Спосіб термообробки швидкорізальної сталі
Формула / Реферат
Спосіб термообробки швидкорізальної сталі, який включає об'ємне і наступне гартування поверхні з використанням джерел концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять при температурі 1150-1180°С.
Текст
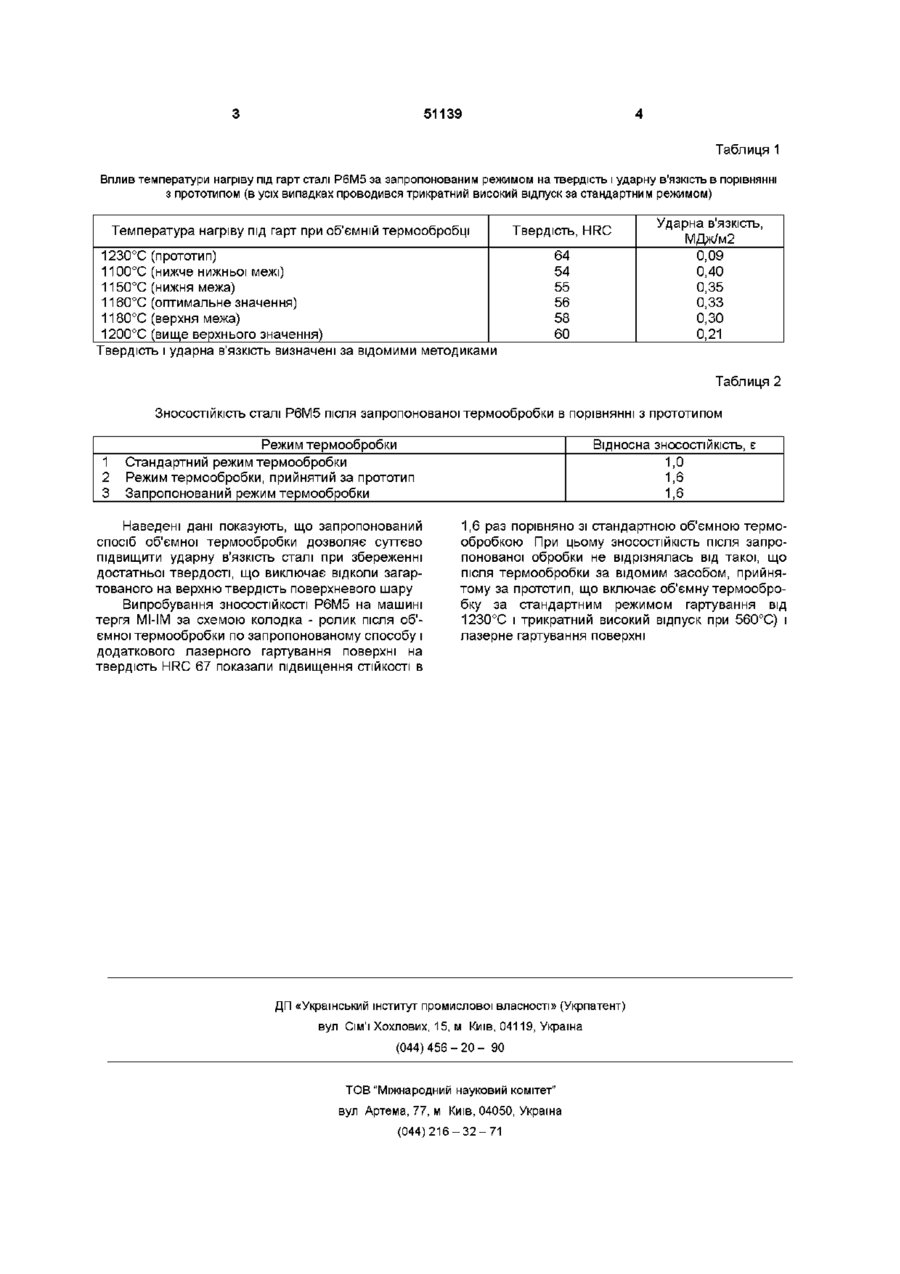
Спосіб термообробки швидкорізальної сталі, який включає об'ємне і наступне гартування поверхні з використанням джерел концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять при температурі 1150-1180°С Винахід відноситься до металурги, конкретно, до способів термообробки Відомий спосіб термообробки швидкорізальних сталей Наприклад, який включає об'ємну термообробку, яка складається з гартування від 1220-1240°С, якому попередує попередній підігрів, і високого багатократного відпустку при 560°С, 1 год (Фиргер И В Термическая обработка сплавов - Л Машиностроение, 1982 - 3 0 4 с ) В результаті такої термообробки досягаються висока твердість (HRC 62-64) і червоностійкість до 625°С Однак інструмент невеликого перерізу (наприклад, свердла діаметром s 6мм) часто ламаються в роботі Це зумовлене тим, що після термообробки структура сталей являє собою мартенсит відпустку і карбіди Внаслідок високої крихкості мартенситу в ньому при експлуатації утворюються тріщини, що приводять до поломки в інструменту Відомий спосіб термообробки швидкорізальної сталі, який включає об'ємну термообробку, зазначений вище, і гартування поверхні з використанням джерел концентрованої енергії, (Коваленко В С , Головко Л В, Стрижак А И Под редакцией Коваленко В С Упрочнение деталей лучом лазера - Киев Техника,- 1981 - 181 с прототип) Однак недолік попереднього способу термообробки і його причина зберігаються, оскільки застосовується та ж термообробка, що і в попередньому способі, і забезпечується та ж структура сталі, що не володіє високим опором руйнуванню В основу винаходу поставлена задача розробити спосіб термообробки швидкорізальної сталі, в якому зміна режимів проведення об'ємної термообробки дозволяє підвищити ударну в'язкість і, ВІДПОВІДНО, зменшити поломки інструменту в роботі Для рішення