Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 47968
Опубліковано: 17.05.2004
Автори: Феофілактов Андрій Вікторович, Прядко Любов Давидівна, Зосімова Вікторія Григорівна, Маншилін Олександр Гейнійович, Корінь Андрій Олександрович
Формула / Реферат
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю і металеву надставку, яка звужена догори і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці, який відрізняється тим, що розміри внутрішніх боків верхнього перерізу виливниці на 1 - 5 % перевищують розміри внутрішніх боків нижнього перерізу надставки.
Текст
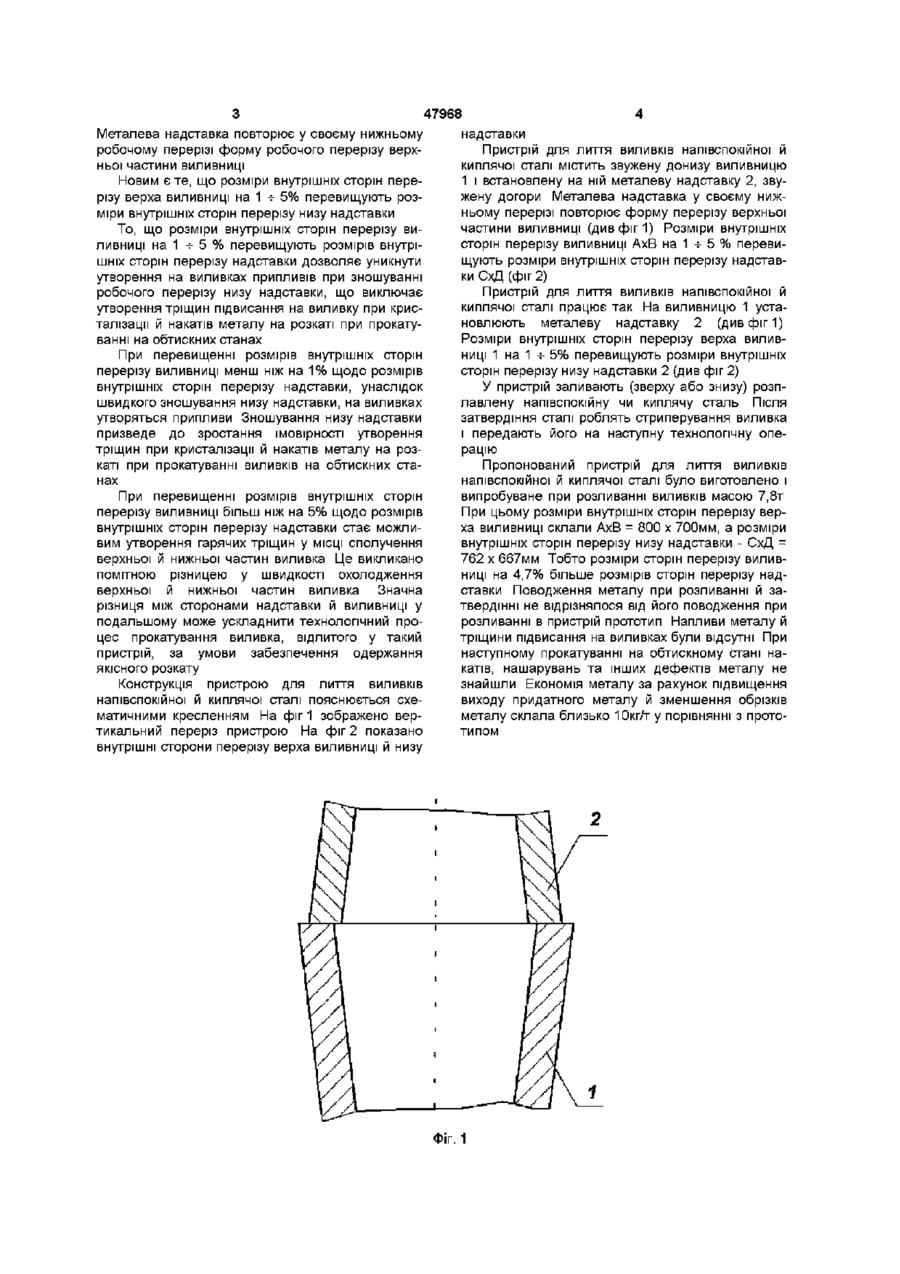
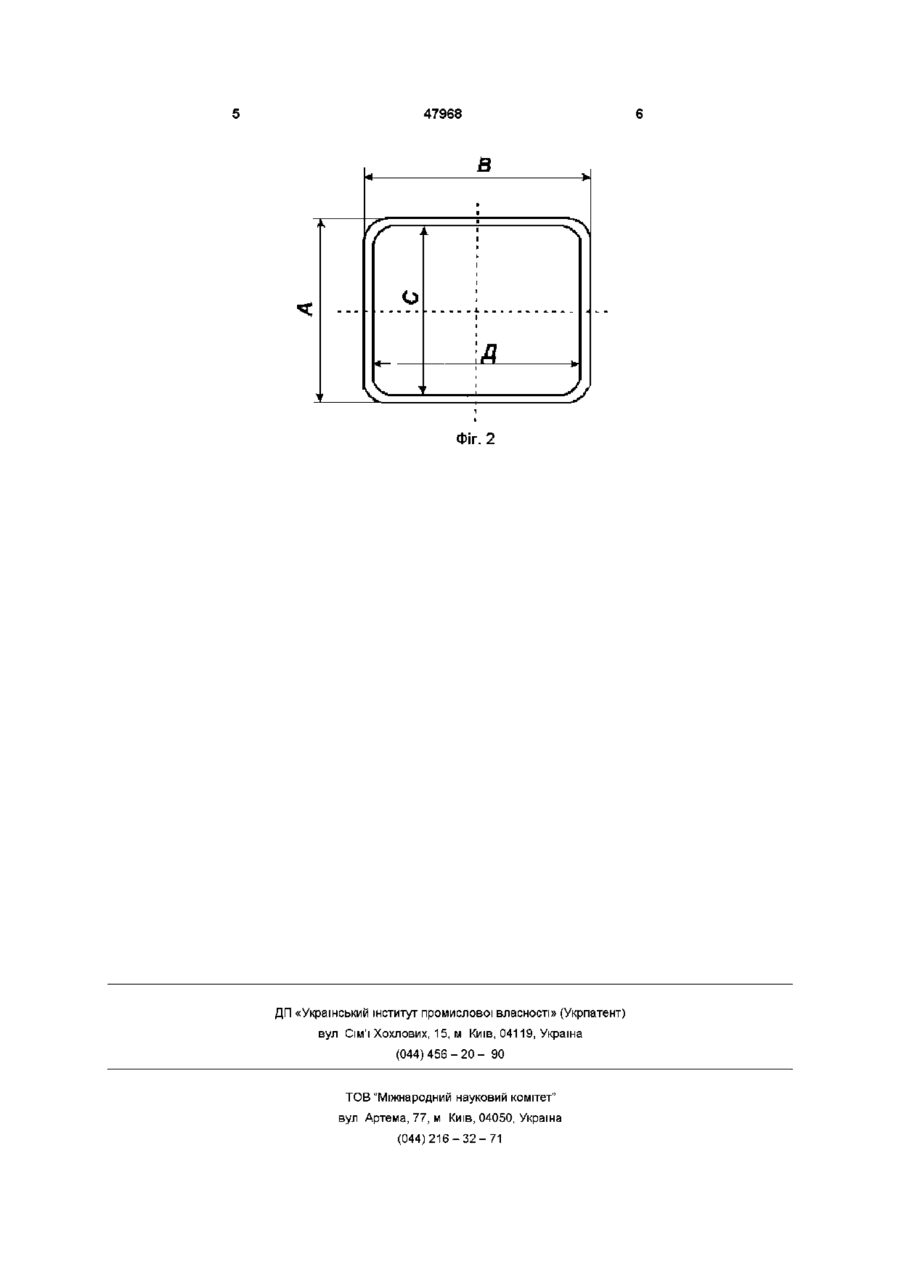
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю і металеву надставку, яка звужена догори і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці, який відрізняється тим, що розміри внутрішніх боків верхнього перерізу виливниці на 15 % перевищують розміри внутрішніх боків нижнього перерізу надставки Винахід відноситься до галузі чорної металурги, а більш конкретно до розливання сталі на виливки, які прокатуються на обтискних станах, і може бути використаним при виробництві виливків із напівспокійних і киплячих сталей на металургійних заводах Відомий пристрій для лиття виливків, що містить розширену донизу виливницю напівзатуленого типу (Шнееров А Я , Вихлевчук В А , Полуспокойная сталь - М Металлургия, 1973 -с 77) Недоліком відомого пристрою є значна витрата металу з обрізками донного кінця розкату, отриманого з виливка, відлитого в цей пристрій Ці обрізки становить 3 -ь 3,5% Відомий також пристрій для лиття виливків напівспокійної й киплячої сталі Даний пристрій складається зі звуженої донизу виливниці і металевої надставки, яка звужується догори Товщина стінок надставки рівняється 0,5 - 1,0 товщини стінок виь ливниці, нижній внутрішній переріз надставки повторює внутрішній переріз верхньої частини виливниці, при цьому надставка має ухил стінок по гранях 1 - 5% і по кутах 15 - 25%, а радіус заокь ь руглення кутів збільшується по висоті надставки від радіуса заокруглення кутів виливниці до не перевищуючу половину розміру робочого простору у верхній частині надставки (деклараційний патент України на винахід № 39655А) Цей пристрій по технічній сутності є найбільш близьким до винаходу і тому прийнятий як прототип що в міру збільшення КІЛЬКОСТІ наливів внутрішні стінки надставки, які прилягають до верхньої частини виливниці, зношуються, так, що розміри фактичного перерізу надставки в нижній частині стають більше, ніж розміри внутрішнього перерізу верха виливниці, а це приводить до утворення на виливках припливів, які спричинюють утворення тріщин підвисання при кристалізації й утворюють накати металу на розкаті при