B21K 5/00 — Виготовлення інструментів або їх елементів
Спосіб виготовлення біметалевих виробів
Номер патенту: 97524
Опубліковано: 25.03.2015
Автори: Сабол Сергій Францевич, Рекало Михайло Олександрович, Тривайло Михайло Семенович
МПК: B21K 5/00
Мітки: виготовлення, виробів, біметалевих, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому корпус з вкладишем з бронзового матеріалу, який розміщують в отворі корпусу, нагрівають з корпусом до кувальної температури, видавлюють на вкладиші заглиблення (порожнину), який відрізняється тим, що отвір корпусу має ексцентрично розташовану відносно його осі кільцеву проточку.
Спосіб виготовлення біметалевих виробів
Номер патенту: 30508
Опубліковано: 25.02.2008
Автори: Борис Руслан Степанович, Тривайло Михайло Семенович, Титов Вячеслав Андрійович
МПК: B23K 20/00, B21K 5/00
Мітки: виготовлення, виробів, біметалевих, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому виготовляють корпус з глухим циліндричним отвором і циліндричний вкладиш з іншого матеріалу, розміщують вкладиш в отворі корпусу, нагрівають вкладиш спільно з корпусом до кувальної температури і видавлюють на вкладиші заглиблення необхідної форми і розмірів, який відрізняється тим, що для розміщення вкладиша використовують корпус з додатковим отвором, який розташований в дні глухого отвору і...
Ротаційний свердлильний верстат
Номер патенту: 25295
Опубліковано: 10.08.2007
Автор: Безуглий Леонід Іванович
МПК: B21K 5/00
Мітки: ротаційний, верстат, свердлильний
Формула / Реферат:
1. Ротаційний свердлильний верстат, що містить електропривід, станину, встановлений на ній в підшипниках вал, жорстко з'єднаний з ротором, шпинделі якого несуть затискні пристрої з оброблюваними деталями, кінематично зв'язану з валом ротора зіркоподібну шпиндельну револьверну головку, вал якої також встановлений в підшипниках на станині паралельно валу ротора і кінематично зв'язаний з його шпинделями, який відрізняється тим, що кінематичний...
Спосіб штампування вилок кардана
Номер патенту: 17602
Опубліковано: 16.10.2006
Автори: Чумаков Борис Миколайович, Чумакова Ольга Борисівна
МПК: B21K 5/00
Мітки: спосіб, кардана, штампування, вилок
Формула / Реферат:
Спосіб штампування вилок кардана, який включає використання мірної циліндричної заготовки, її осаджування і зворотне видавлювання, який відрізняється тим, що осаджування, а потім зворотне видавлювання вилки кардана проводять у закритій порожнині матриці.
Спосіб виготовлення різального інструмента із чавуну з графітом
Номер патенту: 76261
Опубліковано: 17.07.2006
Автори: Баранов Олександр Олександрович, Баранов Дмитро Олександрович, Алімов Валерій Іванович
МПК: C21D 8/00, B21K 5/00, C21D 5/00 ...
Мітки: виготовлення, різального, графітом, інструмента, чавуну, спосіб
Формула / Реферат:
Спосіб виготовлення різального інструмента із чавуну з графітом, переважно з високоміцного чавуну, що включає деформування, заточення і регламентоване загартування з оплавленням, який відрізняється тим, що деформування ведуть на заготовці до одержання графітних частинок у вигляді еліпсоїдів і плоских дисків, і/чи волокон, а регламентоване нагрівання різальних кромок інструмента при загартуванні здійснюють зі швидкістю не більше 500 град/хв. ...
Спосіб зміцнення висічного стального інструменту
Номер патенту: 75977
Опубліковано: 15.06.2006
Автори: Сторощук Володимир Андрійович, Стецьків Остап Петрович
МПК: C21D 8/00, B21K 5/00, B26F 1/38 ...
Мітки: стального, висічного, інструменту, зміцнення, спосіб
Формула / Реферат:
Спосіб зміцнення висічного стального інструменту, який включає термообробку інструменту до встановлення твердості 37-40 HRC, поверхневе зміцнення і формування леза, який відрізняється тим, що формування та зміцнення проводиться одночасно при обробці леза диском із швидкорізальної сталі до твердості 50-55 HRC на глибину 30-50 мкм.
Ротаційний верстат для обробки отворів
Номер патенту: 7247
Опубліковано: 15.06.2005
Автор: Безуглий Леонід Іванович
МПК: B21K 5/00, B23H 9/14
Мітки: обробки, отворів, верстат, ротаційний
Формула / Реферат:
Ротаційний верстат для обробки отворів, що містить багатопозиційний стіл з шпинделями для розміщення оброблюваних деталей, багатоцівковий мальтійський механізм зовнішнього зчеплення, хрест якого зв'язаний з валом шпиндельної револьверної головки, зубчасті передачі та електроприводи стола і головки, який відрізняється тим, що на валу стола встановлена його зменшена в декілька разів копія, яка виконує функції водила, в якій шпинделі замінені...
Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею
Номер патенту: 71184
Опубліковано: 15.11.2004
Автори: Алієва Лейла Іграмотдінова, Косенко Максим Вікторович, Носаков Олександр Анатолійович, Алієв Іграмотдін Серажутдінович
МПК: B21J 5/06, B21K 5/00
Мітки: спосіб, фасонною, порожнистих, зовнішньою, виробів, видавлювання, поверхнею
Формула / Реферат:
1. Спосіб видавлювання порожнистих виробів з фасонною зовнішньою поверхнею, що включає вплив пуансона на заготовку і її поетапне деформування з перемінним ступенем деформації в матриці, здатної до подовжнього переміщення, який відрізняється тим, що переміщення матриці здійснюють періодично і односпрямовано з пуансоном, і переважно перед початком етапу деформування зі зменшеним ступенем деформації.2. Спосіб по п. 1, який відрізняється...
Спосіб обробки інструменту з порошкової швидкорізальної сталі

Номер патенту: 60833
Опубліковано: 15.10.2003
Автори: Алімов Валерій Іванович, Пасечна Яна Валеріївна, Кримов Віталій Миколайович
МПК: C21D 8/00, B21K 5/00, C21D 9/22 ...
Мітки: обробки, порошкової, спосіб, швидкорізальної, сталі, інструменту
Формула / Реферат:
1. Спосіб обробки інструменту з порошкової швидкорізальної сталі, що включає оплавлення, наступне гідропресування і завершальну термічну обробку, який відрізняється тим, що оплавлення роблять плазмовим впливом, наступне гідропресування здійснюють зі ступенем деформації не більше 50%, а при завершальній термічній обробці гартування ведуть з регламентацією питомої тривалості нагріву.2. Спосіб за п.1, який відрізняється тим, що оплавлення...
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Гогаєв Казбек Олександрович, Бондар Володимир Григорович, Ульшин Віктор Іванович, Сорокін Юрій Володимирович, Штакун Володимир Анатолійович
МПК: B21K 5/00, B22F 3/20, B22F 7/06 ...
Мітки: швидкорізальної, виготовлення, біметалевого, конструкційної, сталі, спосіб, різального, інструменту
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб зміцнення інструментальних сталей
Номер патенту: 40126
Опубліковано: 16.07.2001
Автори: Самотугін Сергій Савелійович, Нестеров Олег Юрійович
МПК: C21D 1/09, B21K 5/00
Мітки: спосіб, сталей, інструментальних, зміцнення
Формула / Реферат:
Спосіб зміцнення інструментальних сталей, що включає об'ємне гартування, поверхневе зміцнення висококонцентрованим джерелом нагріву та фінішний відпуск, і відрізняється тим, що об'ємне гартування здійснюють в температурному режимі недогріву або перегріву.
Спосіб зміцнення висічного стального інструменту
Номер патенту: 35056
Опубліковано: 15.03.2001
Автори: Сторошук Володимир Андрійович, Стецьків Остап Петрович
МПК: B21K 5/00, B26F 1/38
Мітки: інструменту, зміцнення, стального, висічного, спосіб
Формула / Реферат:
Спосіб зміцнення висічного стального інструменту, який складається зі зміцнення і формування леза, відрізняється тим, що додатково проводиться термообробка інструменту до встановлення твердості 38-40 HRC, після чого проводиться зміцнення тертям до твердості 51-56 HRC на тибину 450-500 мкм, а формування леза проводиться електроабразивним шліфуванням до товщини зміцненого шару 200 мкм.
Різець
Номер патенту: 34967
Опубліковано: 15.03.2001
Автори: Лисенко Олександр Володимирович, Пестунов Володимир Михайлович
МПК: B21K 5/00
Мітки: різець
Формула / Реферат:
Різець, який складається з корпуса та закріпленої в ньому на осі круглої ексцентричної пластини, відрізняється тим, що пластина встановлена на пружину, а ось пластини споряджена гвинтовими шліцами та з'єднана з втулкою; причому ексцентричність осі пластини направлена вправо від осі гвинтових шліців, гвинтові шліци мають праву нарізку, а величина ексцентриситету осі пластини відносно осі шліців прийнята із співвідношення:І=0,1...10...
