Виливок із напівспокійної й киплячої сталі
Формула / Реферат
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Текст
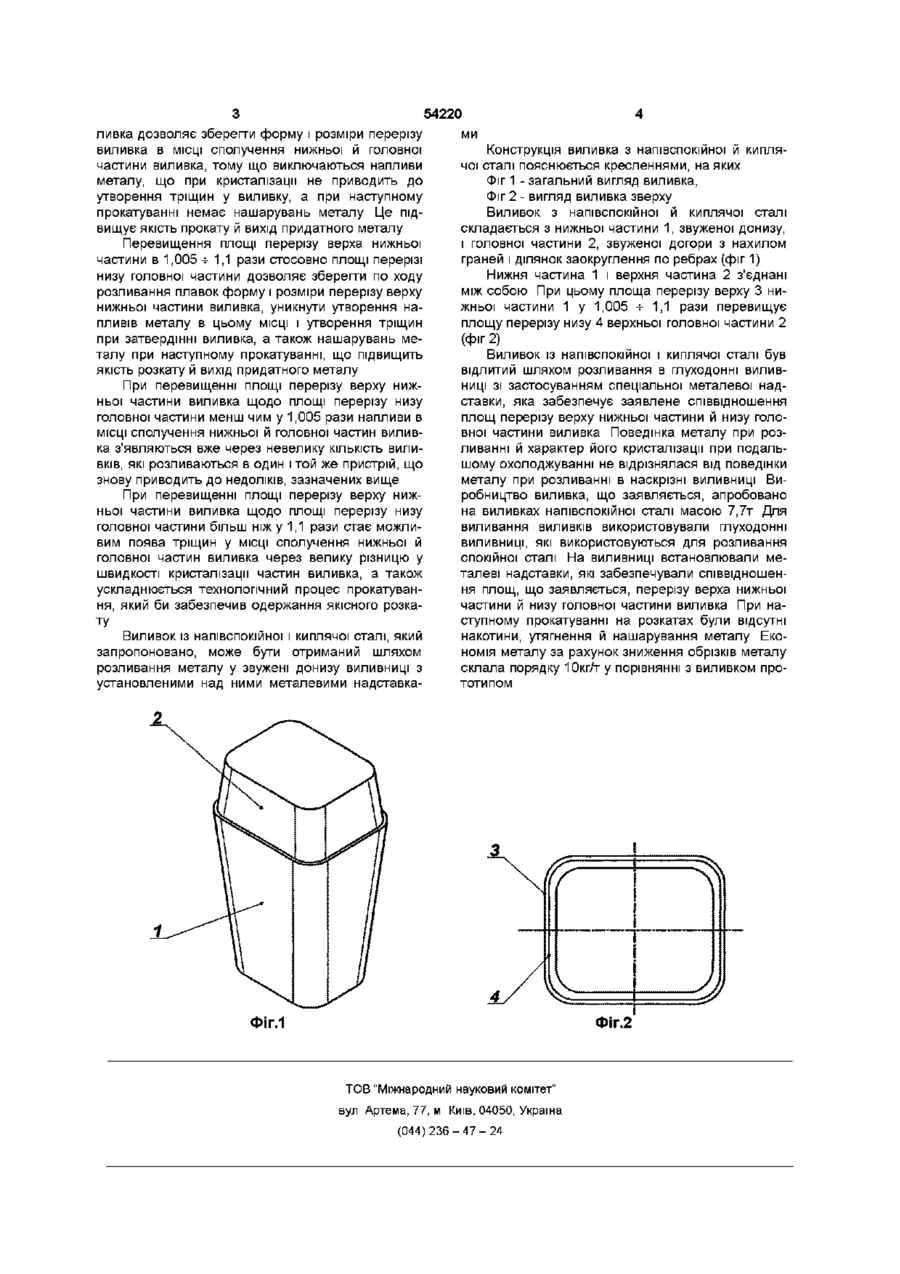
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка Винахід відноситься до галузі металурги, а більш конкретно до розливання сталі на виливки, і може бути використаним при виробництві виливків із напівспокійної й киплячої сталі на металургійних заводах Відомий ВИЛИВОК, одержуваний шляхом розливання напівспокійної й киплячої сталі у виливниці напівзакритого типу, що складається з плавно сполучених по гранях і ребрах верхньої й нижньої частин, кожна з яких звужується догори (Шнееров Я А , Вихлевчук В А , Полуспокойная сталь — М Металлургия, 1973 — с 77 рис 27) Вадою відомого виливка є те, що при наступному прокатуванні обрізки металу з головного й донного КІНЦІВ розкату є високими і складають порядку 3,5 -ь 5% і, отже, на таку величину збільшуються втрати металу Відомий також виливок напівспокійної й киплячої сталі, що складається зі сполучених по гранях і ребрах нижньої частини, звуженої донизу і верхньої головної частини, звуженої догори При цьому ухил граней нижньої частини становить не менш 1,5% від її висоти Ухил граней верхньої частини 1,0 - 5,0% від висоти верхньої частини, а нахил ь ділянок заокруглення по ребрах становить 10 + 20% від висоти верхньої частини (Деклараційний патент України на винахід № 39343А ) Цей виливок по КІЛЬКОСТІ сукупних ознак є найбільш близьким до винаходу, що заявляється і тому прийнятий як прототип того, у міру розливання плавок важко зберегти форму і розміри перерізу виливка в МІСЦІ сполучення нижньої і верхньої головної частини виливка, тому що через неминучий знос пристрою для розливання в цьому МІСЦІ утворюються напливи металу, що, при кристалізації, приводить до утворення тріщин у виливку, а при наступному прокатуванні до нашарування металу, зниженню його якості й зниженню виходу придатного металу В основу винаходу поставлено задачу такого удосконалення конструкції виливка з напівспокійної й киплячої сталі, яке дозволило б зберегти форму й розміри перерізу верху нижньої частини виливка в МІСЦІ сполучення з головною частиною за рахунок зміни перерізу низу головної частини, і полегшити опускання