поставленої задачі в способі термообробки швидкорізальної сталі, що містить об'ємне гартування в поєднанні з відпуском і наступну гартування поверхні джерелом концентрованої енергії, згідно з винаходом, об'ємне гартування проводять від 1150-1170°С В зв'язку з тим, що додаткове гартування поверхні забезпечує високу ЗНОСОСТІЙКІСТЬ І червоностійкість інструменту, об'ємна термообробка, яка пропонується, дозволяє підвищити пластичність і ударну в'язкість інструменту, що відвертає його поломки в роботі Це зумовлене тим, що об'ємне гартування з більш низьких температур (11501170°С), ніж зі звичайно прийнятих (1220-1240°С) у відомих способах зумовлює менш повне розчинення карбідів в аустеніті і, ВІДПОВІДНО, менший (0,25-0,30), ніж звичайно (0,4-0,5) зміст вуглецю в мартенситі При цьому зростає пластичність і ударна в'язкість сталі Більш низька температура нагріву під гартування, ніж 1150°С, призводить до неприпустимого зниження твердості із-за малої КІЛЬКОСТІ карбідів, які розчинилися в аустеніті, що може призвести до відколу поверхневого шару, який має високу твердість Навпроти, нагрів під гартування вище 1170°С призводить до отримання підвищеного змісту вуглецю в мартенситі і високій твердості, що знижує опір руйнуванню сталі Приклад здійснення Спосіб здійснюється таким чином Сталь Р6М5 підлягали об'ємній термообробці за режимом попередній нагрів на 800°С, гарт від 1170°С в масло, трикратний відпуск при 550°С, після чого проводили поверхневе гартування з використанням джерел концентрованої енергії, в частковості, променем лазера Дані, отримані при різноманітних температурах об'ємного гартування наведені втабл 1, 2 со Ю 51139 Таблиця 1 Вплив температури нагріву під гарт сталі Р6М5 за запропонованим режимом на твердість і ударну в'язкість в порівнянні з прототипом (в усіх випадках проводився трикратний високий відпуск за стандартним режимом) Температура нагріву під гарт при об'ємній термообробці 1230°С (прототип) 1100°С (нижче нижньої межі) 1150°С (нижня межа) 1160°С (оптимальне значення) 1180°С (верхня межа) 1200°С (вище верхнього значення) Твердість і ударна в'язкість визначені за