Формуючий пристрій для електрошлакового наплавлення і виплавки
Номер патенту: 8871
Опубліковано: 15.08.2005
Автори: Попов Анатолій Васильович, Літвінов Олег Миколайович, Литвинов Дмитро Олегович, Попов Борис Анатольович, Литвинов Володимир Олегович

Формула / Реферат
1. Формуючий пристрій для електрошлакового наплавлення і виплавки, що містить повзун і вмонтований у нього електроконтактний датчик рівня металевої ванни з щупом у його центрі, розташованим із зазором відносно повзуна, який відрізняється тим, що він додатково містить принаймні ще один датчик рівня металевої ванни з щупом у його центрі, вмонтований у повзун і розташований на відстані від передньої його крайки, не меншій, ніж величина зазору між щупом і повзуном, при цьому перший датчик розташований своїм центром на рівні передньої крайки повзуна, для чого на повзуні виконаний приливок.
2. Пристрій за п. 1, який відрізняється тим, що центри датчиків зміщені один відносно одного по ширині повзуна на величину, не меншу, ніж діаметр отвору в повзуні під датчик.
Текст
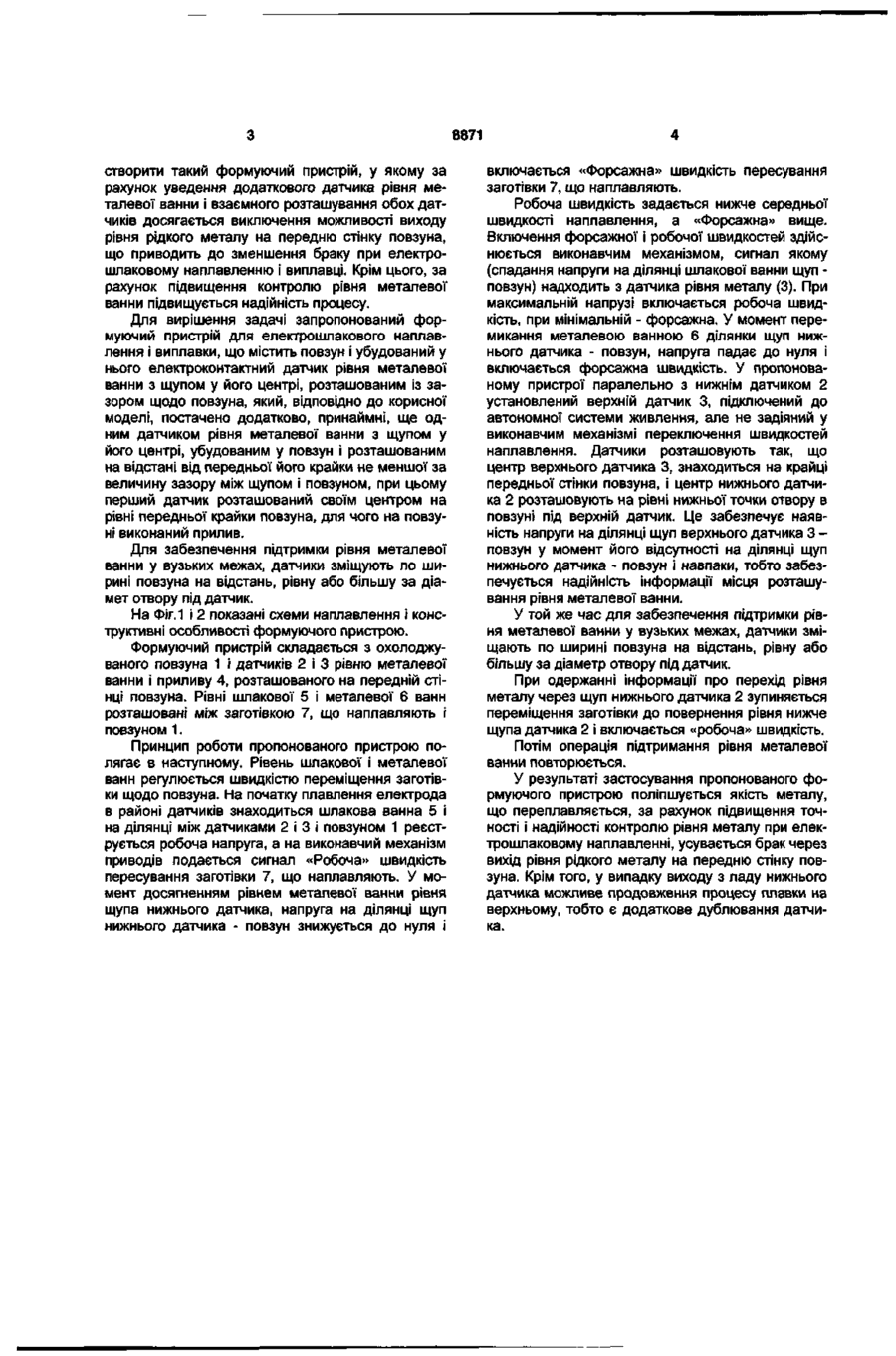
1. Формуючий пристрій для електрошлакового наплавлення і виплавки, що містить повзун і вмонтований у нього електроконтактний датчик рівня металевої ванни з щупом у його центрі, розташованим із зазором відносно повзуна, який відрізняється тим, що він додатково містить принаймні ще один датчик рівня металевої ванни з щупом у його центрі, вмонтований у повзун і розташований на відстані від передньої його крайки, не меншій, ніж величина зазору між щупом і повзуном, при цьому перший датчик розташований своїм центром на рівні передньої крайки повзуна, для чого на повзуні виконаний приливок. 2. Пристрій за п. 1, який відрізняється тим, що центри датчиків зміщені один відносно одного по ширині повзуна на величину, не меншу, ніж діаметр отвору в повзуні під датчик. Корисна модель відноситься до області спецелектрометалургії, переважно до пристроїв з рухливими відносно заготівки повзунами для електрошлакової технології, де необхідний точний контроль рівня металевої ванни. Відомо формуючий пристрій для електрошлакового наплавлення і зварювання, що містить охолоджуваний повзун і теплометричний рівнемір металевої ванни [див. Проблеми електрошлакової технології за редакцією Б.Е. Патона, К., Наукова думка, 1978, стор. 100-104]. Суть його полягає в наступному: охолоджуваний порожній повзун, у якому переплавляється метал, має в стінці наскрізний отвір, у який встановлюється для контролю рівня металевої ванни теплометричний рівнемір, що складається з порожнього охолоджуваного циліндра з масивним дном, а в циліндрі установлені два чуттєвих елементи, мініатюрні батареї термопар. Принцип роботи цього пристрою побудований на вимірі різниці питомих теплових потоків із плавильного простору при реєстрації границь - повітря і шлак метал. Недоліком цього пристрою є викривлення теплового потоку при зміні товщини гарнісажу, особливо при досить великих швидкостях пересування повзуна 1,5-2м/год і більше. З огляду на те, що ці швидкості є одними з основних швидкостей електрошлакової технології, цей пристрій не відповідає її вимогам. Відомий пристрій для контролю рівня металевої ванни, прийнятий за прототип, що