Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення
Номер патенту: 55734
Опубліковано: 15.04.2003
Автори: Валявський Андрій Олександрович, Підгаєцький Михайло Матвійович, Скібінський Олександр Іванович
Формула / Реферат
1. Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення, який створює верстатне зачеплення і повторює роботу передачі, в якій внутрішнє колесо є однолезовим інструментом, а зовнішнє - деталлю, і кожне з яких обертається навколо власних осей, який відрізняється тим, що однолезовий інструмент на кожному наступному проході змінює радіус власної центроїди від мінімального значення, при якому відсутній контакт між інструментом і деталлю, до значень, при яких має місце контакт з кінцево оброблюваною деталлю.
2. Спосіб по п. 1, який відрізняється тим, що відношення радіусів центроїд інструмента і кінцево обробленої деталі визначається виразом:
![]() , де
, де
rimax - максимальний радіус центроїди інструмента;
rдет - радіус центроїди деталі;
z - кількість зубців деталі.
Текст
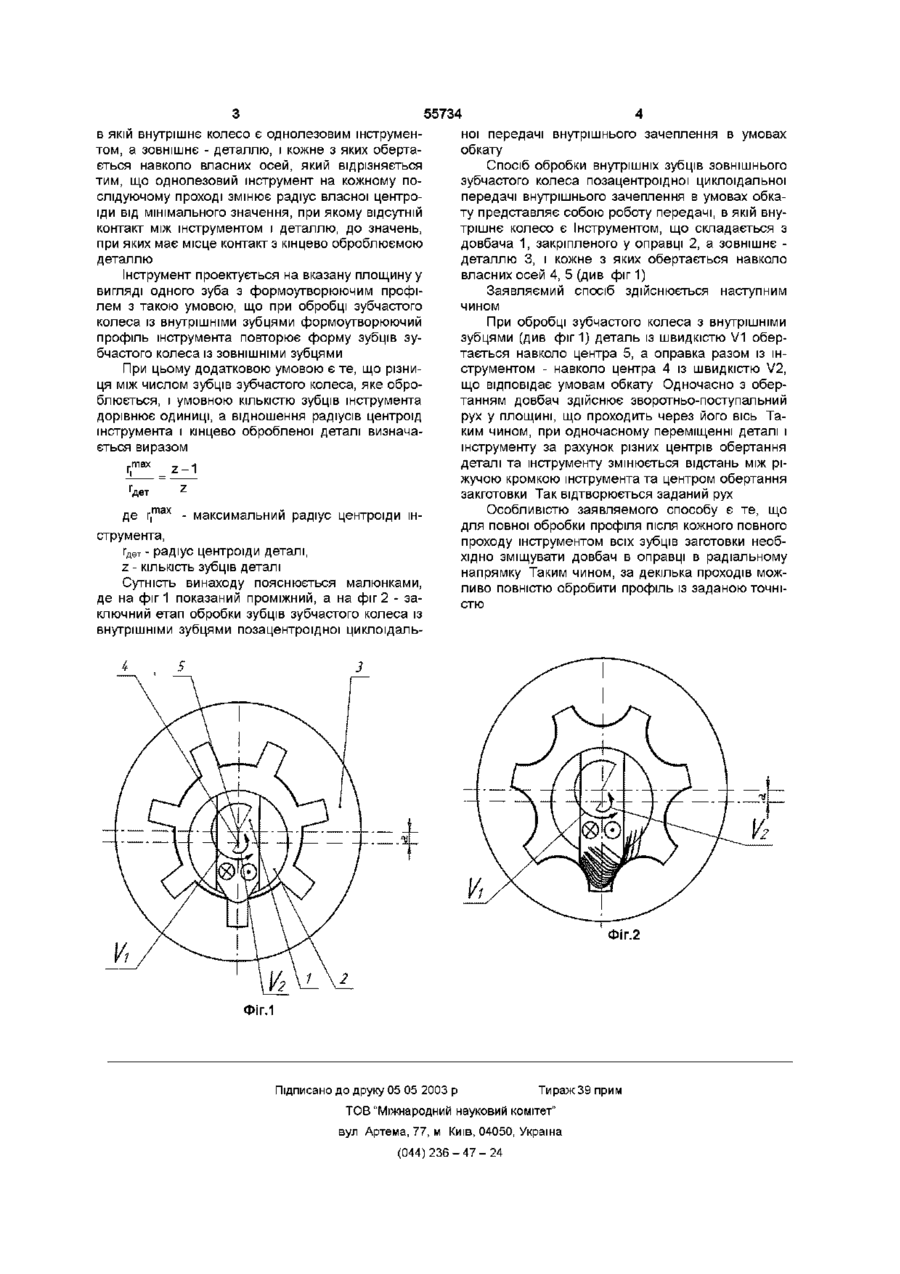
1 Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроідного внутрішнього цівкового зачеплення, який створює верстатне зачеплення і повторює роботу передачі, в якій внутрішнє колесо є однолезовим інструментом, а зовнішнє - деталлю, і кожне з яких обертається навколо власних осей, який Винахід відноситься до області машинобудування і може бути використаним у виробництві ЗОВНІШНІХ циліндричних зубчастих коліс позацентроїдних циклоїдальних передач внутрішнього зачеплення Найбільш близьким технічним рішенням до способу, що заявляється, є спосіб обробки зубців циліндричних зубчастих коліс позацентроідного внутрішнього циклоїдального зачеплення, який здійснюється в умовах обкату двох спряжених зубчастих коліс внутрішнього зачеплення, одне з яких являється інструментом, а інше — зубчастим колесом, що оброблюється Причому в площині, перпендикулярній власній осі, зубчасте колесо, яке оброблюється, виконує планетарний рух, який складається із обертання навколо власної осі і руху останньої по траєкторії, яка є колом, відносно нерухомого інструмента (див В М Шанников, Планетарные редукторы с внецентроидным зацеплением, Машгиз, Л , 1948, ст 13 8 140) Відомий спосіб має ряд недоліків мала КІЛЬКІСТЬ переточувань досить дорогого інструменту, непостійність центроїди інструменту, яка залежить від його переточувань, перемінність сил різання по довжині різальної відрізняється тим, що однолезовий інструмент на кожному наступному проході змінює радіус власної центроїди від мінімального значення, при якому відсутній контакт між інструментом і деталлю, до значень, при яких має місце контакт з кінцево оброблюваною деталлю 2 Спосіб по п 1, який відрізняється тим, що відношення радіусів