Спосіб електрошлакового наплавлення
Номер патенту: 47495
Опубліковано: 15.07.2002
Автори: Майданнік Володимир Яковлевич, Шевцов Віктор Львович, Кусков Юрій Михайлович
Формула / Реферат
1. Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секційний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до зони, обмеженої стінками кристалізатора та відстанню, що дорівнює не більш 2/3 ширини шлакової ванни в ділянці формування наплавленого металу.
2. Спосіб по п. 1, який відрізняється тим, що формування наплавленого металу здійснюють за рівності потенціалів вздовж периметра шлакової ванни на межі шлак - струмопідвідна секція.
Текст
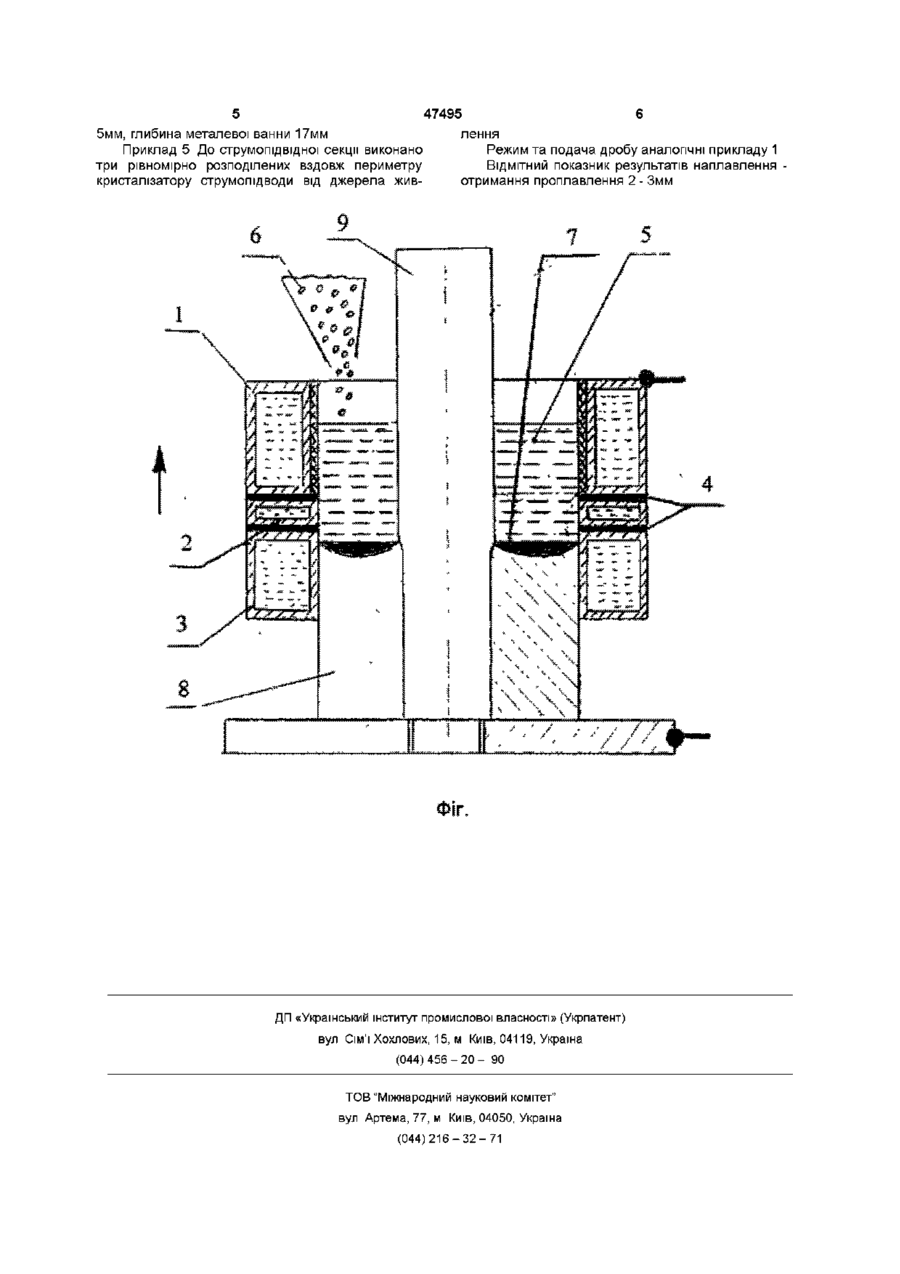
1 Спосіб електрошлакового наплавлення, що включає заливання розплавленого шлаку в секцій ний кристалізатор, до струмопідвідної секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадного матеріалу і формування наплавленого металу, який відрізняється тим, що подавання присадного матеріалу здійснюють постійно або періодично до зони, обмеженої стінками кристалізатора та відстанню, що дорівнює не більш 2/3 ширини шлакової ванни в ДІЛЯНЦІ формування наплавленого металу 2 Спосіб по п 1, який відрізняється тим, що формування наплавленого металу здійснюють за рівності потенціалів вздовж периметра шлакової ванни на межі шлак - струмопідвідна секція О Винахід відноситься до галузі зварювання і може бути застосований для наплавлення деталей типу тіл обертання з використанням різних присадочних матеріалів, зокрема некомпактних Найбільш повно переваги електрошлакового наплавлення виявляються при розплавленні в шлаку некомпактних матеріалів у вигляді зерен, гранул, дробу та т і (Кусков Ю М , Ксендзик Г В Применение зернистого присадочного материала при электрошлаковой наплавке (обзор) // Современные способы наплавки и их применение Киев ИЭС им Патона -1982 -с 62-69) Відомий спосіб електрошлакового наплавлення тіл обертання (Ксендзик Г В , Кусков Ю М , Технология и оборудование для износостойкой электрошлаковой наплавки зернистым присадочным материалом , ж Металлургическая и горно-рудная промышленность, №1, 1989, с 74-761 який), за своею технічною суттю найбільш близький до очікуваного винаходу Він ЗДІЙСНЮЄТЬСЯ ШЛЯХОМ за ливання розплавленого шлаку в секційний кристалізатор, до якого від джерела живлення підведено напругу, обертання в горизонтальній площині шлакової ванни зі швидкістю 20 - бОоб/хв за раху нок зварювального струму, розплавлення в ній некомпактного матеріалу та формування наплавленого шару, причому плавлення матеріалу