прокатуванні виливків на обтискних станах В основу винаходу поставлено задачу такого удосконалення пристрою для лиття виливків напівспокійної й киплячої сталі, що дозволило б не припустити утворення на виливках припливів при спрацьовуванні робочого перерізу низу надставки за рахунок зміни вихідних розмірів низу робочого перерізу надставки щодо розмірів робочого перерізу верха виливниці Поставлена задача вирішується тим, що в пристрої для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю з установленою на ній металевою надставкою, робочій простір якої звужується догори і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці, розміри внутрішніх сторін перерізу виливниці на 1 - 5 % ь перевищують розміри внутрішніх сторін перерізу надставки Ознаками пристрою для лиття виливків із напівспокійної й киплячої сталі, сукупними з ознаками прототипу, є наявність, звуженої донизу виливниця і металевої надставки, звуженої догори Недоліком відомого пристрою - прототипу є те, 00 (О 47968 Металева надставка повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці Новим є те, що розміри внутрішніх сторін перерізу верха виливниці на 1 -ь 5% перевищують розміри внутрішніх сторін перерізу низу надставки То, що розміри внутрішніх сторін перерізу виливниці на 1 -ь 5 % перевищують розмірів внутрішніх сторін перерізу надставки дозволяє уникнути утворення на виливках припливів при зношуванні робочого перерізу низу надставки, що виключає утворення тріщин підвисання на виливку при кристалізації й накатів металу на розкаті при прокатуванні на обтискних станах При перевищенні розмірів внутрішніх сторін перерізу виливниці менш ніж на 1% щодо розмірів внутрішніх сторін перерізу надставки, унаслідок швидкого зношування низу надставки, на виливках утворяться припливи Зношування низу надставки призведе до зростання імовірності утворення тріщин при кристалізації й накатів металу на розкаті при прокатуванні виливків на обтискних станах При перевищенні розмірів внутрішніх сторін перерізу виливниці більш ніж на 5% щодо розмірів внутрішніх сторін перерізу надставки стає можливим утворення гарячих тріщин у МІСЦІ сполучення верхньої й нижньої частин виливка Це викликано помітною різницеюу швидкості охолодження верхньої й нижньої частин виливка Значна різниця між сторонами надставки й виливниці у подальшому може ускладнити технологічний процес прокатування виливка, відлитого у такий пристрій, за умови забезпечення одержання якісного розкату Конструкція пристрою для лиття виливків напівспокійної й киплячої сталі пояснюється схематичними кресленням На фіг 1 зображено вертикальний переріз пристрою На фіг 2 показано внутрішні сторони перерізу верха виливниці й низу надставки Пристрій для лиття виливків