відомими методиками Твердість, HRC 64 54 55 56 58 60 Ударна в'язкість, МДж/м2 0,09 0,40 0,35 0,33 0,30 0,21 Таблиця 2 ЗНОСОСТІЙКІСТЬ сталі Р6М5 після запропонованої термообробки в порівнянні з прототипом 1 2 3 Режим термообробки Стандартний режим термообробки Режим термообробки, прийнятий за прототип Запропонований режим термообробки Наведені дані показують, що запропонований спосіб об'ємної термообробки дозволяє суттєво підвищити ударну в'язкість сталі при збереженні достатньої твердості, що виключає відколи загартованого на верхню твердість поверхневого шару Випробування ЗНОСОСТІЙКОСТІ Р6М5на машині тергя МІ-ІМ за схемою колодка - ролик після об'ємної термообробки по запропонованому способу і додаткового лазерного гартування поверхні на твердість HRC 67 показали підвищення СТІЙКОСТІ В Відносна ЗНОСОСТІЙКІСТЬ, є 1,0 1,6 1,6 1,6 раз порівняно зі стандартною об'ємною термообробкою При цьому ЗНОСОСТІЙКІСТЬ після запропонованої обробки не відрізнялась від такої, що після термообробки за відомим засобом, прийнятому за прототип, що включає об'ємну термообробку за стандартним режимом гартування від 1230°С і трикратний високий відпуск при 560°С) і лазерне гартування поверхні ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of quick-cut steel
Автори англійськоюMalinov Leonid Solomonovych
Назва патенту російськоюСпособ термообработки быстрорежущей стали
Автори російськоюМалинов Леонид Соломонович
МПК / Мітки
МПК: C21D 1/18
Мітки: спосіб, термообробки, швидкорізальної, сталі
Код посилання
<a href="https://ua.patents.su/2-51139-sposib-termoobrobki-shvidkorizalno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки швидкорізальної сталі</a>
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей
Номер патенту: 51137
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/06
Мітки: сталей, спосіб, вуглецевих, термообробки, інструментальних, низьколегованих
Формула / Реферат:
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском і наступне поверхневе гартування з використанням джерела концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять з нагрівом на 130-180°С вище температури Ас1, а низький відпуск здійснюють протягом 2-3 год.