виконують з питомою потужністю 0,05 - 0,15кВт на 1см3 об'єму шлакової ванни Цьому способу притаманна суттєва вада Він не визначає місце введення присадки до шлакової ванни і тому загальна потужність, що вводиться до шлакової ванни може, з одного боку, витрачатися нераціонально, а з другого, можливе виникнення дефектів в наплавленому шарі у вигляді нерозплавлених часток та шлакових включень, а також отримання несприятливої форми металевої ванни під час кристалізації наплавленого металу Це пов'язане з тим, що конструктивно струмопідвідний секційний кристалізатор виконано так, що, згідно з проведеними дослідженнями (Исследование параметров электрошлаковой плавки в токоподводящем кристаллизаторе / ЮМ Кусков, В И Ус, С В Томиленко и др), 60% діючого струму зосереджено в ДІЛЯНЦІ, що прилягає до стінки кристалізатору Сама ця ділянка є зоною найбільшого виділення теплової потужності в шлаку, до якої необхідно вводити присадочний матеріал ю 47495 Основним завданням винаходу є вдосконалення способу електрошлакового наплавлення в секційному струмопідвідному кристалізаторі за рахунок подавання присадки до зони найбільшого тепловиділення в шлаковій ванні, що дозволяє підвищити якість наплавленого металу та забезпечити мінімальне проплавлення основного металу Крім того, метал формують з забезпеченням рівності потенціалів вздовж периметру шлакової ванни на межі шлак - струмопідвідна секція, що забезпечує ще більш рівномірне проплавлення основного металу Це завдання досягається тим, що електрошлакову наплавку, що включає заливання розплавленого металу до секційного кристалізатору, до верхньої секції якого підведено напругу від джерела живлення, обертання шлакової ванни в горизонтальній площині за рахунок зварювального струму, введення та плавлення в ній присадочного матеріалу та формування наплавленого металу здійснюють з постійною або періодичною подачею присадки до зони, обмеженої стінками кристалізатору та відстанню, дорівнюваною не більше 2/3 ширини шлакової ванни в області формування наплавленого металу Процес здійснюється за дотримання рівності потенціалів вздовж периметру шлакової ванни на межі шлак - струмопідвідна секція Введення присадки до зони найбільшого тепловиділення сприяє повному розплавленню її в шлаку, виключенню з'явлення шлакових включень та зменшенню глибини металевої ванни В принципі можливо отримувати пласку форму металічної ванни При цьому витрата електроенергії буде мінімально необхідною для проходження стабільного електрошлакового процесу, а це, в свою чергу, буде сприяти отриманню