Відновлювальний спосіб виготовлення індійського булату
Формула / Реферат
Відновлювальний спосіб виготовлення індійського булату, що включає завантаження гранульованого заліза і порошкоподібної вуглецевої речовини в тигель печі, герметизацію тигля, плавлення заліза, кування і термічну обробку виробу, який відрізняється тим, що шихту завантажують в тигель, попередньо нагрітий до температури, величина якої знаходиться в межах від 250 ![]() до температури плавлення шихти, кування здійснюють легкими ударами молота, робоча поверхня якого має твердість 100 - 240 НВ, з багаторазовим нагріванням при температурі 850-700
до температури плавлення шихти, кування здійснюють легкими ударами молота, робоча поверхня якого має твердість 100 - 240 НВ, з багаторазовим нагріванням при температурі 850-700 ![]() і піддають виріб гартуванню у воді з кувального нагрівання при температурі 765-800
і піддають виріб гартуванню у воді з кувального нагрівання при температурі 765-800 ![]() , а при досягненні температури заготовок - виробів 120 – 320
, а при досягненні температури заготовок - виробів 120 – 320 ![]() охолодження здійснюють на повітрі.
охолодження здійснюють на повітрі.
Текст
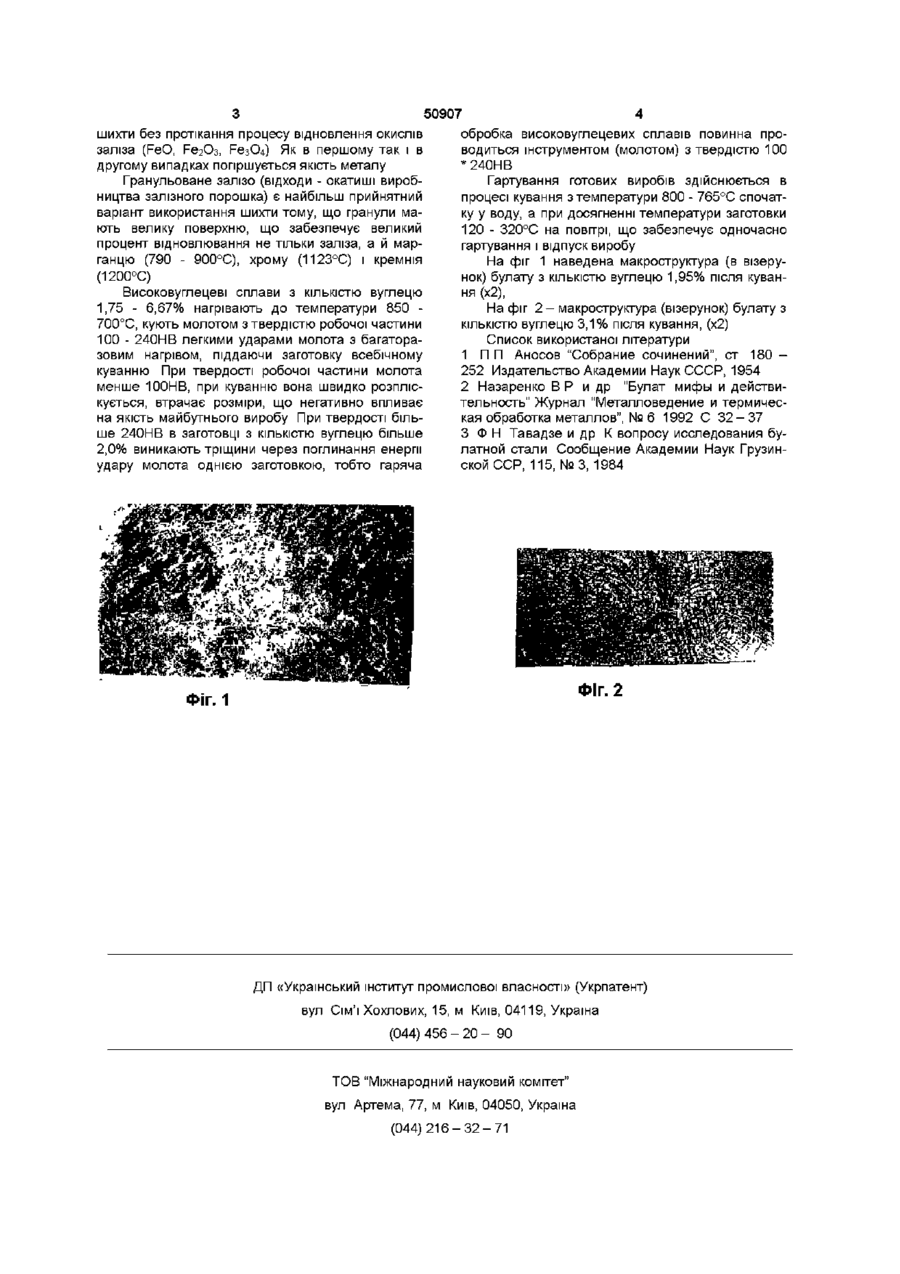
Відновлювальний спосіб виготовлення ІНДІЙСЬКОГО булату, що включає завантаження гранульованого заліза і порошкоподібної вуглецевої речовини в тигель печі, герметизацію тигля, плавлення заліза, кування і термічну обробку виробу, який відрізняється тим, що шихту завантажують в тигель, попередньо нагрітий до температури, величина якої знаходиться в межах від 250°С до температури плавлення шихти, кування здійснюють легкими ударами молота, робоча поверхня якого має твердість 100 - 240НВ, з багаторазовим нагріванням при температурі 850 - 700°С і піддають виріб гартуванню у воді з кувального нагрівання при температурі 765 - 800°С, а при досягненні температури заготовок - виробів 120 - 320°С охолодження здійснюють на повітрі Винахід відноситься до чорної металурги, переважно до виплавки залізовуглецевих сплавів в індукційних печах, обробки високовуглецевих сплавів шляхом кування і термічної обробки нормалізації, тобто охолоджений готових виробів на повітрі або в інтенсивному потоці повітря Відомо, ЩО заготовки булатної сталі (вуци) перепічки діаметром 125мм, масою до 1 кг - виплавляли в тиглях, які нагрівали спалюванням деревного вугілля у спеціальних печах, де утворювалась вуглецевовідновлювальна атмосфера, що запобігало окисленню шихти, а також рідкого металу (1) Кування вуців здійснювалось в межах температур 860 - 700°С з багаторазовим нагрівом легкими ударами молота, особливо це відноситься до виготовлення виробів з заготовок, де вуглецю було більше 2,0% (по сьогоднішньому визначенню це вуц, з якого одержували вироби з золотистим відливом на поверхні виробу) (2) Дослідження академіка Ф Н Тавадзе зі своїми послідовниками натурних зразків холодного озброєння засвідчило, що в давнину вироби з вуца не піддавались гартуванню, внаслідок чого утворювався мартенсит, який робить метал крихким (3) шихту завантажують в тигель печі, нагрітий до температури, величина якої знаходиться в межах від 250°С до температури плавлення залізовуглецевого сплаву По способу обробки високовуглецевих сплавів