напівспокійної й киплячої сталі містить звужену донизу виливницю 1 і встановлену на ній металеву надставку 2, звужену догори Металева надставка у своєму нижньому перерізі повторює форму перерізу верхньої частини виливниці (див фіг 1) Розміри внутрішніх сторін перерізу виливниці АхВ на 1 -ь 5 % перевищують розміри внутрішніх сторін перерізу надставки СхД (фіг 2) Пристрій для лиття виливків напівспокійної й киплячої сталі працює так На виливницю 1 установлюють металеву надставку 2 (див фіг 1) Розміри внутрішніх сторін перерізу верха виливниці 1 на 1 -ь 5% перевищують розміри внутрішніх сторін перерізу низу надставки 2 (див фіг 2) У пристрій заливають (зверху або знизу) розплавлену напівспокійну чи киплячу сталь Після затвердіння сталі роблять стриперування виливка і передають його на наступну технологічну операцію Пропонований пристрій для лиття виливків напівспокійної й киплячої сталі було виготовлено і випробуване при розливанні виливків масою 7,8т При цьому розміри внутрішніх сторін перерізу верха виливниці склали АхВ = 800 х 700мм, а розміри внутрішніх сторін перерізу низу надставки - СхД = 762 х 667мм Тобто розміри сторін перерізу виливниці на 4,7% більше розмірів сторін перерізу надставки Поводження металу при розливанні й затвердінні не відрізнялося від його поводження при розливанні в пристрій прототип Напливи металу й тріщини підвисання на виливках були відсутні При наступному прокатуванні на обтискному стані накатів, нашарувань та інших дефектів металу не знайшли Економія металу за рахунок підвищення виходу придатного металу й зменшення обрізків металу склала близько Юкгл" у порівнянні з прототипом Фіг. 1 47968 В A Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for casting the ingots of semikilled and unkilled steel
Автори англійськоюManshylin Oleksandr Heiniiovych, Feofilaktov Andrii Viktorovych, Korin Andrii Oleksandrovych, Zosimova Viktoria Hryhorivna
Назва патенту російськоюУстройство для литья слитков полуспокойной и кипящей стали
Автори російськоюМаншилин Александр Гейниевич, Феофилактов Андрей Викторович, Коринь Андрей Александрович, Зосимова Виктория Григорьевна
МПК / Мітки
МПК: B22D 7/06
Мітки: лиття, виливків, сталі, пристрій, напівспокійної, киплячої
Код посилання
<a href="https://ua.patents.su/3-47968-pristrijj-dlya-littya-vilivkiv-napivspokijjno-jj-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лиття виливків напівспокійної й киплячої сталі</a>
Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 38787
Опубліковано: 17.05.2004
Автори: Несвіт Володимир Васильович, Прядко Любов Давидівна, Солод Володимир Сергійович, Трухін Микола Олексійович, Моцний Валерій Васильович
МПК: B22D 7/06
Мітки: киплячої, пристрій, лиття, напівспокійної, виливків, сталі