біметалічних заготовок з мінімальним проплавленням Рівномірному проплавленню сприяє й підведення напруги до кристалізатору не в одній точці, а в декількох, розміщених вздовж периметру кристалізатору Це забезпечує рівність потенціалів на межі шлак - струмопідвідна секція та, ВІДПОВІДНО, рівномірне проходження струму до шлаку, завдяки чому створюється відносно рівномірне теплове поле в шлаковій ванні Таким чином, суттєва відміна запропонованого способу наплавлення від відомого полягає в тому, що присадку під час наплавлення вводять до зони найбільшого тепловиділення в шлаковій ванні, обмеженої стінками кристалізатору та відстанню не більше 2/3 ширини шлакової ванни в ДІЛЯНЦІ формування наплавленого металу Відміна полягає також і в тому, що процес здійснюють за рівності потенціалів вздовж периметру шлакової ванни на межі шлак - струмопідвідна секція Викладена суть винаходу пояснюється фіг Позиціями позначено 1, 2, 3 - ВІДПОВІДНО струмопідвідна, проміжна та формуюча секції кристалізатору, 4 - електроізоляційні прокладки, 5 - шлакова ванна, 6 - присадочний матеріал, 7 - металева ванна, 8 - наплавлений метал, 9 - наплавлюваний виріб Процес наплавлювання здійснюється наступ ним чином до зазору, обмеженого наплавлюваною поверхнею виробу 9 та водоохолоджуваними стінками кристалізатору, який складається з секцій 1, 2, 3, ізольованих електричко одна від одної прокладками 4, заливається розплавлений шлак, утворюючи шлакову ванну 5 Верхня секція кристалізатору є струмопідвідною, тобто до неї підводиться напруга від джерела живлення, Струмопідвід може здійснюватися як в одній точці, так і в декількох У другому випадку відбувається краще вирівнювання потенціалів вздовж периметру шлакової ванни в зоні и торкання до секції, що призводить до більш рівномірного проходження струму до шлакової ванни В зв'язку з тим, що струмопідвідна секція є незамкнутою вздовж периметру внаслідок вертикального (вертикальних) розрізу в поперечному перерізу, вона є по суті індуктором, що забезпечує обертання шлакової ванни в горизонтальній площині Після подачі напруги від джерела живлення та при торканні шлакової ванни 5 струмопідвідною 1, проміжною 2 та формуючою 3 секціями встановлюється електрошлаковий процес Після розігріву шлаковою ванною наплавлюваної поверхні виробу та очищення и від окислів до шлакової ванни подають присадочний матеріал 6, який, проходячи скрізь шар розплавленого шлаку, утворює металеву ванну 7, що потім кристалізується в наплавлений метал 8 Присадочний матеріал може вводитися до шлакової ванни