Механізм подачі мастила в зону тертя штампа

Формула / Реферат
Механізм подачі мастила в зону тертя штампа, який виконаний у вигляді корпуса зі змащувальними елементами, який взаємодіє з пуансоном, систем підпружинення і подачі мастила, які кріпляться до верхньої плити штампа, який відрізняється тим, що механізм змащення виконано з двох аналогічних підпружинених корпусів, які встановлені на вході штампа, один корпус кріпиться до верхньої плити, а другий - до нижньої змащувальними елементами одні до одних по лініях наступного роз'єднання матеріалу, причому кількість пар змащувальних елементів рівна кількості наступних зрізів, а висота змащувальних елементів нижнього корпуса відносно різальної площини матриці виступає на висоту деформації змащувальних елементів, а рівень висоти верхнього корпуса визначено допустимою величиною деформації верхніх змащувальних елементів і їх контактом з оброблюваною полосою, віддаль встановлення корпусів відносно першого пуансона рівна розрахунковій довжині заготовки з врахування розмірів деталі і величин перемичок при виготовленні готової деталі, крім цього нижній корпус встановлено на циліндричні пружини, кінці яких збазовані у самому корпусі і спеціальній підставці, яка зі стяжними болтами жорстко закріплена до нижньої плити штампа.
Текст
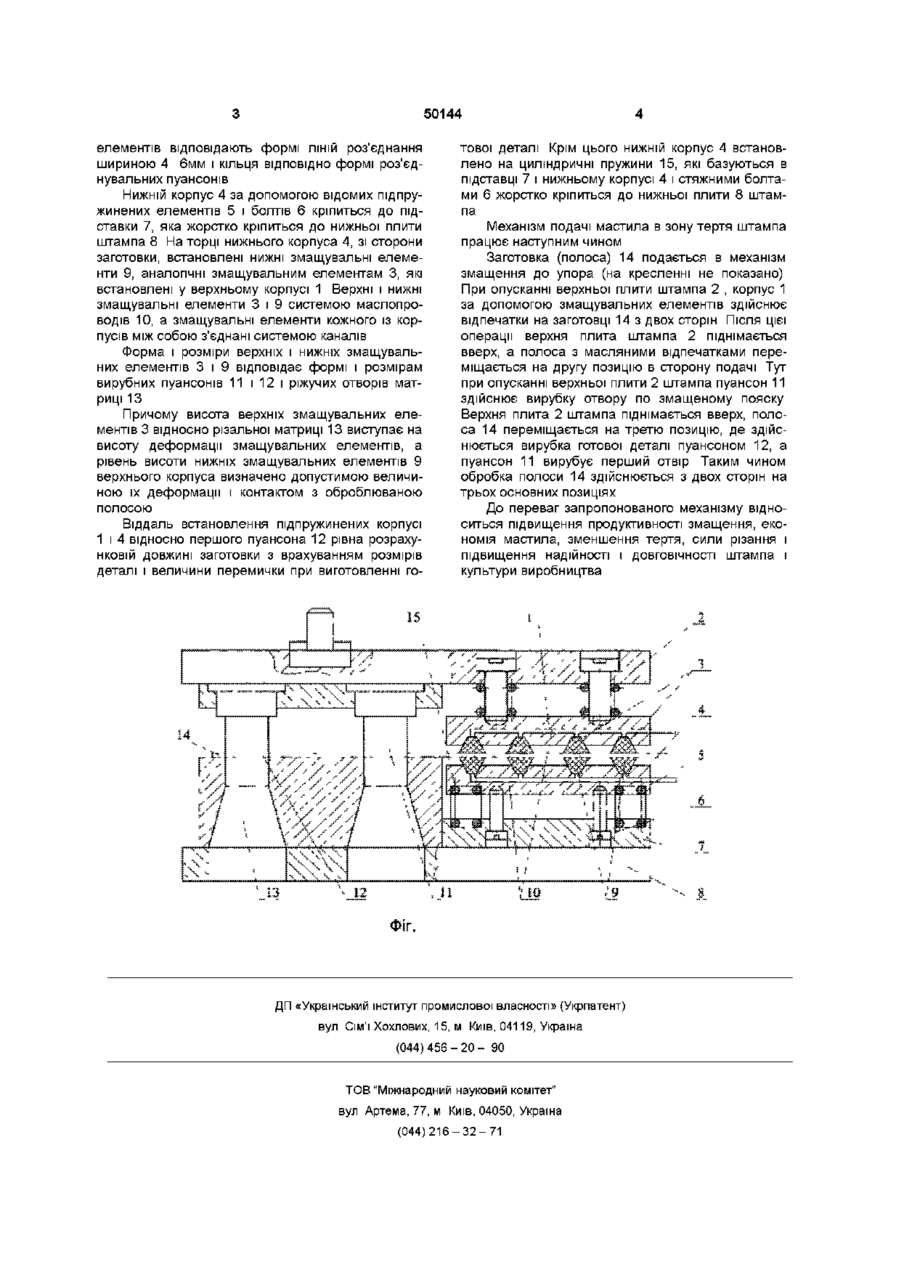
Механізм подачі мастила в зону тертя штампа, який виконаний у вигляді корпуса зі змащувальними елементами, який взаємодіє з пуансоном, систем підпружинення і подачі мастила, які кріпляться до верхньої плити штампа, який відрізняється тим, що механізм змащення виконано з двох аналогічних підпружинених корпусів, які встановлені на вході штампа, один корпус кріпиться до верхньої плити, а другий - до нижньої змащувальними елементами одні до одних по Винахід відноситься до галузі машинобудування і може мати широке використання в механізмах тертя штампів і іншого технологічного оснащення Відомий механізм для подачі мастила в зону тертя штампів, який виконаний у вигляді корпуса зі змащувальними елементами, який взаємодіє з пуансоном, систем підпружинення і подачі мастила, які кріпляться до верхньої плити штампа (А С №1013036, СРСР, Бюл 15,1988, автори Гевко Б М , Рогатинський Р М ) Основний недолік механізму в тому, що він не забезпечує змащення полоси з двох сторін і по декількох ЛІНІЯХ зрізу Основна мета винаходу - підвищення продуктивності змащення полоси в штамповому обладнанні і по всіх ЛІНІЯХ зрізу і з двох сторін, що забезпечить зменшення тертя сили різання і економії мастила Поставлена мета винаходу є створення механізма подачі мастила в зону тертя штампів по всіх ЛІНІЯХ зрізу і з двох сторін полоси, яка досягається шляхом виконання механізму у вигляді корпуса зі змащувальними елементами, який взаємодіє з пуансоном, систем підпружинення і подачі мастила, які кріпляться до верхньої плити штампа і відрізняється тим, що