Спосіб розливання киплячої сталі
Номер патенту: 5645
Опубліковано: 15.03.2005
Автори: Мамішев Валентин Адольович, Соколовська Леокадія Антонівна, Осіпов Володимир Прокопович

Формула / Реферат
Спосіб розливання киплячої сталі, який включає подачу стального дробу на струмінь рідкого металу, який відрізняється тим, що по ходу розливання металу по виливницях в розплав нерозкисленої сталі вводять різну дозу стального дробу по ступінчастому режиму: в об'єм перших 2-х зливків вводять 1% дробу, у наступні зливки послідовно збільшують дозу дробу з 1,5-1,7% до 2-2,2%, поступово зменшуючи кількість введеного в зливок дробу до 1% в кінці розливання сталі.
Текст
Спосіб розливання киплячої сталі, який включає подачу стального дробу на струмінь рідкого металу, який відрізняється тим, що по ходу розливання металу по виливницях в розплав нерозкисленої сталі вводять різну дозу стального дробу по ступінчастому режиму: в об'єм перших 2-х зливків вводять 1 % дробу, у наступні зливки послідовно збільшують дозу дробу з 1,5-1,7% до 2-2,2%, поступово зменшуючи кількість введеного в зливок дробу до 1% в кінці розливання сталі. Корисна модель відноситься до чорної металургії і може бути застосований при відливанні крупних зливків нерозкисленої (киплячої) сталі в чавунні виливниці. Відомо застосування різних інтенсифікаторів кипіння сталі, які вводять у виливницю із залитим металом з метою зниження вмісту шкідливих домішок та неметалевих включень і одержання щільної зовнішньої кірки зливка киплячої сталі [1]. Однак недоліком застосування інтенсифікаторів кипіння у вигляді рафінуючих флюсів являється їх підвищена витрата (від 0,5 до 5кг/т). Така кількість флюсу необхідна для його ефективного впливу на розплав нерозкисленої сталі, що економічно не завжди виправдано. Крім того при розливанні нерозкисленої сталі в зливки процес її кипіння може бути слабким або бурхливим. Слабке кипіння сталі в порожнині виливниці сприяє утворенню відносно тонкої безпузирчастої кірки зливка і увігнутого профіля його головної частини та підвищеному вмісту газів у литому металі, що призводить до зменшення виходу придатного металу. І навпаки, бурхливе кипіння сталі супроводжується інтенсивним газоутворенням в тілі зливка навіть після його хімічного закупорювання. Це призводить до підвищення вмісту газів і збільшення їх тиску в порожнині усадкової раковини зливка. При цьому утворюється випуклий про філь головної частини зливка з можливим викиданням газів в атмосферу при виникненні свищів у недостатньо товстій верхній кірочці твердіючого зливка. В результаті відбувається небажане окислення бокових стінок усадкової раковини, що являється причиною незварювання металу в головній частині зливків при їх прокатуванні на сляби, а потім на рулони та лист. Найбільш близьким до заявленого винаходу являється спосіб розливання киплячої сталі зверху при подачі на струмінь рідкого металу подрібнених металевих добавок [2] з метою поліпшення макроструктури литого металу, підвищення якості поверхні зливка, збільшення виходу придатного металу і рівня його фізико-механічних властивостей. При розливанні киплячої сталі у виливниці на струмінь рідкого металу подають подрібнені добавки в кількості 1-2,5% пропорційно лінійній швидкості розливання сталі на протязі 75-80% від часу заливання, починаючи з моменту заповнення виливниці на 15-20% її висоти. Однак кількість металевих частинок необхідно вибирати з розрахунку зняття початкового перегріву сталі до заданої величини. При введенні в розплав частанок-мікрохолодильників в кількості менше 1% ефект від зниження температури рідкої сталі незначний 10-12°С, а при введенні в рідку сталь більше ніж 2,5% подрібнених ю ю