містить охолоджуваний повзун, охолоджуваний електроконтактний щуп-стрижень, змонтований на рухливому кристалізаторі і електричне ізольоване від нього джерело живлення, підключене до щупа і повзуна, металеві охолоджувані кільця-екрани, електричне ізольовані між собою, від щупа-стрижня і кристалізатора, розташовані концентрично щодо щупастрижня і друг щодо друга, при цьому товщину кілець-екранів вибирають з умов: d = v t ( v . швидкість наплавлення мм/сек, t час спрацьовування виконавчого механізму, сек.) [див. а. с. СРСР №969485, МПК В23К 25/00]. Недоліком цього пристрою є те, що датчик змонтований у повзуні один. При підході рідкого металу до щупа-стрижня, подається сигнал форсажної швидкості, однак, через інерційність системи приводів, можливе проскакування рівня рідкого металу за верхню точку щупа-стрижня. Це обумовлює подачу сигналу «робочої швидкості», тобто, з'являється помилковий сигнал місця розташування рівня металевої ванни і тому поступово рівень металевої ванни виходить за межі формуючої порожнини повзуна, що приводить до браку і поломки устаткування. В основу корисної моделі покладена задача 00 00 8871 створити такий формуючий пристрій, у якому за рахунок уведення додаткового датчика рівня металевої ванни і взаємного розташування обох датчиків досягається виключення можливості виходу рівня рідкого металу на передню стінку повзуна, що приводить до зменшення браку при електрошлаковому наплавленню і виплавці. Крім цього, за рахунок підвищення контролю рівня металевої ванни підвищується надійність процесу. Для вирішення задачі запропонований формуючий пристрій для електрошлакового наплавлення і виплавки, що містить повзун і убудований у нього електроконтактний датчик рівня металевої ванни з щупом у його центрі, розташованим із зазором щодо повзуна, який, відповідно до корисної моделі, постачено додатково, принаймні, ще одним датчиком рівня металевої ванни з щупом у його центрі, убудованим у повзун і розташованим на відстані від передньої його крайки не меншої за величину зазору між щупом і повзуном, при цьому перший датчик розташований своїм центром на рівні передньої крайки повзуна, для чого на повзуні виконаний прилив. Для забезпечення підтримки рівня металевої ванни у вузьких межах, датчики зміщують по ширині повзуна на відстань, рівну або більшу за діамет отвору під датчик. На Фіг.1 і 2 показані схеми наплавлення і конструктивні особливості формуючого пристрою. Формуючий пристрій складається з охолоджуваного повзуна 1 і датчиків 2 і 3 рівню металевої ванни і приливу 4, розташованого на передній стінці повзуна. Рівні шлакової 5 і металевої 6 ванн розташовані між заготівкою 7, що наплавляють і повзуном 1. Принцип роботи пропонованого пристрою полягає в наступному. Рівень шлакової і металевої ванн регулюється швидкістю переміщення заготівки щодо повзуна. На початку плавлення електрода в районі датчиків знаходиться шлакова ванна 5 і на ділянці між датчиками 2 і 3 і повзуном 1 реєструється робоча напруга, а на виконавчий механізм приводів подається сигнал «Робоча» швидкість пересування заготівки 7, що наплавляють. У момент досягненням рівнем металевої ванни рівня щупа нижнього датчика, напруга на ділянці щуп нижнього датчика - повзун