Спосіб виготовлення композиційного магнітно-абразивного порошку
Формула / Реферат
1. Спосіб виготовлення композиційного магнітно-абразивного порошку, що включає одержання пластичної суміші порошкових компонентів, феромагнітного і абразивного матеріалів, а також пластифікатора та наступне перетворення цієї суміші на магнітно-абразивний порошок, який відрізняється тим, що вказану суміш компонентів спочатку подрібнюють на порошок, що складається з однакових за розмірами зерен, отриманий порошок висушують, кожну зернину порошку спочатку відокремлюють від загальної маси, переносять у хімічно інертне середовище для термообробки, там короткочасним нагріванням розплавляють її феромагнітну складову і зразу охолоджують кожну зернину до твердого стану.
2. Спосіб за п. 1, який відрізняється тим, що процес висушування порошку ведуть при температурі 100-120оС.
3. Спосіб за п. 1, який відрізняється тим, що процес відокремлювання кожної зернини від загальної маси порошку ведуть шляхом псевдозріджування загальної маси фракції порошку.
4. Спосіб за п. 1, який відрізняється тим, що процес відокремлювання зерен від загальної маси порошку виконують шляхом почергового приведення їх до стану вільного падіння.
5. Спосіб за п. 1, який відрізняється тим, що процес нагрівання і охолоджування зерен порошку виконують шляхом пропускання їх через гарячу і холодну зони хімічно інертного середовища.
6. Спосіб за п. 4, який відрізняється тим, що температура гарячої зони обробки порошку на 50-100°С вища за температуру плавлення феромагнітного компонента.
7. Спосіб за п. 4, який відрізняється тим, що тривалість утримування зерен у гарячій зоні термообробки регулюють швидкістю руху цих зерен через вказану зону.
8. Спосіб за п. 4, який відрізняється тим, що тривалість утримування зерен у гарячій зоні термообробки регулюють товщиною шару цієї зони.
Текст
1. Спосіб виготовлення композиційного магнітноабразивного порошку, що включає одержання пластичної суміші порошкових компонентів, феромагнітного і абразивного матеріалів, а також пластифікатора та наступне перетворення цієї суміші на магнітноабразивний порошок, який відрізняється тим, що вказану суміш компонентів спочатку подрібнюють на порошок, що складається з однакових за розмірами зерен, отриманий порошок висушують, кожну зернину порошку спочатку відокремлюють від загальної маси, переносять у хімічно інертне середовище для термообробки, там короткочасним нагріванням розплавляють її феромагнітну складову і зразу охолоджують кожну зернину до твердого стану. 2. Спосіб за п. 1, який відрізняється тим, що процес висушування порошку ведуть при температурі 100120°С. 3. Спосіб за п. 1, який відрізняється тим, що процес відокремлювання кожної зернини від загальної маси порошку ведуть шляхом псевдозріджування загальної маси фракції порошку. 4. Спосіб за п 1, який відрізняється тим, що процес відокремлювання зерен від загальної" маси порошку виконують шляхом почергового приведення їх до стану вільного падіння. 5. Спосіб за п 1, який відрізняється тим, що процес нагрівання і охолоджування зерен порошку виконують шляхом пропускання їх через гарячу і холодну зони хімічно інертного середовища 6. Спосіб за п. 4, який відрізняється тим, що температура гарячої зони обробки порошку на 50-100°С вища за температуру плавлення феромагнітного компонента. 7. Спосіб за п. 4, який відрізняється тим, що тривалість утримування зерен у гарячій зоні термообробки регулюють швидкістю руху цих зерен через вказану зону 8 Спосіб за п. 4, який відрізняється тим, що тривалість утримування зерен у гарячій зоні термообробки регулюють товщиною шару цієї зони. Корисна модель належить до галузі виготовлення абразивного інструменту для магнітно-абразивної обробки виробів. Відомі способи виготовлення композиційного магнітно-абразивного порошку Одним з відомих способів є спосіб за патентом США [1]. Він ґрунтується па змішуванні подрібнених магнітних і абразивних матеріалів з наступним спіканням цих компонентів І подрібненням спеченої маси на окремі зерна. Особливістю цього способу є те, що під час нагрівання суцільної маси суміші компонентів її поверхневі шари нагріваються швидше від внутрішніх Тому для досягнення ефекту повного спікання глибинних шарів суцільної' маси її ЗОВНІШНІ шари перебувають у розпеченому стані значно довше, ніж це для них необхідно У розпеченому