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for casting the unkilled steel
Автори англійськоюOsipov Volodymyr Prokopovych, Mamishev Valentyn Adoliovych
Назва патенту російськоюСпособ разливки кипящей стали
Автори російськоюОсипов Владимир Прокофьевич, Мамишев Валентин Адольевич
МПК / Мітки
МПК: B22D 7/00
Мітки: сталі, киплячої, розливання, спосіб
Код посилання
<a href="https://ua.patents.su/2-5645-sposib-rozlivannya-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб розливання киплячої сталі</a>
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: киплячої, сталі, виливок, напівспокійної
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Спосіб позапічної обробки киплячої сталі
Номер патенту: 44804
Опубліковано: 15.03.2002
Автори: Прядкін Олексій Григорович, Бондар Владислав Іванович, Бойко Володимир Семенович, Овсянніков Олександр Матвійович, Чичкарьов Євген Анатолійович, Волков Анатолій Іванович, Лещенко Єгор Миколайович, Остроушко Анатолій Вікторович
Мітки: спосіб, позапічної, киплячої, сталі, обробки
Формула / Реферат:
Спосіб позапічної обробки киплячої сталі, що включає введення феромарганцю під час випуску частки металу та окислювача в кількості, пропорційній вмісту силіцію в феромарганці, який відрізняється тим, що окислювач вводять двома порціями: першу - з початком введення феромарганцю під струмінь металу, а другу після закінчення введення феромарганцю за загальною масою, що визначається з виразу:
Спосіб розливання сталі
Номер патенту: 64404
Опубліковано: 16.02.2004
Автор: Кекух Анатолій Володимирович
МПК: C21C 7/00
Мітки: сталі, розливання, спосіб
Формула / Реферат:
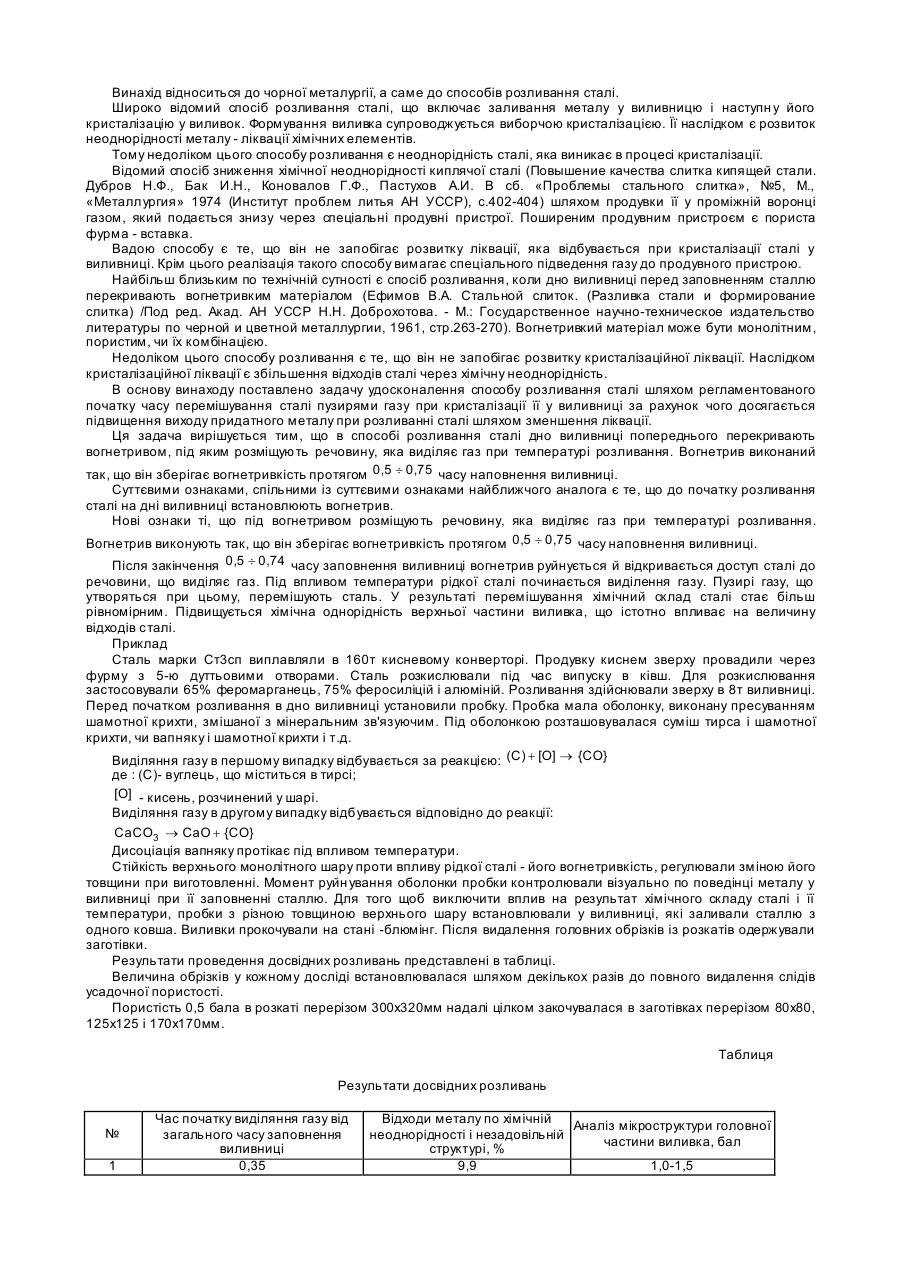
Спосіб розливання сталі, за яким на дні виливниці розміщають вогнетрив і здійснюють заливання сталі, який відрізняється тим, що під вогнетривом розміщають речовину, що виділяє газ при температурі розливання, а вогнетрив виконують таким, що зберігає вогнетривкість протягом часу наповнення виливниці.
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Пищіда Валерій Іванович, Бембінек Юрій Євгенійович, Юнаков Олександр Михайлович, Дишлевич Ігор Йосипович, Тартачний Віктор Сергійович, Малий Юрій Георгійович, Євстаф'єв Євген Іванович, Кукуй Давид Пенхусович, Шибко Олександр Васильович
МПК: B22D 7/06
Мітки: виливок, сталі, напівспокійної, киплячої
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 47968
Опубліковано: 17.05.2004
Автори: Феофілактов Андрій Вікторович, Прядко Любов Давидівна, Зосімова Вікторія Григорівна, Маншилін Олександр Гейнійович, Корінь Андрій Олександрович
МПК: B22D 7/06
Мітки: виливків, сталі, пристрій, киплячої, напівспокійної, лиття
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю і металеву надставку, яка звужена догори і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці, який відрізняється тим, що розміри внутрішніх боків верхнього перерізу виливниці на 1 - 5 % перевищують розміри внутрішніх боків нижнього перерізу надставки.
Попередній патент: Персональний пристрій для вимірювання біологічно активного ультрафіолетового випромінювання
Наступний патент: Спосіб виготовлення біметалевих деталей
Випадковий патент: Зварювальне джерело живлення постійного струму