Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Сорокін Юрій Володимирович, Ульшин Віктор Іванович, Гогаєв Казбек Олександрович, Бондар Володимир Григорович, Штакун Володимир Анатолійович
Формула / Реферат
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку конструкційної сталі, рівною 80-90 % загальної висоти засипки і наступним пресуванням, з'єднання біметалевої заготовки з хвостовою частиною виконують за допомогою зварювання тертям, а на леза різальної частини з конструкційної сталі наплавляють у вигляді стрічки порошок швидкорізальної сталі, що використовується для виготовлення біметалевої заготовки.
Текст
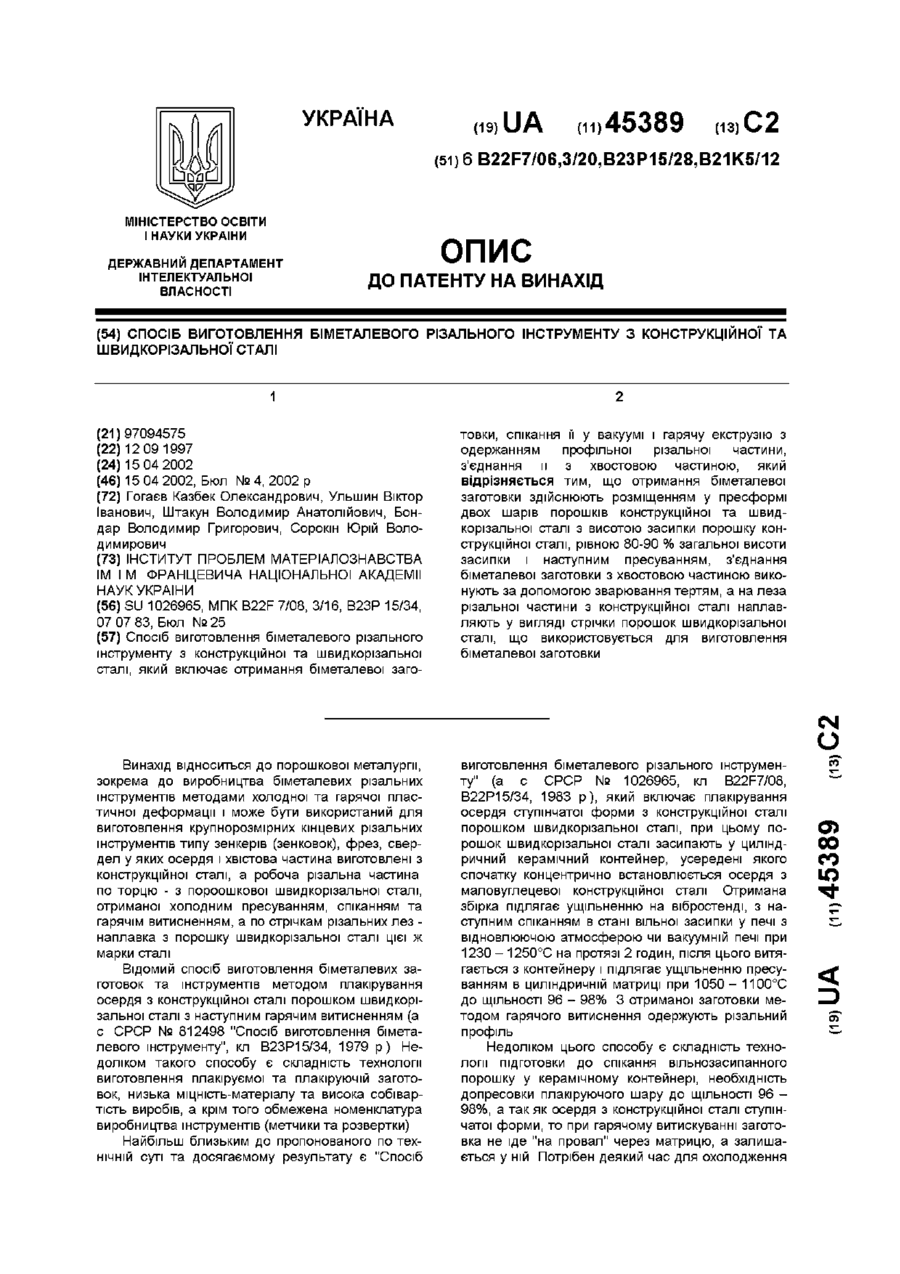
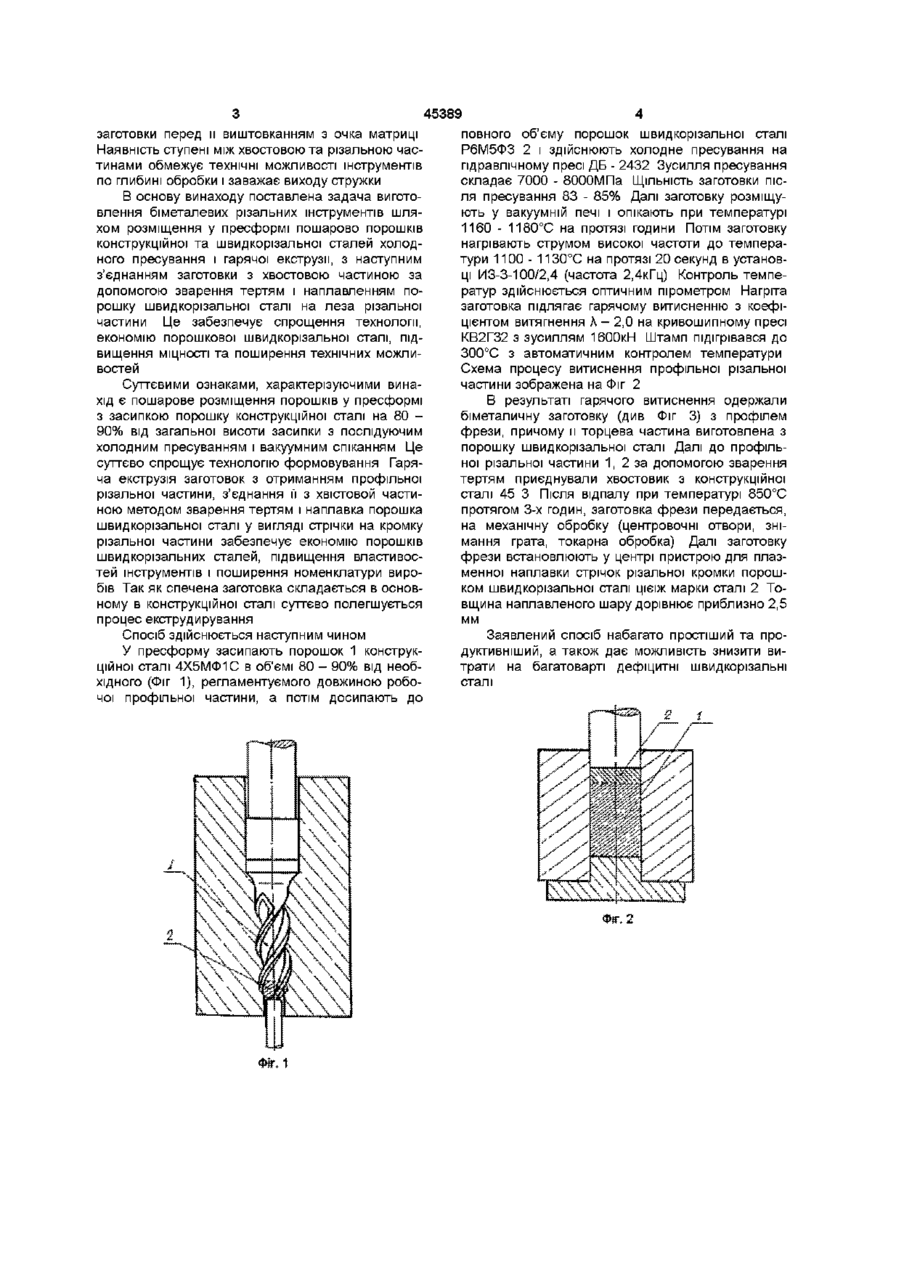
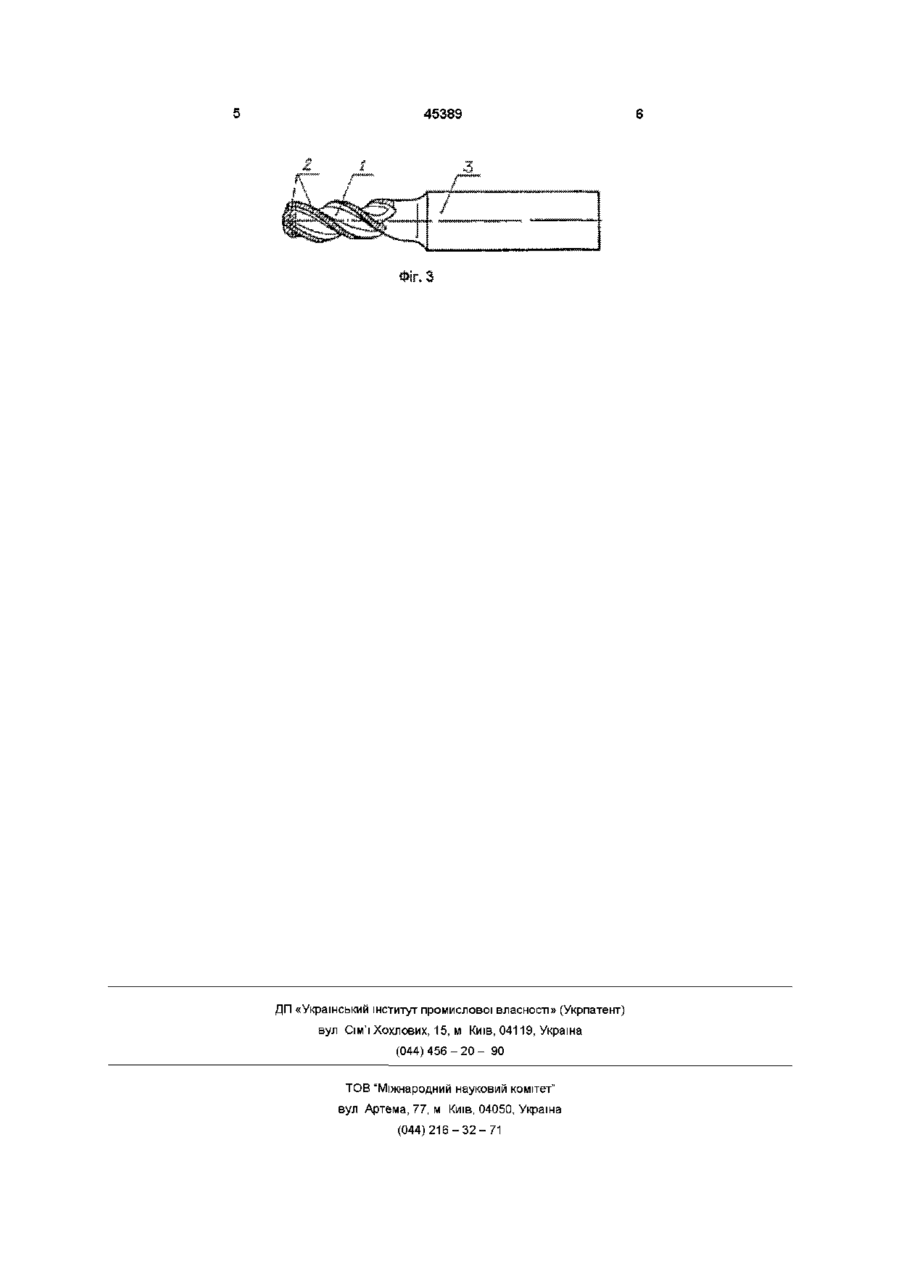
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заго товки, спікання м у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання и з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку конструкційної сталі, рівною 80-90 % загальної висоти засипки і наступним пресуванням, з'єднання біметалевої заготовки з хвостовою частиною виконують за допомогою зварювання тертям, а на леза різальної частини з конструкційної сталі наплавляють у вигляді стрічки порошок швидкорізальної сталі, що використовується для виготовлення біметалевої заготовки О Винахід відноситься до порошкової металурги, зокрема до виробництва біметалевих різальних інструментів методами холодної та гарячої пластичної деформації і може бути використаний для виготовлення крупнорозмірних кінцевих різальних інструментів типу зенкерів (зенковок), фрез, свердел у яких осердя і хвістова частина виготовлені з конструкційної сталі, а робоча різальна частина по торцю - з пороошкової швидкорізальної сталі, отриманої холодним пресуванням, спіканням та гарячім витисненням, а по стрічкам різальних лез наплавка з порошку швидкорізальної сталі цієї ж марки сталі Відомий спосіб виготовлення біметалевих заготовок та інструментів методом плакірування осердя з конструкційної сталі порошком швидкорізальної сталі з наступним гарячим витисненням (а с СРСР № 812498 "Спосіб виготовлення біметалевого інструменту", кл В23Р15/34, 1979 р) Недоліком такого способу є складність технології виготовлення