Спосіб електрошлакового наплавлення
Номер патенту: 51706
Опубліковано: 26.07.2010
Автори: Попов Анатолій Васильович, Матвієнков Сергій Анатолійович
Формула / Реферат
1. Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у рідку ванну, обмежену поверхнею заготівки, що наплавляють, та кристалізатором, який відрізняється тим, що наплавлення проводять по всій довжині поверхні заготівки, водночас при цьому заготівку обертають відносно кристалізатора, зі швидкістю, яку визначають датчиком контролю рівня рідкого металу, а електроди, що витрачаються, подають у рідку ванну вздовж поверхні заготівки, що наплавляють, із заданою швидкістю, обумовленою режимом процесу наплавлення, причому рідка ванна з боків обмежена технологічними планками, а рівень металу рідкої ванни утримують нижче горизонтальної осі заготівки, яку наплавляють.
2. Спосіб за п. 1, який відрізняється тим, що технологічну планку виконують у вигляді наплавленого бурта по висоті, рівній товщині наплавленого шару.
Текст
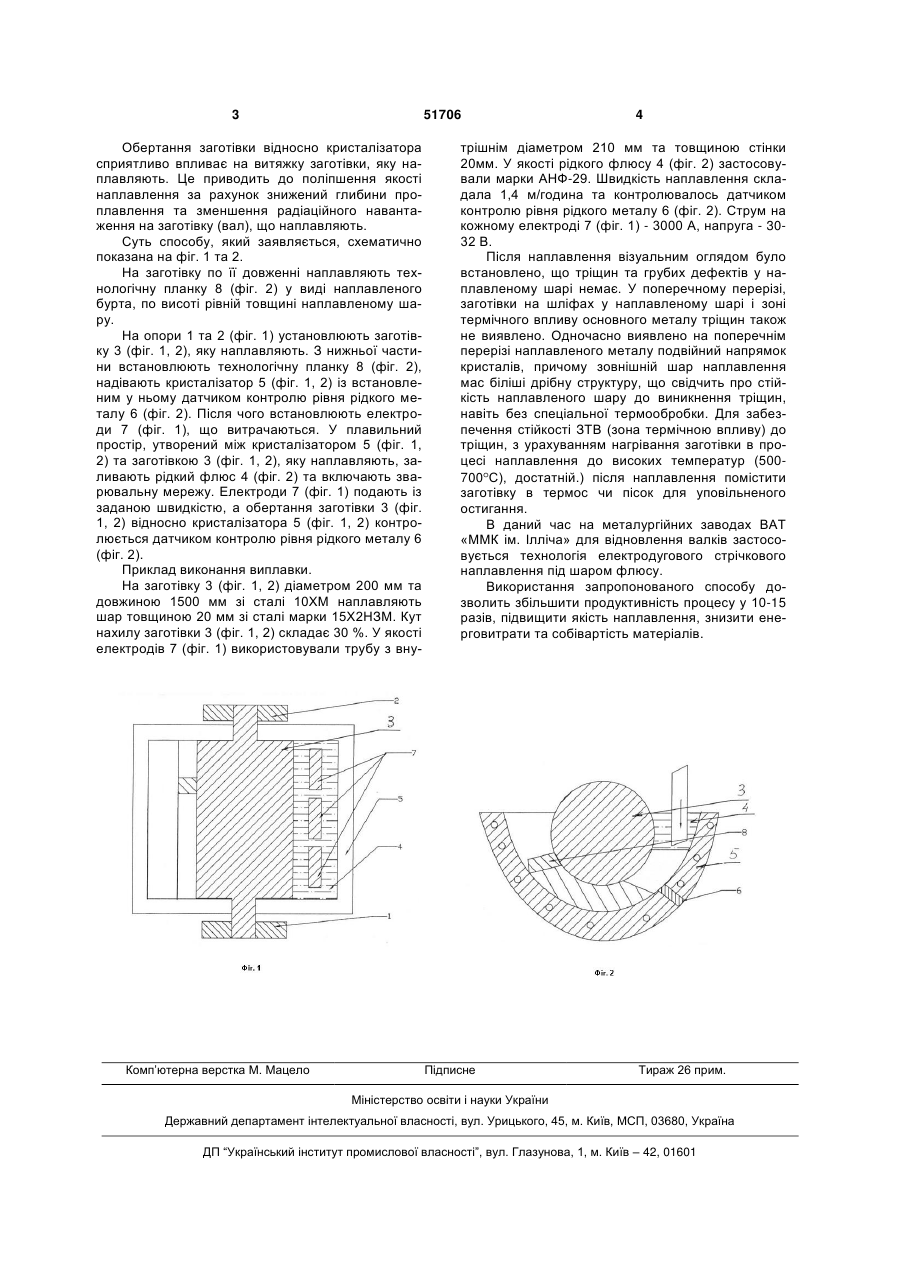
1. Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у рідку ванну, обмежену поверхнею заготівки, що наплавляють, та кристалізатором, який відрізняється тим, що наплавлення проводять по всій довжині поверхні заготівки, водночас при 3 51706 Обертання заготівки відносно кристалізатора сприятливо впливає на витяжку заготівки, яку наплавляють. Це приводить до поліпшення якості наплавлення за рахунок знижений глибини проплавлення та зменшення радіаційного навантаження на заготівку (вал), що наплавляють. Суть способу, який заявляється, схематично показана на фіг. 1 та 2. На заготівку по її довженні наплавляють технологічну планку 8 (фіг. 2) у виді наплавленого бурта, по висоті рівній товщині наплавленому шару. На опори 1 та 2 (фіг. 1) установлюють заготівку 3 (фіг. 1, 2), яку наплавляють. З нижньої частини встановлюють технологічну планку 8 (фіг. 2), надівають кристалізатор 5 (фіг. 1, 2) із встановленим у ньому датчиком контролю рівня рідкого металу 6 (фіг. 2). Після чого встановлюють електроди 7 (фіг. 1), що витрачаються. У плавильний простір, утворений між кристалізатором 5 (фіг. 1, 2) та заготівкою 3 (фіг. 1, 2), яку наплавляють, заливають рідкий флюс 4 (фіг. 2) та включають зварювальну мережу. Електроди 7 (фіг. 1) подають із заданою швидкістю, а обертання заготівки 3 (фіг. 1, 2) відносно кристалізатора 5 (фіг. 1, 2) контролюється датчиком контролю рівня рідкого металу 6 (фіг. 2). Приклад виконання виплавки. На заготівку 3 (фіг. 1, 2) діаметром 200 мм та довжиною 1500 мм зі сталі 10ХМ наплавляють шар товщиною 20 мм зі сталі марки 15Х2НЗМ. Кут нахилу заготівки 3 (фіг. 1, 