авторське свідоцтво СРСР № 1526239 "Способ обработки высокоуглеродистых сплавов", в якому сплави з КІЛЬКІСТЮ вуглецю 1,0 - 6,67%,мас нагрівають до 900°С, кують молотом з пониженою твердістю робочої частини, яка дорівнює 100 - 240НВ В міру того як охолоджується сплав нагрів і лузання повторюють, гартування проводять з температур закінчення кування 766 - 800°С спочатку у воді, а після досягнення сплавом температури 120 320°С, яка відповідає температурі відпуску, охолодження продовжують на повітрі Задачею винаходу є створення способу виготовлення ІНДІЙСЬКОГО булату, у якому за рахунок усунення окислення металу в процесі виплавки і доводки рідкого металу досягають підвищення якості металу, а також підвищення якості обробки за рахунок усунення утворення тріщин Задачу досягають тим, що в запропонованому способі шихту завантажують в тигель печі, нагрітий від 250°С до температури плавлення залізовуглецевого сплаву При температурі тигля менше 250°С (температура початку відновлювання окислів заліза) відновлення окислів заліза не спостерігається і відбувається окислення заліза При температурі тигля вище температури плавлення залізовуглецевого сплаву відбувається плавлення Найбільш близькими до способу виготовлення є 1) по способу виплавки авторське свідоцтво СРСР № 1600333 "Способ В Р Назаренко выплавки железоуглеродистого сплава", в якому як шихту використовують гранульоване залізо (1 - 10мм), порошкоподібну вуглецеву речовину (деревне вугілля, графіт та ш 0,05-1,0мм) Перед виплавкою 1 О о> о ю 50907 шихти без протікання процесу відновлення окислів заліза (FeO, РегОз, РезСч) ЯК В першому так і в другому випадках погіршується якість металу Гранульоване залізо (відходи - окатиші виробництва залізного порошка) є найбільш прийнятний варіант використання шихти тому, що гранули мають велику поверхню, що забезпечує великий процент відновлювання не тільки заліза, а й марганцю (790 - 900°С), хрому (1123°С) і кремнія (1200°С) Високовуглецеві сплави з КІЛЬКІСТЮ вуглецю 1,75 - 6,67% нагрівають до температури 850 700°С, кують молотом з твердістю робочої частини 100 - 240НВ легкими ударами молота з багаторазовим нагрівом, піддаючи заготовку всебічному куванню При твердості робочої частини молота менше 100НВ, при куванню вона швидко розпліскується, втрачає розміри, що негативно впливає на якість майбутнього виробу При твердості більше 240НВ в заготовці з КІЛЬКІСТЮ вуглецю більше 2,0% виникають тріщини через поглинання енергії удару молота однією заготовкою, тобто гаряча обробка високовуглецевих сплавів повинна проводиться інструментом (молотом) з твердістю 100 * 240НВ Гартування готових виробів здійснюється в процесі кування з температури 800 - 765°С спочатку у воду, а при досягненні температури заготовки 120 - 320°С на повітрі, що забезпечує одночасно гартування і відпуск виробу На фіг 1 наведена макроструктура (в візерунок) булату з КІЛЬКІСТЮ вуглецю 1,95% після кування (х2), На фіг 2 - макроструктура (візерунок) булату з КІЛЬКІСТЮ вуглецю 3,1% після кування, (х2) Список використаної літератури 1 П П Аносов "Собрание сочинений", ст 180 252 Издательство Академии Наук СССР, 1954 2 Назаренко В Р и др "Булат мифы и действительность" Журнал "Металловедение и термическая обработка металлов", № 6 1992 С 3 2 - 3 7 3 Ф Н Тавадзе и др К вопросу исследования булатной стали Сообщение Академии Наук Грузинской ССР, 115, №3, 1984 Фіг. 2 Фіг. 1 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюReduction method for indian steel making