плакіруємої та плакіруючій заготовок, низька міцність-матеріалу та висока собівартість виробів, а крім того обмежена номенклатура виробництва інструментів (метчики та розвертки) Найбільш близьким до пропонованого по технічній суті та досягаемому результату є "Спосіб виготовлення біметалевого різального інструменту" (а с СРСР № 1026965, кл B22F7/08, В22Р15/34, 1983 р), який включає плакірування осердя ступінчатої форми з конструкційної сталі порошком швидкорізальної сталі, при цьому порошок швидкорізальної сталі засипають у циліндричний керамічний контейнер, усередені якого спочатку концентрично встановлюється осердя з маловуглецевої конструкційної сталі Отримана збірка підлягає ущільненню на вібростенді, з наступним спіканням в стані вільної засипки у печі з відновлюючою атмосферою чи вакуумній печі при 1230 - 1250°С на протязі 2 годин, після цього витягається з контейнеру і підлягає ущільненню пресуванням в циліндричній матриці при 1050 - 1100°С до ЩІЛЬНОСТІ 96 - 98% 3 отриманої заготовки ме тодом гарячого витиснення одержують різальний профіль Недоліком цього способу є складність технологи підготовки до спікання вільнозасипанного порошку у керамічному контейнері, необхідність допресовки плакіруючого шару до ЩІЛЬНОСТІ 96 98%, а так як осердя з конструкційної сталі ступінчатої форми, то при гарячому витискуванні заготовка не іде "на провал" через матрицю, а залишається у ній Потрібен деякий час для охолодження 00 со ю 45389 заготовки перед и виштовканням з очка матриці Наявність ступені між хвостовою та різальною частинами обмежує технічні можливості інструментів по глибині обробки і заважає виходу стружки В основу винаходу поставлена задача виготовлення біметалевих різальних інструментів шляхом розміщення у пресформі пошарово порошків конструкційної та швидкорізальної сталей холодного пресування і гарячої екструзії, з наступним з'єднанням заготовки з хвостовою частиною за допомогою зварення тертям і наплавленням порошку швидкорізальної сталі на леза різальної частини Це забезпечує спрощення технологи, економію порошкової швидкорізальної сталі, підвищення МІЦНОСТІ та поширення технічних можливостей Суттєвими ознаками, характерізуючими винахід є пошарове розміщення