як постійно, так і періодично Цим можна регулювати тепловий стан шлакової ванни та, ВІДПОВІДНО, процеси, що відбуваються в ній Даний спосіб електрошлакового наплавлювання було перевірено при наплавці чавунних заготовок прокатних валків діаметром 450мм та довжиною бочки 500мм дробом з хромонікелевого чавуну фракції 1,5 - 4мм в трьохсекційному струмопідвідному кристалізаторі діаметром 520мм Приклад 1 Подача дробу здійснювалась біля стінки кристалізатору на поверхню шлакової ванни Режим наплавлювання струм - 8 - 8,5кА, напруга - ЗО - 32В, продуктивність до 100кг/г, флюс АН-75 Процес наплавлення стабільний, дефекти відсутні, проплавлення 2 - 5мм, глибина металевої ванни приблизно 10мм Приклад 2 Подача дробу здійснювалась на відстані приблизно 23мм від стінки кристалізатору (2/3 ширини шлакової ванни) Режим попередній і результати наплавлення аналогічні результатам прикладу 1 Приклад 3 Подача дробу здійснювалась на відстані приблизно 12мм від стінки кристалізатору Режим попередній і результати наплавлення аналогічні результатам прикладів 1 та 2 Приклад 4 Подача дробу здійснювалась на відстані приблизно 27мм від стінки кристалізатору, біля стінки кристалізатору на поверхню шлакової ванни Режим попередній Погіршення стабільності процесу, в зв'язку з чим подача дробу здійснювалась періодично Спостерігаються шлакові включення в наплавленому шарі, до 15шт нерозплавлених часток, одне незплавлення довжиною 120мм, проплавлення 0 5 47495 6 5мм, глибина металевої ванни 17мм лення Приклад 5 До струмопідвідної секції виконано Режим та подача дробу аналогічні прикладу 1 три рівномірно розподілених вздовж периметру ВІДМІТНИЙ показник результатів наплавлення кристалізатору струмопідводи від джерела животримання проплавлення 2 - Змм ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electro-slag build-up welding
Автори англійськоюKuskov Yurii Mykhailovych
Назва патенту російськоюСпособ электрошлаковой наплавки
Автори російськоюКусков Юрий Михайлович
МПК / Мітки
МПК: B23K 25/00
Мітки: наплавлення, електрошлакового, спосіб
Код посилання
<a href="https://ua.patents.su/3-47495-sposib-elektroshlakovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакового наплавлення</a>
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 25600
Опубліковано: 15.04.2002
Автори: Цикуленко Костянтин Анатолійович, Медовар Лев Борисович, Ланцман Ізраїль Абович, Шевченко Віталій Юхимович, Саєнко Володимир Якович, Чернець Олександр Владиславович, Федоровський Борис Борисович, Медовар Борис Ізраїльович, Цикуленко Анатолій Костянтинович, Ус Василь Іванович