Автори англійськоюNazarenko Vasyl Romanovych
Назва патенту російськоюВосстановительный способ изготовления индийского булата
Автори російськоюНазаренко Василий Романович
МПК / Мітки
МПК: C22C 38/00
Мітки: виготовлення, булату, індійського, спосіб, відновлювальній
Код посилання
<a href="https://ua.patents.su/2-50907-vidnovlyuvalnijj-sposib-vigotovlennya-indijjskogo-bulatu.html" target="_blank" rel="follow" title="База патентів України">Відновлювальний спосіб виготовлення індійського булату</a>
Спосіб виготовлення стародавнього булату
Номер патенту: 45598
Опубліковано: 15.04.2002
Автор: Назаренко Василь Романович
МПК: C22C 38/00
Мітки: спосіб, булату, стародавнього, виготовлення
Формула / Реферат:
Спосіб виготовлення стародавнього булату, який включає виплавку в закритих кришками тиглях, які установлюють по одному або більше в один або більше ярусів в тигель плавильної печі, а простір між тиглями і стінками печі засипають порошкоподібним графітом, при цьому верхні тиглі зверху також засипають графітом, який відрізняється тим, що разом з шихтою завантажують легуючі матеріали, такі·як вольфрам, молібден, хром, ванадій, алюміній, нікель,...
Спосіб виготовлення булату василя назаренка
Номер патенту: 12349
Опубліковано: 16.10.2000
Автор: Назаренко Василь Романович
МПК: C22C 38/00
Мітки: назаренка, спосіб, виготовлення, булату, василя
Формула / Реферат:
1. Булат, що містить вуглець, кремній, марганець і залізо, який відрізняється тим, що додатково містить алюміній і церій при наступному співвідношені компонентів, % мас.:вуглець 0,4-6,67 кремній 0,01-0,05 марганець 0,005-0,10 алюміній 0,04-0,09 церій 0,03-0,08 залізо решта.2. Спосіб виготовлення булату, що включає виплавку шихти, одержання зливків, деформування зливків і термічну обробку заготовок шляхом нормалізації і...
Спосіб виготовлення декоративних виробів з металу
Номер патенту: 49160
Опубліковано: 16.09.2002
Автор: Назаренко Василь Романович
МПК: C22C 38/00, B44C 1/22
Мітки: металу, виробів, виготовлення, декоративних, спосіб
Формула / Реферат:
1. Спосіб виготовлення декоративних виробів із металу, що включає виготовлення виробу з булатної сталі, шліфування і полірування поверхні виробу, нанесення на поверхні виробу елемента з воску, парафіну чи іншої суміші, покриття всієї поверхні виробу сметаноподібним розчином вогнетривкої глини з добавкою крихти азбесту чи іншого подібного матеріалу, сушіння, цементацію і видалення кірки із сметаноподібного розчину, який відрізняється тим, що...
Спосіб виготовлення градієнтних стекол
Номер патенту: 9549
Опубліковано: 30.09.1996
Автори: Шередько Микола Андрійович, Бек Юрій Маркіянович, Милянич Андрій Остапович, Чернікова Ірина Валеріївна, Дигдалович Андрій Михайлович
МПК: C03C 3/076
Мітки: градієнтних, виготовлення, стекол, спосіб
Формула / Реферат:
Спосіб виготовлення градієнтних стекол, який включає приготування шихти, засипку її в форму, плавлення та охолодження, який відрізняється тим, що при плавленні проводять центрифугування розплаву в ізотермічних умовах.