механізм змащення виконано з двох аналогічних підпружинених корпусів, які вста ЛІНІЯХ наступного роз єднання матеріалу, причому КІЛЬКІСТЬ пар змащувальних елементів рівна КІЛЬ КОСТІ наступних зрізів, а висота змащувальних елементів нижнього корпуса відносно різальної площини матриці виступає на висоту деформації змащувальних елементів, а рівень висоти верхнього корпуса визначено допустимою величиною деформації верхніх змащувальних елементів і їх контактом з оброблюваною полосою, віддаль встановлення корпусів відносно першого пуансона рівна розрахунковій довжині заготовки з врахування розмірів деталі і величин перемичок при виготовленні готової деталі, крім цього нижній корпус встановлено на циліндричні пружини, КІНЦІ ЯКИХ збазовані у самому корпусі і спеціальній підставці, яка зі стяжними болтами жорстко закріплена до нижньої плити штампа новлені на вході штампа, один корпус встановлено до верхньої плити, а другий - до нижньої змащувальними елементами одні до одних по ЛІНІЯХ наступного роз'єднання матеріалу, причому КІЛЬКІСТЬ пар змащувальних елементів рівна КІЛЬКОСТІ наступних зрізів, а висота нижніх змащувальних елементів нижнього корпуса відносно різальної площини матриці виступає на висоту деформації змащувальних елементів, а рівень висоти верхнього корпуса визначено допустимою величиною деформації верхніх змащувальних елементів і їх контактом з оброблюваною полосою, віддаль встановлення корпусів відносно першого пуансона рівна розрахунковій довжині заготовки з врахування розмірів деталі і величин перемичок при виготовленні готової деталі, крім цього нижній корпус встановлено на циліндричні пружини, КІНЦІ ЯКИХ збазовані у самому корпусі і спеціальній підставці, яка зі стяжними болтами жорстко закріплена до нижньої плити штампа На фігурі зображено механізм подачі мастила в зону тертя штампа послідовної дії Він складається з верхнього корпуса 1, який за допомогою відомої підпружиненої системи кріплення кріпиться до верхньої плити штампа 2 На торці корпуса 1, зі сторони заготовки, встановлені верхні змащувальні елементи 3, їх стільки скільки ЛІНІЙ роз'єднань, а ВІДПОВІДНО і пуансонів Розміри змащувальних О ю 50144 елементів відповідають формі ЛІНІЙ роз'єднання шириною 4 6мм і кільця ВІДПОВІДНО формі роз'єднувальних пуансонів Нижній корпус 4 за допомогою відомих підпружинених елементів 5 і болтів 6 кріпиться до підставки 7, яка жорстко кріпиться до нижньої плити штампа 8 На торці нижнього корпуса 4, зі сторони заготовки, встановлені нижні змащувальні елементи 9, аналогічні змащувальним елементам 3, які встановлені у верхньому корпусі 1 Верхні і нижні змащувальні елементи 3 і 9 системою маслопроводів 10, а змащувальні елементи кожного із корпусів між собою з'єднані системою каналів Форма і розміри верхніх і нижніх змащувальних елементів 3 і 9 відповідає формі і розмірам вирубних пуансонів 11 і 12 і ріжучих отворів матриці 