стані матеріали абразива і феромагнітної" маси реагують між собою. Вони взаємно зменшують свої головні якості - магнітні і абразивні властивості. Тому порошок з такої спеченої" маси виходить недостатньо якісним Особливістю цього способу є і те, що при подрібненні зерна виходять різними за формою і розмірами, а магнгтна і абразивна складові нерівномірно розподілені по їх поверхні Через недостатню адгезію частина абразивних складових під час роботи відривається від магнітних і зерна порошку втрачають свою роботоспроможність. Відомий, також, спосіб за авторським свідоцтвом СРСР [2] - прототип. За цим способом для виготовлення магнітно-абразивного порошку використовують додаткову складову - пластифікатор Дія пластифікатора така, що під час термообробки порошку той случає каталізатором і сприяє міцнішому закріпленню зернин абразиву па феромагнітних зернинах порошку. Цей спосіб включає одержання суміші пластифікатора з подрібненими феромагнітним І абразивним компонентами при кімнатній температурі, наступне їх спікання та подрібнення на порошок За цим способом передбачається витримка такої температури і тривалості режиму термообробки, при котрому розплавляється феромагнітна складова, щоб у ній застрягли зернини абразива, і наступне охолодження спеченої суміші. За цим способом силами змочування абразивні зерна міцно приєднуються до феромагнітної складової. Але за рахунок тривалого перебування у розпеченому стані цьому порошкові притаманні недоліки, що й порошкові, отриманому за попереднім патентом. ю о> оо 4895 через сито, екструзією чи прокаткою. Зерна однієї фракції порошку виготовляють однаковими між собою за розмірами Розмір зерен завдають технологією. Отриманий порошок висушують при температурі 100120°С. Таким чином отримують декілька фракцій порошку, котрі однакові за своїм складом, але різні за розмірами зернин. Некондиційні за розміром зерен фракції порошку знову об'єднують у тістоподібну масу і повторно виготовляють з неї кондиційний порошок. При подрібненні суміші (спресованої і спеченої) магнітні зернини утворюються також різними за розмірами і формою. У роботі абразивна дія зернини порошку на поверхню деталі, котру обробляють, залежить від магнітної маси цієї зернини, тобто залежить від її величини. Тому крупніші зернини порошку дають меньший рівень чистоти поверхні, а дрібніші зерна дають більш високу чистоту поверхні деталі. З рештою чистота поверхні при магнітно-абразивному обробітку визначається розміром більших зернин цього мапнгтно-абразивного порошку. Тому отриманий від подрібнення спеченої маси порошок розділяють на ряд фракцій за розмірами зерен Але, навгть при однакових за розмірами, одні зерна можуть мати овальну форму, а інші мати гострі кути. Зернини з гострими краями дають менший рівень чистоти поверхні ніж зернини тієї ж величини, але з овальною поверхнею. Задачею (ціллю) корисної моделі, що пропонується, є надання зернинам порошку однакової кулькоподібної форми збереження магнітної і абразивної* властивостей складових, а також підвищення адгезійного зв'язку між магнгтною і абразивною складовими цих зернин. Вирішення поставленої задачі дозволить отримувати магнітно-абразивні порошки з високими властивостями їх фізичних характеристик - абразивної спроможності, магнітної проникності, індукції насичення, строку служби. У запропонованому способі виготовлення магнітно-абразивного порошку, що включає одержання пластичної суміші порошкових компонентів з феромагнітного і абразивного матеріалів, а також з пластифікатора і перетворення цієї суміші на магнггноабразивний порошок, вказану суміш компонентів подрібнюють у пластифікованому стані, отриманий порошок висушують і кожну зернину фракцн порошку спочатку відокремлюють від загальної маси, переносять у хімічно-інертне середовище для термообробки і там короткочасним нагріванням розплавляють її феромагнітну складову і раптовим охолодженням приводять кожну зернину до твердого стану. Відокремлювання зернин від загальної маси порошку виконують шляхом псевдозріджування, або почергового приведення їх до стану вільного падіння Температура гарячої зони термообробітку порошку на 50-100°С вища за температуру плавлення феромагнітного компонента. Час утримування зернин порошку у гарячій зоні термообробітку залежить від величини цих зернин. В якості основного компонента беруть подрібнене