Спосіб виготовлення лігатури
Номер патенту: 17664
Опубліковано: 20.05.1997
Автори: Іващенко Микола Григорович, Душар Ігор Ярославович, Галицький Ігор Дмитрович
МПК: C22C 9/00
Мітки: виготовлення, лігатури, спосіб
Формула / Реферат:
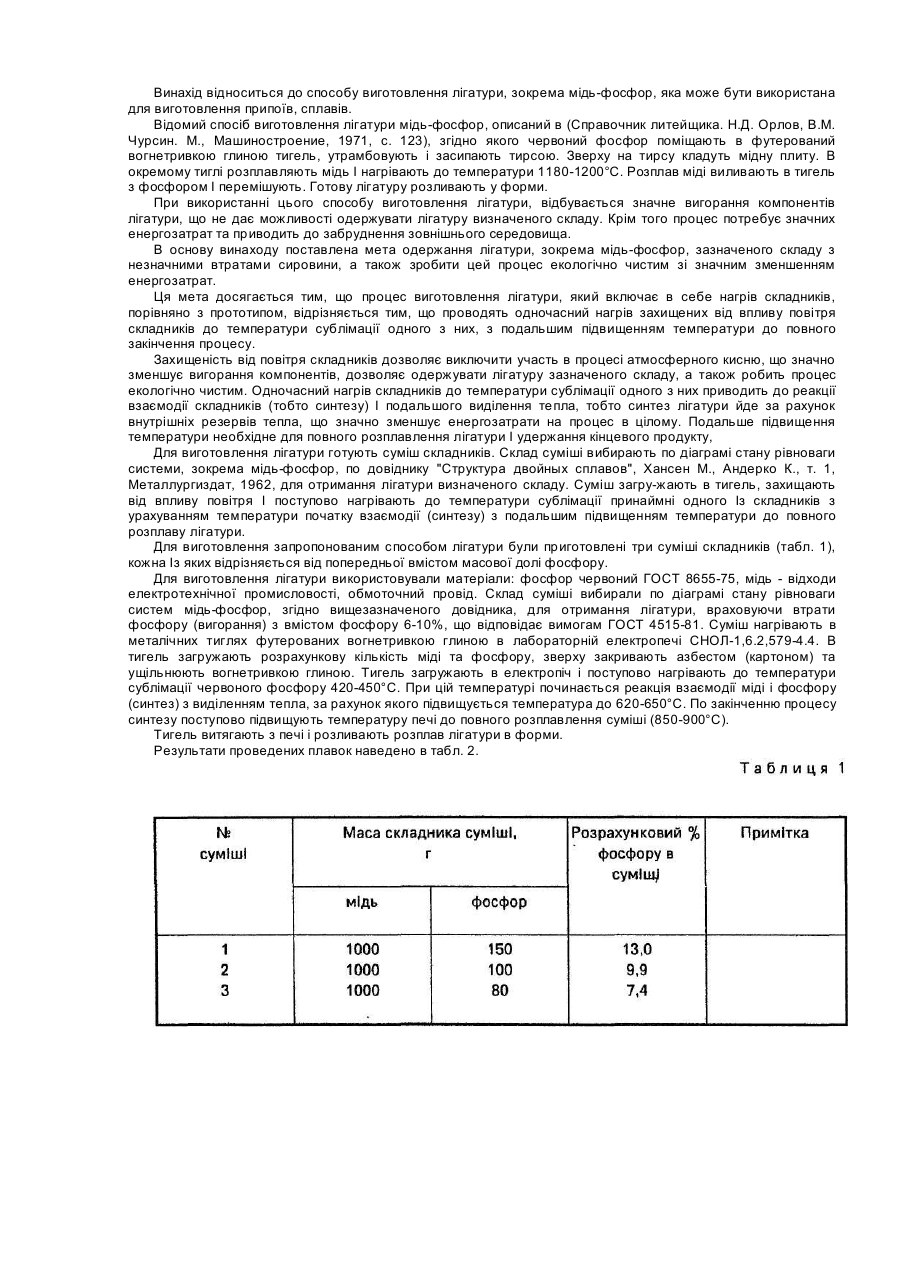
Спосіб виготовлення лігатури, який включає в себе нагрів складників і який відрізняється тим, що проводять одночасний нагрів захищених від впливу повітря складників до температури сублімації одного з них, з подальшим підвищенням температури до повного закінчення процесу.
Попередній патент: Пристрій для різання сирцю ніздрюватого бетону
Наступний патент: Колесо гідротискового пристрою
Випадковий патент: Спосіб отримання інфекційного матеріалу деформуючої мозаїки гороху (pea enation mosaic virus 1,2)