порошків у пресформі з засипкою порошку конструкційної сталі на 80 90% від загальної висоти засипки з послідуючим холодним пресуванням і вакуумним спіканням Це суттєво спрощує технологію формовування Гаряча екструзія заготовок з отриманням профільної різальної частини, з'єднання її з хвістовой частиною методом зварення тертям і наплавка порошка швидкорізальної сталі у вигляді стрічки на кромку різальної частини забезпечує економію порошків швидкорізальних сталей, підвищення властивостей інструментів і поширення номенклатури виробів Так як спечена заготовка складається в основному в конструкційної сталі суттєво полегшується процес екструдирування повного об'єму порошок швидкорізальної сталі Р6М5ФЗ 2 і здійснюють холодне пресування на гідравлічному пресі ДБ - 2432 Зусилля пресування складає 7000 - 8000МПа ЩІЛЬНІСТЬ заготовки після пресування 83 - 85% Далі заготовку розміщують у вакуумній печі і опікають при температурі 1160 - 1180°С на протязі години Потім заготовку нагрівають струмом високої частоти до температури 1100 - 1130°С на протязі 20 секунд в установці ИЗ-3-100/2,4 (частота 2,4кГц) Контроль температур здійснюється оптичним пірометром Нагріта заготовка підлягає гарячому витисненню з коефіцієнтом витягнення А - 2,0 на кривошипному пресі КВ2Г32 з зусиллям 1600кН Штамп підігрівався до 300°С з автоматичним контролем температури Схема процесу витиснення профільної різальної частини зображена на Фіг 2 Спосіб здійснюється наступним чином У пресформу засипають порошок 1 конструкційної сталі 4Х5МФ1С в об'ємі 80 - 90% від необхідного (Фіг 1), регламентуємого довжиною робочої профільної частини, а потім досипають до Заявлений спосіб набагато простіший та продуктивніший, а також дає можливість знизити витрати на багатоварті дефіцитні швидкорізальні сталі В результаті гарячого витиснення одержали біметаличну заготовку (див Фіг 3) з профілем фрези, причому и торцева частина виготовлена з порошку швидкорізальної сталі Далі до профільної різальної частини 1, 2 за допомогою зварення тертям приєднували хвостовик з конструкційної сталі 45 3 Після відпалу при температурі 850°С протягом 3-х годин, заготовка фрези передається, на механічну обробку (центровочні отвори, знімання