залізо, або його сплав, що мас хороші феромагнітні властивості. В якості компонента - абразива беруть твердозернисті порошки, наприклад карбіди перехідних металів, карбід чи нггрид бора, окисел алюмінію, то що. В якості пластифікатора для зв'язування компонентів може бути речовина, котра зумовлює злипання порошків у тістоподібну масу, наприклад 50% водяний розчин полівінілового спирту. З цих компонентів виготовляють тістоподібну суміш, а з суміші - порошки за відомими технологіями, наприклад шляхом протирання тістоподібної' маси Комп'ютерна верстка В Мацело У процесі термообробки кожна зернина повинна бути виокремленою від інших зернин, нагрітою так, щоб розплавилась її феромагнітна складова, і дати ЇЇ раптово захолонути. Розплавлена феромагнітна складова за рахунок поверхневої' сили натяжіння стане кулькоподібною за формою, а за рахунок сил змочування добре пристане до абразивних частинок. Зернини у розплавленому стані не повинні торкатись між собою, щоб не зливатись у більші зернини Тому кожну зернину фракції порошку спочатку відокремлюють від загальної' маси, переносять у хімічно інертне середовище для термообробки, там короткочасним нагріванням розплавляють її феромапнгтну складову І раптовим охолодженням приводять кожну зернину до твердого стану. Процес відокремлювання кожної зернини від загальної маси порошку ведуть шляхом псевдозріджування загальної маси фракцм1 порошку, або шляхом почергового приведення їх до стану вільного падіння, тобто зернини зсипають і вони, падаючи, пролггають через зону термообробки Температура гарячої' зони термообробки порошку на 50-100°С вища за температуру плавлення феромагнггного компонента. Тривалість утримування зернин фракції у гарячій зоні обробітку залежить від величини зернин цієї фракції. Цю тривалість регулюють швидкістю руху зернин через гарячу зону, або товщиною шару цієї зони. У процесі термообробки залишки пластифікатора випаровуються і виганяють. Завдяки тому, що кожна окремо взята зернина порошку мас дуже малі розміри і масу, вона дуже швидко нагрівається, щоб її феромагнітна складова розплавилась і змочила набагато менші абразивні зернинки, також швидко охолоджується і затвердіває Дуже короткий проміжок часу термообробки зернин порошку перешкоджає ХІМІЧНІЙ реакції зберігає їх магнітні і абразивні властивості. Спосіб, що пропонується, дає можливість виготовляти магнггно-абразивні порошки високої якості, зробити виробництво безвщходним і підняти продуктивність процесу. Даний-спосіб у малому об'ємі під мікроскопом був змодульований в научно-технологічному центрі "Реактивелектрон" НЛН України у м.Донецьку. Дослід підтвердив можливість промислового випуску порошку після створення відповідних пристроїв. Джерела інформації, що взяті до уваги при експертизі: 1. Патент США №3723092, Н.кл.51-215, 1970р. "Спосіб отримування магнгтно-абразивних матеріалів" 2. Авторське свідоцтво СРСР №737203, М.кл. В24ДЗ/34 "Спосіб виготовлення магнігно-абразивного матеріалу" - прототип. Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of composite magnetic-abrasive powder
Автори англійськоюPolischuk Volodymyr Sydorovych
Назва патенту російськоюСпособ изготовления композиционного магнитно-абразивного порошка
Автори російськоюПолищук Владимир Сидорович
МПК / Мітки
Мітки: композиційного, виготовлення, магнітно-абразивного, порошку, спосіб
Код посилання
<a href="https://ua.patents.su/2-4895-sposib-vigotovlennya-kompozicijjnogo-magnitno-abrazivnogo-poroshku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення композиційного магнітно-абразивного порошку</a>
Спосіб виготовлення магнітно-анізотропного порошку і пристрій для його здійснення
Номер патенту: 63123
Опубліковано: 15.01.2004
Автори: Салуян Олена Олексієвна, Блохін Олександр Григорович, Шалімов Сергій Ігорович
МПК: H01F 1/032, B22F 1/00
Мітки: порошку, виготовлення, магнітно-анізотропного, здійснення, спосіб, пристрій
Формула / Реферат:
1. Спосіб виготовлення магнітно-анізотропного порошку, що включає дроблення продукту, отриманого з розплавленого металу, здрібнювання, формування в магнітному полі і термообробку, який відрізняється тим, що здрібнення виконують шляхом циклічної деформації зі зрушенням, причому кожен цикл виконують при нагріванні зі ступінчатою зміною температури і при накладенні магнітного поля.2. Пристрій для виготовлення магнітно-анізотропного...