центроїд інструмента і кінцево обробленої деталі визначається виразом Де дет max г, - максимальний радіус центроїди інструмента, Г е - радіус центроїди деталі, дт z - КІЛЬКІСТЬ зубців деталі кромки, що приводить до різних пружніх ВІДЖИМІВ і, як наслідок, додаткових неточностей при обробці, складність оснащення такого інструмента прогресивними різальними матеріалами, у зв'язку з обмеженістю, яка викликана розмірами МІЖЦІВКОВИХ западин, формоутворююча частина різального інструмента не має достатньої по всій довжині жорсткості, і має загострені ділянки, що негативно впливає на точність обробки Тому обробка вказаним способом викликає складнощі, особливо при обробці цівкових коліс з висотою цівки більшою 15мм Наявність вказаних недоліків відомого способу вказує на не оптимальність його використання для виготовлення зубчастих пар позацентроідного внутрішнього циклоїдального зачеплення В основу винаходу поставлена задача створення способу, який забезпечив би обробку циліндричного зубчастого колеса позацентроідного внутрішнього циклоїдального зачеплення з внутрішніми зубцями Поставлена задача розв'язується таким чином, що спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроідного внутрішнього цівкового зачеплення, який створює верстатне зачеплення і повторює роботу передачі, СО Ю Ю 55734 в якій внутрішнє колесо є однолезовим інструментом, а зовнішнє - деталлю, і кожне з яких обертається навколо власних осей, який відрізняється тим, що однолезовий інструмент на кожному послідуючому проході змінює радіус власної центроїди від мінімального значення, при якому відсутній контакт між інструментом і деталлю, до значень, при яких має місце контакт з кінцево оброблюємою деталлю Інструмент проектується на вказану площину у вигляді одного зуба з формоутворюючим профілем з такою умовою, що при обробці зубчастого колеса із внутрішніми зубцями формоутворюючий профіль інструмента повторює форму зубців зубчастого колеса із ЗОВНІШНІМИ зубцями При цьому додатковою умовою є те, що різниця між числом зубців зубчастого колеса, яке оброблюється, і умовною КІЛЬКІСТЮ зубців інструмента дорівнює одиниці, а відношення радіусів центроїд інструмента і кінцево обробленої деталі визначається виразом 'Дет ' де r,max - максимальний радіус центроїди інструмента, Г е - радіус центроїди деталі, дт z - КІЛЬКІСТЬ зубців деталі Сутність винаходу пояснюється малюнками, де на фіг 1 показаний проміжний, а на фіг 2 - заключний етап обробки зубців зубчастого колеса із внутрішніми зубцями позацентроідної циклоідаль ної передачі внутрішнього зачеплення в умовах обкату Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроідної циклоїдальної передачі внутрішнього зачеплення в умовах обкату представляє собою роботу передачі, в якій внутрішнє колесо