Різець

Номер патенту: 24661
Опубліковано: 04.08.1998
Автори: Лисенко Олександр Володимирович, Пестунов Володимир Михайлович
МПК: B21K 5/00
Мітки: різець
Формула / Реферат:
Різець, який складається з корпуса і встановленій у ньому на похилих напрямних та пружній опорі різальної пластини, який відрізняється тим, що нахил напрямних пластини виконаний від вершини різця в бік поверхні, що обробляється, а кут нахилу і податливість пружної опори знаходяться у наступному діапазоні значень
Спосіб виготовлення біметалевих виробів
Номер патенту: 17078
Опубліковано: 18.03.1997
Автори: Карташова Людмила Іванівна, Семеняка Людмила Іванівна, Дубасов Василь Михайлович, Дорошко Володимир Іванович
МПК: B21K 5/00
Мітки: спосіб, виготовлення, біметалевих, виробів
Формула / Реферат:
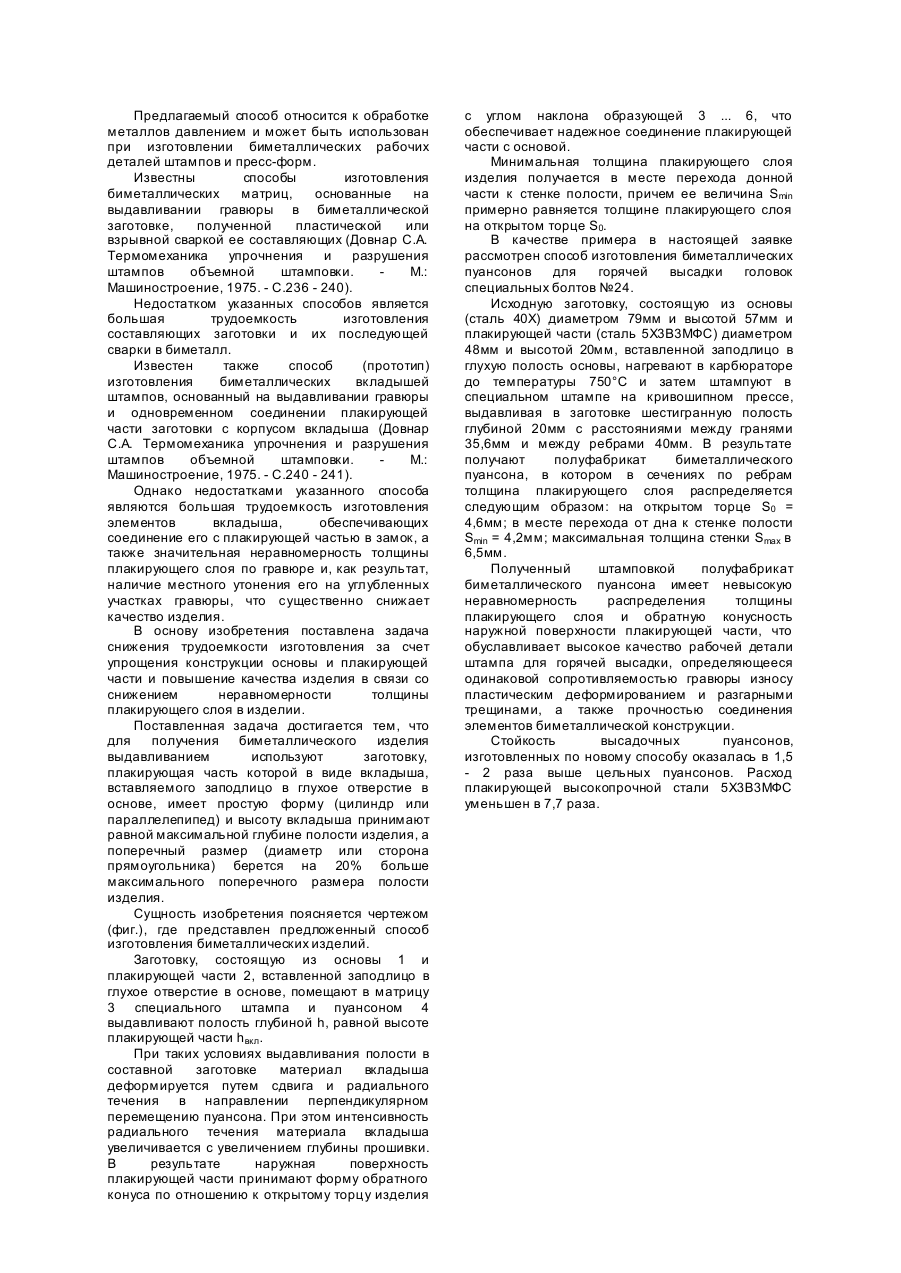
Способ изготовления биметаллических изделий путем выдавливания полости в заготовке, состоящей из основы и плакирующей части в виде вкладыша простой формы (цилиндр или параллелепипед), вставленного заподлицо в глухое отверстие в основе, отличающийся тем, что высоту вкладыша принимают равной максимальной глубине полости изделия, а поперечный размер (диаметр или сторона прямоугольника) берется на 20% больше максимального поперечного размера...