знижується до нуля і включається «Форсажна» швидкість пересування заготівки 7, що наплавляють. Робоча швидкість задається нижче середньої швидкості наплавлення, а «Форсажна» вище. Включення форсажної і робочої швидкостей здійснюється виконавчим механізмом, сигнал якому (спадання напруги на ділянці шлакової ванни щуп повзун) надходить з датчика рівня металу (3). При максимальній напрузі включається робоча швидкість, при мінімальній - форсажна. У момент перемикання металевою ванною 6 ділянки щуп нижнього датчика - повзун, напруга падає до нуля і включається форсажна швидкість. У пропонованому пристрої паралельно з нижнім датчиком 2 установлений верхній датчик 3, підключений до автономної системи живлення, але не задіяний у виконавчим механізмі переключення швидкостей наплавлення. Датчики розташовують так, що центр верхнього датчика 3, знаходиться на крайці передньої стінки повзуна, і центр нижнього датчика 2 розташовують на рівні нижньої точки отвору в повзуні під верхній датчик. Це забезпечує наявність напруги на ділянці щуп верхнього датчика 3 повзун у момент його відсутності на ділянці щуп нижнього датчика - повзун і навпаки, тобто забезпечується надійність інформації місця розташування рівня металевої ванни. У той же час для забезпечення підтримки рівня металевої ванни у вузьких межах, датчики зміщають по ширині повзуна на відстань, рівну або більшу за діаметр отвору під датчик. При одержанні інформації про перехід рівня металу через щуп нижнього датчика 2 зупиняється переміщення заготівки до повернення рівня нижче щупа датчика 2 і включається «робоча» швидкість. Потім операція підтримання рівня металевої ванни повторюється. У результаті застосування пропонованого формуючого пристрою поліпшується якість металу, що переплавляється, за рахунок підвищення точності і надійності контролю рівня металу при електрошлаковому наплавленні, усувається брак через вихід рівня рідкого металу на передню стінку повзуна. Крім того, у випадку виходу з ладу нижнього датчика можливе продовження процесу плавки на верхньому, тобто є додаткове дублювання датчика. 8871 ; L L LL Фіг. 1 Фіг. 2 Комп'ютерна верстка Д. Дорошенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюShaping device for electroslag hard-facing and smelting
Автори англійськоюPopov Anatolii Vasyliovych, Popov Borys Anatoliiovych
Назва патенту російськоюФормовочное устройство для электрошлакового наплавления и выплавки
Автори російськоюПопов Анатолий Васильевич, Попов Борис Анатольевич
МПК / Мітки
МПК: B23K 25/00
Мітки: наплавлення, виплавки, електрошлакового, формуючий, пристрій
Код посилання
<a href="https://ua.patents.su/4-8871-formuyuchijj-pristrijj-dlya-elektroshlakovogo-naplavlennya-i-viplavki.html" target="_blank" rel="follow" title="База патентів України">Формуючий пристрій для електрошлакового наплавлення і виплавки</a>
Спосіб електрошлакового наплавлення
Номер патенту: 47495
Опубліковано: 15.07.2002
Автори: Шевцов Віктор Львович, Майданнік Володимир Яковлевич, Кусков Юрій Михайлович
МПК: B23K 25/00
Мітки: спосіб, електрошлакового, наплавлення
Формула / Реферат:
1. Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секційний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до...