грата, токарна обробка) Далі заготовку фрези встановлюють у центрі пристрою для плазменної наплавки стрічок різальної кромки порошком швидкорізальної сталі цієїж марки сталі 2 Товщина наплавленого шару дорівнює приблизно 2,5 мм 45389 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюHohaiev Kazbek Oleksandrovych, Bondar Volodymyr Hryhorovych, Sorokin Yurii Volodymyrovych
Автори російськоюГогаев Казбек Александрович, Бондарь Владимир Григорьевич, Сорокин Юрий Владимирович
МПК / Мітки
МПК: B23P 15/28, B22F 7/06, B21K 5/00, B22F 3/20
Мітки: спосіб, швидкорізальної, різального, конструкційної, сталі, виготовлення, інструменту, біметалевого
Код посилання
<a href="https://ua.patents.su/3-45389-sposib-vigotovlennya-bimetalevogo-rizalnogo-instrumentu-z-konstrukcijjno-ta-shvidkorizalno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі</a>
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Бобіна Марина Миколаївна, Ульяненко Наталія Валентинівна, Майборода Віктор Станіславович
МПК: B24B 31/112, C23C 8/00
Мітки: спосіб, обробки, інструменту, хіміко-термічної, швидкорізальної, сталі
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Сталь для виготовлення біметалевого породоруйнуючого інструменту
Номер патенту: 16851
Опубліковано: 29.08.1997
Автори: Фучило Степан Михайлович, Голубець Володимир Михайлович, Кантор Семен Ісаакович, Пащечко Михайло Іванович, Осадчий Валерій Арсентійович
МПК: C22C 38/24
Мітки: породоруйнуючого, інструменту, сталь, виготовлення, біметалевого
Формула / Реферат:
Сталь для изготовления биметаллического породоразрушающего инструмента, содержащая углерод, хром, ванадій, марганец, кремний и железо, отличающаяся тем, что, с целью повышения циклической долговечности, она дополнительно содержит молибден и церий при следующем соотношении, мас.%:Углерод 1,47-1,7 Кремний 0,15-0,35 Марганец 0,15-0,4 Хром 10,8-12,4...
Сталь для виготовлення біметалевого породоруйнуючого інструменту
Номер патенту: 16852
Опубліковано: 29.08.1997
Автори: Пащечко Михайло Іванович, Фучило Степан Михайлович, Голубець Володимир Михайлович, Кантор Семен Ісаакович, Осадчий Валерій Арсентійович
МПК: C22C 38/24
Мітки: сталь, виготовлення, біметалевого, породоруйнуючого, інструменту