є Інструментом, що складається з довбача 1, закріпленого у оправці 2, а зовнішнє деталлю 3, і кожне з яких обертається навколо власних осей 4, 5 (див фіг 1) Заявляємий спосіб здійснюється наступним чином При обробці зубчастого колеса з внутрішніми зубцями (див фіг1) деталь із швидкістю V1 обертається навколо центра 5, а оправка разом із інструментом - навколо центра 4 із швидкістю V2, що відповідає умовам обкату Одночасно з обертанням довбач здійснює зворотньо-поступальний рух у площині, що проходить через його вісь Таким чином, при одночасному переміщенні деталі і інструменту за рахунок різних центрів обертання деталі та інструменту змінюється відстань між ріжучою кромкою інструмента та центром обертання закготовки Так відтворюється заданий рух Особливістю заявляемого способу є те, що для повної обробки профіля після кожного повного проходу інструментом всіх зубців заготовки необхідно зміщувати довбач в оправці в радіальному напрямку Таким чином, за декілька проходів можливо повністю обробити профіль із заданою точністю Фіг.2 Фіг.1 Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for machining of inner tooth of cog-wheel of eccentric inner lantern gear
Автори англійськоюPidhaietskyi Mykhailo Matviovych
Назва патенту російськоюСпособ обработки внутренних зубцов внешнего зубчатого колеса внецентроидного внутреннего цевочного зацепления
Автори російськоюПидгаецкий Михаил Матвеевич
МПК / Мітки
МПК: B23F 15/00
Мітки: внутрішніх, позацентроїдного, зубчастого, колеса, внутрішнього, цівкового, зачеплення, спосіб, зовнішнього, обробки, зубців
Код посилання
<a href="https://ua.patents.su/2-55734-sposib-obrobki-vnutrishnikh-zubciv-zovnishnogo-zubchastogo-kolesa-pozacentrodnogo-vnutrishnogo-civkovogo-zacheplennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки внутрішніх зубців зовнішнього зубчастого колеса позацентроїдного внутрішнього цівкового зачеплення</a>
Інструмент для обробки зубчастих коліс, профілі яких окреслені обвідними сімейства еквідистант позацентроїдних епіциклоїд
Номер патенту: 46410
Опубліковано: 15.05.2002
Автори: Скібінський Олександр Іванович, Підгаєцький Михайло Матвійович
МПК: B23F 9/00
Мітки: профілі, коліс, сімейства, яких, епіциклоїд, обвідними, обробки, еквідистант, позацентроїдних, інструмент, зубчастих, окреслені
Формула / Реферат:
1. Інструмент для обробки зубчастих коліс позацентроїдних циклоїдальних передач внутрішнього зачеплення, профілі яких окреслені обвідними сім’ї еквідистант позацентроїдних епіциклоїд або цівкових коліс позацентроїдних епіциклоїдальних цівкових передач внутрішнього зачеплення, профілі яких окреслені дугами кола, виконаний у вигляді довбача, в основу профілювання зубців-різців якого покладено еквідистанту позацентроїдної епіциклоїди, який...