Спосіб виготовлення композиційного алмазовмісного матеріалу
Номер патенту: 70817
Опубліковано: 15.10.2004
Автори: Борисова Ніна Миколаївна, Нікітін Юрій Іванович, Богатирьова Галина Павлівна, Полторацький Володимир Григорович, Дабіжа Віктор Євгенович, Новіков Микола Васильович
МПК: C23C 4/10, C01B 31/06
Мітки: спосіб, матеріалу, виготовлення, алмазовмісного, композиційного
Формула / Реферат:
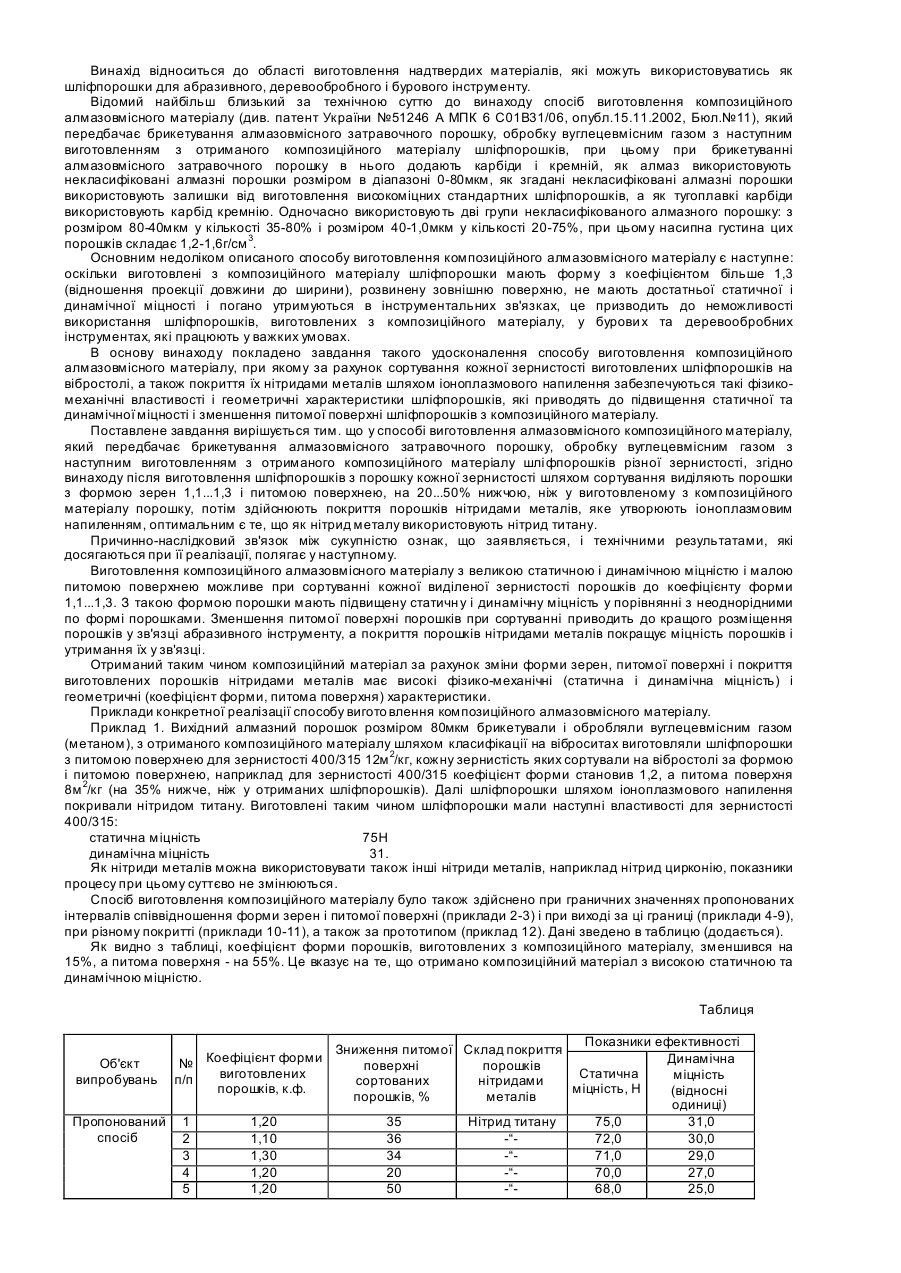
1. Спосіб виготовлення композиційного алмазовмісного матеріалу, який передбачає брикетування алмазовмісного затравочного порошку, обробку вуглецевмісним газом з наступним виготовленням з отриманого композиційного матеріалу шліфпорошків різної зернистості, який відрізняється тим, що після виготовлення шліфпорошків з порошку кожної зернистості шляхом сортування виділяють порошки з формою зерен 1,1...1,3 і питомою поверхнею на 20...50% нижчою,...
Спосіб виготовлення срібного порошку
Номер патенту: 61456
Опубліковано: 17.11.2003
Автори: Чередніченко Олександр Степанович, Гаманухо Валерій Ігорович, Ісаенко Едуард Валентинович
МПК: H01M 4/58, B22F 9/00, H01M 10/24
Мітки: виготовлення, порошку, срібного, спосіб
Формула / Реферат:
1. Контактний пристрій, виконаний з горизонтальних дископодібних пластин і вертикальних тангенціальних перегородок, який відрізняється тим, що зібрані в пакет горизонтальні дископодібні пластини виконані перфорованими і розділені між собою тангенціальними перегородками, установленими під кутом 0-17° до дотичної окружності внутрішнього центрального отвору горизонтальної дископодібної пластини і забезпечені вікнами-просічками, площа перерізу...