Формула / Реферат:
Сталь для изготовления биметаллического породоразрушающего инструмента, содержащая углерод, кремний, марганец, хром, ванадий, молибден и железо, отличающаяся тем, что, с целью повышения циклической долговечности и пластичности, она дополнитеяьносодержят вольфрам и церий при следующем соотвошенвв компонентов, мае. %:Углерод 0,42-0,6 Кремний 0,7-1,2 Марганец 0,2-0,5...
Спосіб оцінки якості різального інструменту і деталей машин
Номер патенту: 40077
Опубліковано: 16.07.2001
Автори: Ковальов Віктор Дмитрович, Васильченко Яна Василівна, Мірошніченко Юрій Вікторович, Кліменко Галина Петрівна
МПК: C21D 6/04
Мітки: оцінки, інструменту, машин, різального, деталей, якості, спосіб
Формула / Реферат:
Спосіб оцінки якості різального інструменту і деталей машин, при якому комплексно оцінюють якість вихідних матеріалів, процесів виготовлення різального інструменту і деталей машин, який відрізняється тим, що різальний інструмент або деталі машин піддають обробці імпульсним магнітним полем, визначають їхні експлуатаційні характеристики, при цьому, якщо обробка імпульсним магнітним полем призводить до підвищення експлуатаційних характеристик -...
Спосіб зміцнення різального інструменту
Номер патенту: 32740
Опубліковано: 15.02.2001
Автори: Штученко Сергій Юрійович, Калиниченко Володимир Васильович, Зінов'єв Микола Іванович, Мірошніченко Юрій Вікторович
МПК: B23H 5/00
Мітки: інструменту, спосіб, зміцнення, різального
Текст:
...покриття у порівнянні з традиційним єлетроерозійним легуванням. На другому етапі здійснюється обробка матеріалу різальної пластини з нанесеним зносостійким покриттям в імпульсному магнітному полі. Вплив магнітних імпульсів призводить до підвищення стискуючих залишкових напружень у поверхневому шарі пластини, що об'єднує зносостійке покриття та дифузійну перехідну зону. Вибітз у якості матеріала покриття з'єднань та сплавів, близьких за...
Попередній патент: Пристрій та спосіб живлення постійним струмом тягової системи за допомогою перетворювачів змінного або постійного струму різних напруг
Наступний патент: Візок ручний для транспортування малогабаритних вантажів з допоміжним колесом
Випадковий патент: Спосіб обробки вісмутового надпровідного матеріалу