МПК: B22D 19/10, B22D 19/06, B22D 23/00, B22D 19/16
Мітки: наплавлення, заготовок, спосіб, електрошлакового, круглого, перерізу
Формула / Реферат:
1. Спосіб електрошлакового наплавлення заготовок круглого перерізу, що включає установлення заготовки, яка підлягає наплавленню, у секційний струмопідвідний кристалізатор, заливання у зазор між наплавлюваною заготовкою і стінкою кристалізатора рідкого шлаку, електропровідного у рідкому стані і неелектропровідного у твердому стані, для створення шлакової ванни, підведення електричної потужності до шлакової ванни, заливання рідкого...
Установка для електрошлакового наплавлення
Номер патенту: 2808
Опубліковано: 26.12.1994
Автори: Солодилов Сергій Степанович, Стойко Валерій Павлович, Попов Вячеслав Миколайович, Моргачев Іван Григорович, Рудевич Геннадій Миколайович
Мітки: електрошлакового, установка, наплавлення
Формула / Реферат:
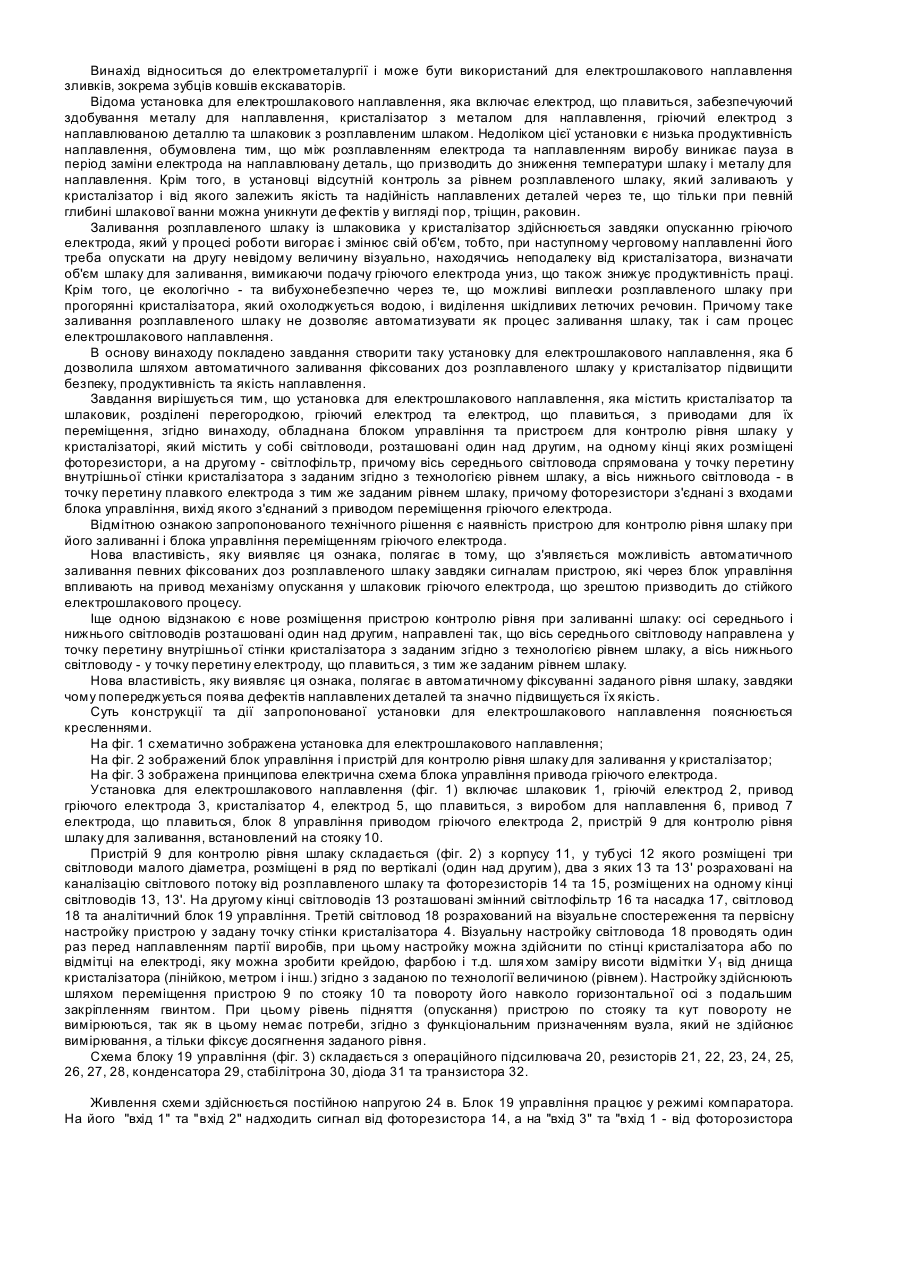
Установка электрошлаковой наплавки, содержащая кристаллизатор и шлаковик, разделенные перегородкой, греющий и плавящийся электроды с приводами их перемещения, отличающаяся тем, что она снабжена блоком управления и устройством контроля уровня шлака в кристаллизаторе, которое содержит световоды, расположенные один над другим, на одном конце которых размещены фоторезисторы, а на другом светофильтр, причем ось среднего световода направлена в...
Установка для електрошлакового наплавлення рідким металом композитних валків

Номер патенту: 32637
Опубліковано: 15.02.2001
Автори: Христиченко Володимир Іванович, Чернець Олександр Владиславович, Цикуленко Анатолій Костянтинович, Шевченко Віталій Юхимович, Ланцман Ізраїль Абович, Шабанов Володимир Борисович, Скудар Георгій Маркович, Федоровський Борис Борисович, Медовар Борис Ізраїльович, Свиридов Олег Віталійович, Чередниченко Валентин Олександрович, Стрєльніков Микола Петрович, Медовар Лев Борисович, Білобров Юрій Миколаєвич
МПК: B21B 28/00, B22D 19/00, B22D 19/16, B21B 27/00, B21B 1/00
Мітки: металом, валків, установка, електрошлакового, наплавлення, композитних, рідким
Текст:
...розміщена на колоні вер хня та нижня каретка з кристалізатором; - платформа з ємностями для рідкого ме талу та шлаку; - нижня стр умопідвідна та вер хня опори для заготівки валка; та відмінні ознаки: - оснащення носійним пристроєм С-подіб ної форми з вер хньою та нижньою горизонталь ними полицями, закріпленими на вер хній карет ці; - опорним пристроєм для попереднього центрування, установленим у верхній опорі; - пристрій для піді гріву...