2) складає 30 %. У якості електродів 7 (фіг. 1) використовували трубу з вну Комп’ютерна верстка М. Мацело 4 трішнім діаметром 210 мм та товщиною стінки 20мм. У якості рідкого флюсу 4 (фіг. 2) застосовували марки АНФ-29. Швидкість наплавлення складала 1,4 м/година та контролювалось датчиком контролю рівня рідкого металу 6 (фіг. 2). Струм на кожному електроді 7 (фіг. 1) - 3000 А, напруга - 3032 В. Після наплавлення візуальним оглядом було встановлено, що тріщин та грубих дефектів у наплавленому шарі немає. У поперечному перерізі, заготівки на шліфах у наплавленому шарі і зоні термічного впливу основного металу тріщин також не виявлено. Одночасно виявлено на поперечнім перерізі наплавленого металу подвійний напрямок кристалів, причому зовнішній шар наплавлення мас біліші дрібну структуру, що свідчить про стійкість наплавленого шару до виникнення тріщин, навіть без спеціальної термообробки. Для забезпечення стійкості ЗТВ (зона термічною впливу) до тріщин, з урахуванням нагрівання заготівки в процесі наплавлення до високих температур (500700 С), достатній.) після наплавлення помістити заготівку в термос чи пісок для уповільненого остигання. В даний час на металургійних заводах ВАТ «ММК ім. Ілліча» для відновлення валків застосовується технологія електродугового стрічкового наплавлення під шаром флюсу. Використання запропонованого способу дозволить збільшити продуктивність процесу у 10-15 разів, підвищити якість наплавлення, знизити енерговитрати та собівартість матеріалів. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electroslag hard-facing
Автори англійськоюMatvienkov Serhii Anatoliiovych, Popov Anatolii Vasyliovych
Назва патенту російськоюСпособ электрошлаковой наплавки
Автори російськоюМатвиенков Сергей Анатольевич, Попов Анатолий Васильевич
МПК / Мітки
МПК: B23K 25/00
Мітки: електрошлакового, спосіб, наплавлення
Код посилання
<a href="https://ua.patents.su/2-51706-sposib-elektroshlakovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового наплавлення</a>
Спосіб електрошлакового наплавлення
Номер патенту: 13365
Опубліковано: 15.03.2006
Автори: Попов Анатолій Васильович, Попов Борис Анатольович
МПК: B23K 25/00
Мітки: наплавлення, електрошлакового, спосіб
Формула / Реферат:
Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у жужільну ванну, обмежену поверхнею, що наплавляють, і кристалізатором, який відрізняється тим, що наплавлення ведуть під кутом 10-75° до горизонтальної поверхні, при цьому заготовку, що наплавляють, обертають відносно кристалізатора, а кристалізатор переміщують вздовж наплавленої заготівки зі швидкістю, яку визначають датчиком контролю рівня рідкого...