Спосіб електрошлакового наплавлення металу або сплаву та легкоплавкий шлак для його здійснення
Номер патенту: 69455
Опубліковано: 15.09.2004
Автори: Ус Василь Іванович, Цикуленко Костянтин Анатолійович, Федоровський Борис Борисович, Цикуленко Анатолій Костянтинович, Шевченко Віталій Юхимович, Чернець Олександр Владиславович, Патон Борис Євгенович, Саєнко Володимир Якович, Медовар Лев Борисович
МПК: B22D 19/16, B22D 11/04, B22D 19/10
Мітки: спосіб, сплаву, наплавлення, шлак, металу, здійснення, електрошлакового, легкоплавкий
Формула / Реферат:
1. Спосіб електрошлакового наплавлення металу або сплаву, у якому створюють шлакову ванну, поміщають виріб, що підлягає наплавленню, у шлакову ванну, нагрівають його без оплавлення теплом, яке генерують у шлаковій ванні пропусканням крізь неї електричного струму, і потім подають присадний метал або сплав на шлакову ванну, який відрізняється тим, що створюють шлакову ванну з легкоплавкого шлаку, вимірюють температуру шлакової ванни пірометром...
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 25600
Опубліковано: 15.04.2002
Автори: Цикуленко Анатолій Костянтинович, Чернець Олександр Владиславович, Шевченко Віталій Юхимович, Федоровський Борис Борисович, Медовар Лев Борисович, Саєнко Володимир Якович, Ус Василь Іванович, Ланцман Ізраїль Абович, Медовар Борис Ізраїльович, Цикуленко Костянтин Анатолійович
МПК: B22D 23/00, B22D 19/06, B22D 19/16, B22D 19/10
Мітки: круглого, електрошлакового, перерізу, наплавлення, заготовок, спосіб
Формула / Реферат:
1. Спосіб електрошлакового наплавлення заготовок круглого перерізу, що включає установлення заготовки, яка підлягає наплавленню, у секційний струмопідвідний кристалізатор, заливання у зазор між наплавлюваною заготовкою і стінкою кристалізатора рідкого шлаку, електропровідного у рідкому стані і неелектропровідного у твердому стані, для створення шлакової ванни, підведення електричної потужності до шлакової ванни, заливання рідкого...
Спосіб електрошлакового зварювання чи наплавлення
Номер патенту: 68576
Опубліковано: 16.08.2004
Автори: Патон Борис Євгенович, Личко Іван Іванович, Ющенко Костянтин Андрійович
МПК: B23K 25/00
Мітки: зварювання, електрошлакового, спосіб, наплавлення
Формула / Реферат:
1. Спосіб електрошлакового зварювання чи наплавлення виробів, що включає встановлення попередньо покритого рівномірним ізолюючим суцільним шлаковим шаром стаціонарного електрода між формуючими пристроями й оброблюваними виробами з додержанням зазорів між оброблюваними виробами і електродом, рівних величині теплового розширення електрода при його нагріванні до температури плавлення, підключення електрода і виробів до джерела живлення і...
Установка для електрошлакового наплавлення
Номер патенту: 2808
Опубліковано: 26.12.1994
Автори: Стойко Валерій Павлович, Солодилов Сергій Степанович, Моргачев Іван Григорович, Попов Вячеслав Миколайович, Рудевич Геннадій Миколайович
Мітки: наплавлення, електрошлакового, установка
Формула / Реферат:
Установка электрошлаковой наплавки, содержащая кристаллизатор и шлаковик, разделенные перегородкой, греющий и плавящийся электроды с приводами их перемещения, отличающаяся тем, что она снабжена блоком управления и устройством контроля уровня шлака в кристаллизаторе, которое содержит световоды, расположенные один над другим, на одном конце которых размещены фоторезисторы, а на другом светофильтр, причем ось среднего световода направлена в...
Попередній патент: Адсорбційний апарат
Наступний патент: Спосіб хірургічного лікування поперечно розпластаної стопи
Випадковий патент: Спосіб прогнозування перебігу захворювання у хворих з пізніми стадіями лімфоми ходжкіна групи високого ступеня ризику