Спосіб виготовлення срібного порошку
Номер патенту: 60062
Опубліковано: 15.12.2004
Автори: Гаманухо Валерій Ігорович, Чередніченко Олександр Степанович, Ісаєнко Едуард Валентинович
МПК: H01M 10/24, B22F 9/16, H01M 4/34
Мітки: виготовлення, срібного, спосіб, порошку
Формула / Реферат:
Спосіб виготовлення срібного порошку, який полягає в розчиненні металевого срібла в азотній кислоті, осадженні оксиду срібла лугом, промиванні оксиду срібла водою, сушінні та термообробці, який відрізняється тим, що термообробку оксиду срібла проводять без попереднього сушіння в два етапи - при температурі 200 - 250°С протягом 1,5 - 2,0 годин та при температурі 400 - 450°С протягом 3-3,5 годин з розсівом порошку на ситах після кожної стадії...
Спосіб виготовлення абразивного інструменту
Номер патенту: 35371
Опубліковано: 15.03.2001
Автори: Мєльнікова Олена Павлівна, Пєтухова Олена Володимирівна, Бабічєв Анатолій Прокопович, Кравченко Борис Васильович
МПК: B24D 17/00, B24D 18/00, C08J 5/14, C08L 25/00
Мітки: інструменту, спосіб, виготовлення, абразивного
Формула / Реферат:
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче, перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із...
Попередній патент: Огороджувальна конструкція
Наступний патент: Піраміда для підсилення універсальної енергії “трибуна”
Випадковий патент: Шпонкове з'єднання