Формуючий пристрій для електрошлакового наплавлення і виплавки
Номер патенту: 8871
Опубліковано: 15.08.2005
Автори: Попов Анатолій Васильович, Литвинов Володимир Олегович, Литвинов Дмитро Олегович, Літвінов Олег Миколайович, Попов Борис Анатольович
МПК: B23K 25/00
Мітки: наплавлення, виплавки, формуючий, пристрій, електрошлакового
Формула / Реферат:
1. Формуючий пристрій для електрошлакового наплавлення і виплавки, що містить повзун і вмонтований у нього електроконтактний датчик рівня металевої ванни з щупом у його центрі, розташованим із зазором відносно повзуна, який відрізняється тим, що він додатково містить принаймні ще один датчик рівня металевої ванни з щупом у його центрі, вмонтований у повзун і розташований на відстані від передньої його крайки, не меншій, ніж величина зазору...
Спосіб електрошлакового наплавлення
Номер патенту: 47495
Опубліковано: 15.07.2002
Автори: Шевцов Віктор Львович, Кусков Юрій Михайлович, Майданнік Володимир Яковлевич
МПК: B23K 25/00
Мітки: наплавлення, спосіб, електрошлакового
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секційний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до...
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 25600
Опубліковано: 15.04.2002
Автори: Чернець Олександр Владиславович, Федоровський Борис Борисович, Ус Василь Іванович, Цикуленко Анатолій Костянтинович, Шевченко Віталій Юхимович, Цикуленко Костянтин Анатолійович, Ланцман Ізраїль Абович, Медовар Лев Борисович, Саєнко Володимир Якович, Медовар Борис Ізраїльович
МПК: B22D 19/16, B22D 23/00, B22D 19/06, B22D 19/10
Мітки: наплавлення, спосіб, перерізу, електрошлакового, заготовок, круглого
Формула / Реферат:
1. Спосіб електрошлакового наплавлення заготовок круглого перерізу, що включає установлення заготовки, яка підлягає наплавленню, у секційний струмопідвідний кристалізатор, заливання у зазор між наплавлюваною заготовкою і стінкою кристалізатора рідкого шлаку, електропровідного у рідкому стані і неелектропровідного у твердому стані, для створення шлакової ванни, підведення електричної потужності до шлакової ванни, заливання рідкого...
Спосіб електрошлакового наплавлення металу або сплаву та легкоплавкий шлак для його здійснення
Номер патенту: 69455
Опубліковано: 15.09.2004
Автори: Патон Борис Євгенович, Федоровський Борис Борисович, Медовар Лев Борисович, Саєнко Володимир Якович, Шевченко Віталій Юхимович, Цикуленко Костянтин Анатолійович, Чернець Олександр Владиславович, Ус Василь Іванович, Цикуленко Анатолій Костянтинович
МПК: B22D 11/04, B22D 19/10, B22D 19/16
Мітки: здійснення, легкоплавкий, електрошлакового, шлак, спосіб, сплаву, металу, наплавлення
Формула / Реферат:
1. Спосіб електрошлакового наплавлення металу або сплаву, у якому створюють шлакову ванну, поміщають виріб, що підлягає наплавленню, у шлакову ванну, нагрівають його без оплавлення теплом, яке генерують у шлаковій ванні пропусканням крізь неї електричного струму, і потім подають присадний метал або сплав на шлакову ванну, який відрізняється тим, що створюють шлакову ванну з легкоплавкого шлаку, вимірюють температуру шлакової ванни пірометром...
Попередній патент: Ємність для рідких продуктів
Наступний патент: Спосіб лазерного гравірування
Випадковий патент: Спосіб монтажу на двигуні котушок запалювання та система електричного живлення свічок запалювання двигуна