: B22D 13/06
Мітки: лиття, відцентрового, пристрій
Формула / Реферат:
Пристрій для відцентрового лиття, що містить корпус з приєднаним до нього двигуном, форму для заливки, тигель з шихтою, систему вакуумування, систему подачі інертного газу, систему управління роботою електричного двигуна, плавильне пристосування, який відрізняється тим, що він забезпечений відцентровим столом, установленим на валу двигуна з прикріпленою до нього касетою, всередені якої розміщені тигель-тримач, тигель з шихтою, металоприймач,...
Електронно-променева установка
Номер патенту: 42761
Опубліковано: 15.11.2001
Автори: Цибань Ігор Володимирович, Васюра Віктор Миколайович, Іванов Микола Маркович, Жук Генадій Віліорович, ДЕРЕЧА Олександр Якович, Березовський Михайло Ельович, ТРИГУБ Микола Петрович
Мітки: електронно-променева, установка
Формула / Реферат:
Электронно-лучевая установка, содержащая плавильную камеру, камеру пушек с плитой пушек и электронно-лучевым нагревателем, промежуточную емкость и кристаллизатор, механизм подачи заготовки, механизм вытягивания слитка, отличающаяся тем, что камера пушек выполнена в виде двух разъемных частей, поверхности которых расположены под острым углом к горизонтальной плоскости, причем нижняя часть камеры пушек неподвижно закреплена на плавильной...
Електронно-променева установка для плавки металів і сплавів
Номер патенту: 42762
Опубліковано: 15.11.2001
Автори: Калинюк Олексій Миколайович, ДЕРЕЧА Олександр Якович, Васюра Віктор Миколайович, Березовський Михайло Ельович, ТРИГУБ Микола Петрович, Пап Петро Аркадійович
МПК: C22B 9/04, C21C 5/56, C22B 9/22
Мітки: сплавів, установка, електронно-променева, металів, плавки
Формула / Реферат:
Электронно-лучевая установка для плавки металлов и сплавов, содержащая вакуумную плавильную камеру с днищем, промежуточную емкость и кристаллизатор, блок электронно-лучевого нагревателя на приводной каретке, камеру загрузки и механизм подачи заготовки, камеру слитка на тележке, механизм вытягивания слитка, механизм вертикального перемещения камеры слитка, отличающаяся тем, что механизм вертикального перемещения камеры слитка прикреплен к...
Пристрій для відцентрового лиття
Номер патенту: 32067
Опубліковано: 15.12.2000
Автори: Суржанський Станіслав Костянтинович, Мітрус Олександр Володимирович, Штань Ілона Владиславівна
МПК: B22D 13/06
Мітки: пристрій, лиття, відцентрового
Текст:
...до корпусу приєднано газохід 7 з теплообмінником 8, через який газ надходить або у вакуумний насос 32 (через вентиль 111 або в атмосферу (через вентиль 10), Тут же прикріплюється термопара 12, що контролює залишковий тиск в камері. Кришка 3 має вікно для спостереження 13, через яке здшснюєтся візуальний контроль за процесом плавки. Передбачене введення оптичного пірометра для нагляду за температурою рідкого металу . До відцентрового столу 6...
Попередній патент: Спосіб отримання комплексу пептидних фрагментів гемоглобіну
Наступний патент: Спосіб оцінки спонтанної хемілюмінесценції
Випадковий патент: Фунгіцидна композиція