Шестеренна гідромашина зовнішнього зачеплення
Номер патенту: 42895
Опубліковано: 15.11.2001
Автори: Москаленко Генадій Вікторович, Надєін Владислав Семенович, Бевз Олег Вікторович, Черновол Михайло Іванович, Кулєшков Юрій Володимирович
МПК: F04C 2/08
Мітки: гідромашина, зачеплення, зовнішнього, шестеренна
Формула / Реферат:
1. Шестеренна гідромашина зовнішнього зачеплення, що містить корпус, у циліндричних розточках якого розміщені шестерні зовнішнього зачеплення з корегованими зубами евольвентного профілю, сполученими між собою з утворенням бічного зазору, яка відрізняється тим, що синтез зубчастого зачеплення шестерень виконаний з асиметричною лінією зачеплення щодо полюса зачеплення.2. Шестеренна гідромашина зовнішнього зачеплення по п. 1, яка...
Шестеренна гідромашина зовнішнього зачеплення
Номер патенту: 42891
Опубліковано: 15.11.2001
Автори: Матвієнко Олександр Олександрович, Черновол Михайло Іванович, Лопата Лариса Анатоліївна, Кулєшков Юрій Володимирович
МПК: F04C 2/08
Мітки: шестеренна, зачеплення, зовнішнього, гідромашина
Формула / Реферат:
1. Шестеренна гідромашина зовнішнього зачеплення, що містить корпус, у циліндричних розточках якого розміщені з утворенням камер низького і високого тиску шестерні зовнішнього зачеплення з цапфами, що встановлені у підшипниках ковзання, яка відрізняється тим, що на внутрішніх стінках корпусу в зоні ущільнення верхівок зубців шестерень гідромашини корпусом утворено порожнини.2. Шестеренна гідромашина по п. 1, яка відрізняється тим, що...
Шестеренна гідромашина зовнішнього зачеплення
Номер патенту: 784
Опубліковано: 15.03.2001
Автори: Черепаха Ігор Іванович, Карпенко Василь Дмитрович, Бондар Микола Степанович
МПК: F04C 2/04
Мітки: гідромашина, зачеплення, шестеренна, зовнішнього
Формула / Реферат:
1. Шестеренна гідромашина зовнішнього зачеплення, яка має корпус з вхідним та вихідним отворами і кришкою, в колодязях якого містяться шестерні з цапфами, які розміщено в підшипниках ковзання з еластичними 3-подібними манжетами П-подібного профілю, які розташовані біля вихідного отвору, та компенсатори торцевих зазорів, яка відрізняється тим, що компенсатори торцевих зазорів виконані у вигляді пластин, а еластичні 3-подібні манжети розміщено...
Спосіб ремонту шестеренних гідромашин зовнішнього зачеплення
Номер патенту: 44937
Опубліковано: 15.03.2002
Автори: Матвієнко Олександр Олександрович, Черновол Михайло Іванович, Кулєшков Юрій Володимирович
Мітки: зачеплення, ремонту, гідромашин, зовнішнього, спосіб, шестеренних
Формула / Реферат:
1. Спосіб ремонту шестеренних гідромашин зовнішнього зачеплення приведенням посадок спряжених деталей до початкових шляхом шліфування шестерень, розточуванням отворів під цапфи шестерень в підшипниках ексцентрично зі зміщенням шестерень і обробкою ділянок розділення робочих порожнин на стінках колодязів корпусу, який відрізняється тим, що перед обробкою ділянок корпус нагрівають до температури вище температури рекристалізації, при цьому...
Попередній патент: Спосіб одержання бета-каротину, розчинного у воді (варіанти)
Наступний патент: Електромагнітний фільтр
Випадковий патент: Спосіб виробництва хлібного квасу