13 Причому висота верхніх змащувальних елементів 3 відносно різальної матриці 13 виступає на висоту деформації змащувальних елементів, а рівень висоти нижніх змащувальних елементів 9 верхнього корпуса визначено допустимою величиною їх деформації і контактом з оброблюваною полосою Віддаль встановлення підпружинених корпусі 1 і 4 відносно першого пуансона 12 рівна розрахунковій довжині заготовки з врахуванням розмірів деталі і величини перемички при виготовленні го тової деталі Крім цього нижній корпус 4 встановлено на циліндричні пружини 15, які базуються в підставці 7 і нижньому корпусі 4 і стяжними болтами 6 жорстко кріпиться до нижньої плити 8 штампа Механізм подачі мастила в зону тертя штампа працює наступним чином Заготовка (полоса) 14 подається в механізм змащення до упора (на кресленні не показано) При опусканні верхньої плити штампа 2 , корпус 1 за допомогою змащувальних елементів здійснює відпечатки на заготовці 14 з двох сторін Після цієї операції верхня плита штампа 2 піднімається вверх, а полоса з масляними відпечатками переміщається на другу позицію в сторону подачі Тут при опусканні верхньої плити 2 штампа пуансон 11 здійснює вирубку отвору по змащеному пояску Верхня плита 2 штампа піднімається вверх, полоса 14 переміщається на третю позицію, де здійснюється вирубка готової деталі пуансоном 12, а пуансон 11 вирубує перший отвір Таким чином обробка полоси 14 здійснюється з двох сторін на трьох основних позиціях До переваг запропонованого механізму відноситься підвищення продуктивності змащення, економія мастила, зменшення тертя, сили різання і підвищення надійності і ДОВГОВІЧНОСТІ штампа і культури виробництва ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMechanism of feeding lubricant into friction zone of a die
Автори англійськоюHupka Bohdan Vasyliovych
Назва патенту російськоюМеханизм подачи смазки в зону трения штампа
Автори російськоюГупка Богдан Васильевич
МПК / Мітки
МПК: B21D 37/00
Мітки: зону, тертя, мастила, механізм, штампа, подачі
Код посилання
<a href="https://ua.patents.su/2-50144-mekhanizm-podachi-mastila-v-zonu-tertya-shtampa.html" target="_blank" rel="follow" title="База патентів України">Механізм подачі мастила в зону тертя штампа</a>
Пристрій для подачі мастила
Номер патенту: 720
Опубліковано: 15.02.2001
Автори: Мордовець Юрій Анатолійович, Діамантопуло Костянтин Костянтинович
МПК: B21D 37/00, B21J 3/00
Мітки: пристрій, подачі, мастила
Формула / Реферат:
1. Пристрій для подачі мастила, що містить корпус з встановленою в ньому гільзою з можливістю взаємного радіального зміщення і обладнаною соплами, розташованими співвісно камерам розпилювання, отвір під штуцер для всмоктування мастила, систему підведення повітря, який відрізняється тим, що сопла виконані радіально по всій довжині гільзи.2. Пристрій для подачі мастила по п.1. який відрізняється тим, що осі сопел та отворів під штуцери...