Спосіб термообробки сталі
Номер патенту: 51138
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/18
Мітки: спосіб, сталі, термообробки
Формула / Реферат:
1. Спосіб термообробки сталі, що включає швидкісне нагрівання сталі до температури аустенітної зони, короткочасне витримування, охолодження для одержання мартенситу або нижнього бейніту, який відрізняється тим, що перед швидкісним нагріванням додатково проводять нормалізацію або гартування, нагрівання і витримування у субкритичному (СК) або/та міжкритичному (МК) інтервалах температур.2. Спосіб по п.1, який відрізняється тим, що...
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Гогаєв Казбек Олександрович, Ульшин Віктор Іванович, Сорокін Юрій Володимирович, Бондар Володимир Григорович, Штакун Володимир Анатолійович
МПК: B21K 5/00, B22F 3/20, B23P 15/28, B22F 7/06
Мітки: швидкорізальної, конструкційної, інструменту, біметалевого, виготовлення, різального, сталі, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Бобіна Марина Миколаївна, Майборода Віктор Станіславович, Ульяненко Наталія Валентинівна
МПК: C23C 8/00, B24B 31/112
Мітки: інструменту, обробки, спосіб, сталі, хіміко-термічної, швидкорізальної
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Спосіб термічної обробки швидкорізальної сталі
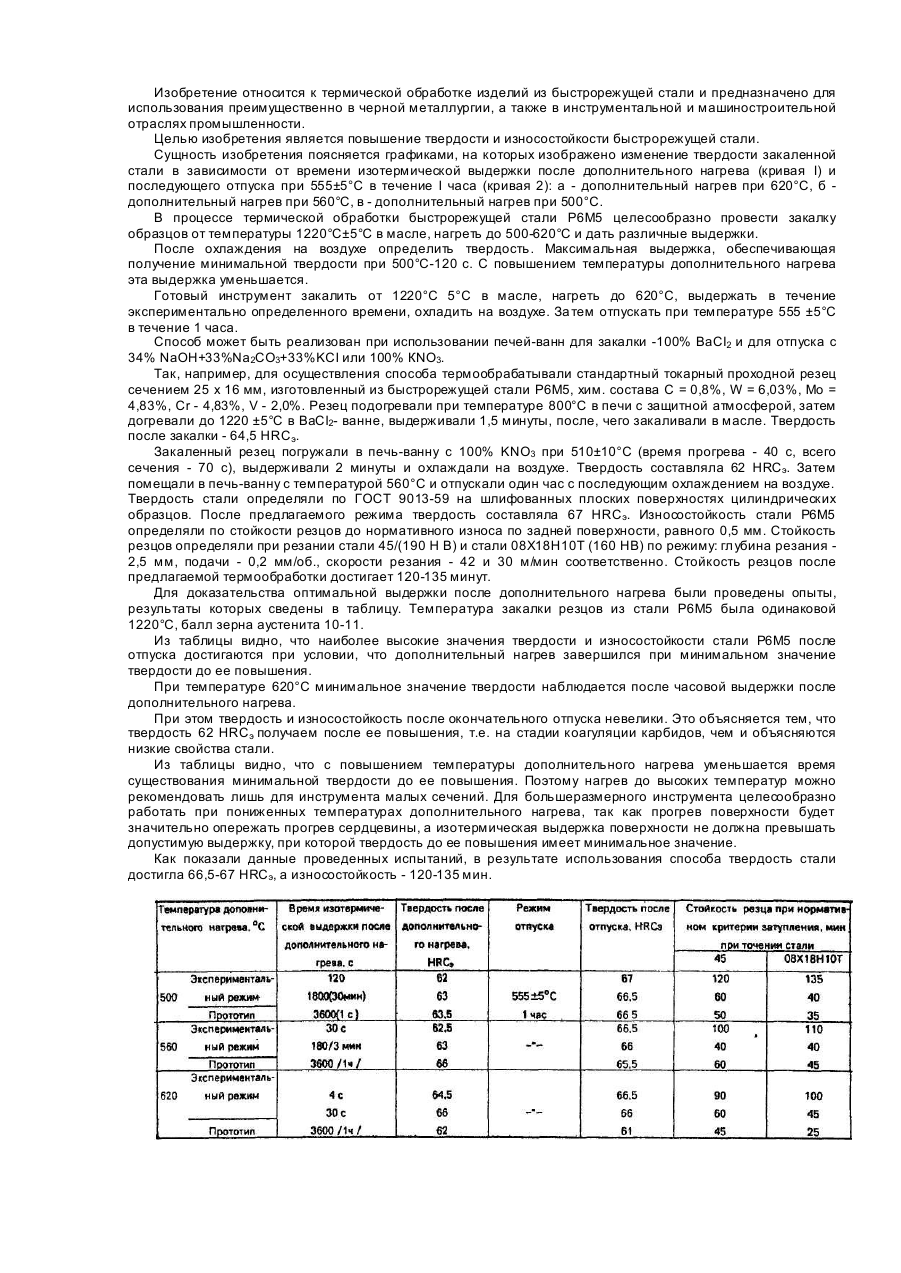
Номер патенту: 19205
Опубліковано: 25.12.1997
Автори: Хрістофоров Анатолій Ілліч, Крюков Віктор Костянтинович, Опріщенко Тетяна Анатоліївна, Шумаков Юрій Іванович, Д'яченко Светлана Степанівна
МПК: C21D 9/22
Мітки: швидкорізальної, сталі, обробки, термічної, спосіб
Формула / Реферат:
Способ термической обработки быстрорежущей стали, включающий закалку, нагрев до 500~620°С, выдержку, охлаждение на воздуха и отпуск при 555 ±5°С, отличающийся тем, что выдержку проводят в течение времени, позволяющего получить минимальное значение твердости.
Попередній патент: Спосіб термообробки сталі
Наступний патент: Пристрій для електропостачання допоміжного устаткування транспортного засобу
Випадковий патент: Шестеренчаста коробка передач