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю з установленою на ній металевою надставкою, робочий простір якої звужується догори і повторює у своєму нижньому поперечному перерізі внутрішній переріз верхньої частини виливниці, який відрізняється тим, що висота надставки дорівнює 0,2 - 0,4 робочої висоти виливниці, відношення площ поперечного перерізу верхньої й нижньої робочих основ надставки...
Пристрій для лиття виливків напівспокійної і киплячої сталі
Номер патенту: 39655
Опубліковано: 15.09.2003
Автори: Кравець Сергій Миколайович, Юнаков Олександр Михайлович, Тартачний Віктор Сергійович, Бембінек Юрій Євгенійович, Резун Віктор Єгорович, Малий Юрій Георгійович, Кукуй Давид Пенхусович, Пищіда Валерій Іванович
МПК: B22D 7/06
Мітки: киплячої, сталі, пристрій, лиття, напівспокійної, виливків
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить виливницю, який відрізняється тим, що на звужену донизу виливницю встановлена надставка, яка має металевий корпус із товщиною стінок, що дорівнює 0,5-1,0 товщини стінок виливниці, і робочий простір, який звужується догори і повторює у своєму нижньому перерізі внутрішній переріз верхньої частини виливниці, при цьому надставка має ухил стінок по гранях 1-5 % і по кутах...
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: киплячої, сталі, напівспокійної, виливок
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Шибко Олександр Васильович, Бембінек Юрій Євгенійович, Юнаков Олександр Михайлович, Пищіда Валерій Іванович, Євстаф'єв Євген Іванович, Малий Юрій Георгійович, Тартачний Віктор Сергійович, Кукуй Давид Пенхусович, Дишлевич Ігор Йосипович
МПК: B22D 7/06
Мітки: сталі, киплячої, виливок, напівспокійної
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Пристрій для лиття виливків із напівспокійних і киплячих сталей
Номер патенту: 59234
Опубліковано: 15.08.2003
Автори: Дубина Олег Вікторович, ТРОЩІЙ Сергій Володимирович, Сміяненко Ігор Миколайович, Сокуренко Анатолій Валентинович
МПК: B22D 7/06
Мітки: напівспокійних, сталей, киплячих, пристрій, виливків, лиття
Формула / Реферат:
Пристрій для лиття виливків із напівспокійних і киплячих сталей, що містить виливницю, звужену донизу, і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що бічний профіль перерізу робочого простору надставки утворено ламаною лінією, нахиленою до вертикальної осі пристрою, яка складається з двох відрізків, нахил нижнього з яких у 5-10 разів перевищує нахил верхнього, а висота нижньої частини з більшим нахилом...
Попередній патент: Обід залізничного колеса
Наступний патент: Система для видалення покриття та спосіб видалення покриття з виробу
Випадковий патент: Спосіб абсорбції окислів азоту із нітрозного газу