Пристрій для подання стрічкового матеріалу в робочу зону вирубного штампа
Номер патенту: 12830
Опубліковано: 28.02.1997
Автори: Власенко Борис Іванович, Корсун Вячеслав Миколайович, Жерновий Віктор Миколайович
МПК: B30B 15/30, B21D 43/00
Мітки: стрічкового, вирубного, пристрій, матеріалу, зону, робочу, подання, штампа
Формула / Реферат:
(57)1 Устройство для подачи лен точного материала в рабочую зону вырубного штампа содержащее установленный на основании кулачковый приводной вал, направляющую рейку, смонтированную на нижней плите штампа, подающую каретку с захватными органами, установленную на направляющей рейке с возможностью возвратно-поступательного перемещения, приводной двуплечий подпружиненный рычаг, щарнирно закрепленный на основании, один конец которого связан с...
Пристрій для подачі штучних заготовок в робочу зону преса
Номер патенту: 9324
Опубліковано: 30.09.1996
Автори: Таланчук Микола Макарович, Півницький Степан Миколайович
МПК: B30B 15/30, B21D 43/04, B21D 13/00
Мітки: штучних, заготовок, подачі, робочу, зону, преса, пристрій
Формула / Реферат:
1. Устройство для подачи штучных заготовок в рабочую зону пресса с механизмом управления, содержащее основание, магазин, шибер, установленный с возможностью перемещения по направляющим, привод перемещения шибера, отличающееся тем, что, с целью расширения номенклатуры обрабатываемых изделий, привод перемещения шибера выполнен в виде электродвигателя, кинематически связанного с ним через ременную передачу червячного редуктора, кривошипа,...
Направляюча пара тертя штампу
Номер патенту: 45227
Опубліковано: 15.03.2002
Автори: Гупка Богдан Васильович, Гупка Василь Васильович, Гудь Віктор Зіновійович, Гевко Іван Богданович
МПК: B21D 37/00
Мітки: направляюча, тертя, пара, штампу
Формула / Реферат:
Направляюча пара тертя штампа, яка виконана у вигляді колонки і втулки, що охоплює колонку по зовнішній поверхні, колонка, яка виконана з внутрішнім глухим отвором з боку втулки, жорстко прикріплена верхнім кінцем до верхньої плити, а втулка жорстко прикріплена до нижньої плити, причому в нижній частині втулки встановлено підпружинений плунжер з можливістю осьового переміщення, яка відрізняється тим, що у верхній частині внутрішнього отвору...
Вузол тертя чотирьохкулькової машини тертя

Номер патенту: 35796
Опубліковано: 16.04.2001
Автори: Плахетко Орест Ярославович, Овецький Сергій Олександрович, Дрогомирецький Ярослав Миколайович
МПК: G01N 3/56
Мітки: чотирьохкулькової, вузол, машини, тертя
Формула / Реферат:
Вузол тертя чотирьохкулькової машини тертя, що складається із з'єднаного з приводом обертання конічного патрона із закріпленого у ньому за допомогою цанги верхньої кульки, корпуса, верхньої кришки із ущільненням, нижньої кульки з глухою різьбовою пробкою (типу клапана-розрядника), в якій встановлюється чашка з трьома нижніми випробувальними кульками, що затискуються конічною циліндричною втулкою, який відрізняється тим, що оснащений додатково...
Попередній патент: Спосіб очищення води від барвників
Наступний патент: Спосіб виробництва молока коров’ячого питного, збагаченого йодованим білком
Випадковий патент: Порошковий стрічковий електрод для зносостійкого наплавлення