Порошковий дріт для наплавлення
Номер патенту: 44801
Опубліковано: 15.03.2002
Автори: Рябцев Ігор Олександрович, Євтушенко Віктор Вікторович, Мікаелян Генріх Суренович
МПК: B23K 35/368
Мітки: порошковий, наплавлення, дріт
Формула / Реферат:
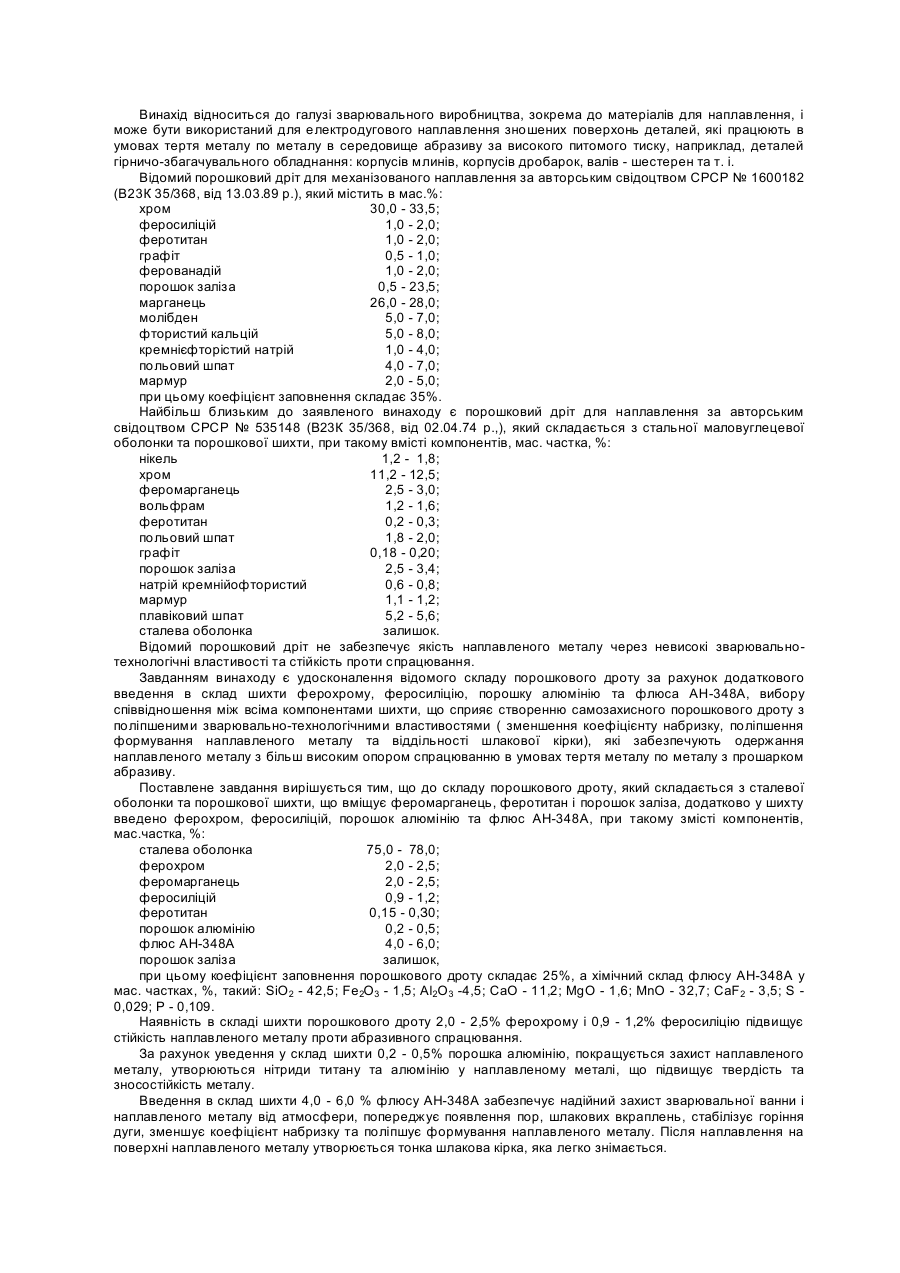
Порошковий дріт для наплавлення, який складається з сталевої оболонки та порошкової шихти, яка містить феромарганець, феротитан, порошок заліза, який відрізняється тим, що склад шихти додатково має ферохром, феросиліцій, порошок алюмінію та флюс АН-348А, за наступним вмістом компонентів, мас. частка, %: сталева оболонка 75,0-78,0; ферохром 2,0-2,5; ...
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 22987
Опубліковано: 05.05.1998
Автор: Медовар Борис Ізраїльович
МПК: B22D 19/10, B22D 19/08, B23P 6/02, B22D 19/16
Мітки: заготовок, круглого, електрошлакового, наплавлення, перерізу, спосіб
Формула / Реферат:
1. Способ электрошлаковой наплавки удлиненных заготовок круглого сечения с использованием секционного водоохлаждаемого кристаллизатора с токоведущей частью и нетоковедущей формирующей частью, включающий установку в указанный кристаллизатор заготовки, подлежащей наплавке, заливку в зазор между наплавляемой заготовкой и стенкой кристаллизатора жидкого шлака, электропроводного в жидком состоянии и не электропроводного в твердом состоянии, и...
Попередній патент: Тістоподільна машина
Наступний патент: Сопловий апарат парціальної турбіни
Випадковий патент: Вихровий гранулятор зваженого шару