рідкого металу з надставки в нижню осьову частину виливка Поставлена задача вирішується тим, що у виливку з напівспокійної й киплячої сталі, що містить нижню частину, звужену донизу, і головну частину, звужену догори з нахилом граней і ділянок заокруглення по ребрах, площа перерізу верху нижньої частини в 1,005 -ь 1,1 рази перевищує площу перерізу низу головної частини Ознаками виливка з напівспокійної й киплячої сталі, спільними з ознаками прототипу, є наявність нижньої частини, звуженої донизу, і верхньої головної частини, звуженої догори з нахилом граней і ділянок заокруглення по ребрах Новим є те, що площа перерізу верха нижньої частини в 1,005 -ь 1,1 рази перевищує площу перерізу низу головної частини При такій конструкції виливка верхня й нижня частина виливка мають різний час кристалізації, що полегшує опускання рідкого металу з надставки в нижню осьову частину виливка Це, у свою чергу, знижує ймовірність утворення осьової дірчастості у виливку Крім того, така конструкція ви Вадою відомого виливка - прототипу є те, що у зв'язку з рівним перерізом низу головної частини виливка й верха нижньої частини виливка вони мають порівнювальний час кристалізації, що утруднює опускання рідкого металу з надставки в нижню осьову частину виливка Це збільшує ймовірність утворення осьової дірчастості у виливку Крім ю 54220 ливка дозволяє зберегти форму і розміри перерізу виливка в МІСЦІ сполучення нижньої й головної частини виливка, тому що виключаються напливи металу, що при кристалізації не приводить до утворення тріщин у виливку, а при наступному прокатуванні немає нашарувань металу Це підвищує якість прокату й вихід придатного металу Перевищення площі перерізу верха нижньої частини в 1,005 -ь 1,1 рази стосовно площі перерізі низу головної частини дозволяє зберегти по ходу розливання плавок форму і розміри перерізу верху нижньої частини виливка, уникнути утворення напливів металу в цьому МІСЦІ І утворення тріщин при затвердінні виливка, а також нашарувань металу при наступному прокатуванні, що підвищить якість розкату й вихід придатного металу При перевищенні площі перерізу верху нижньої частини виливка щодо площі перерізу низу головної частини менш чим у 1,005 рази напливи в МІСЦІ сполучення нижньої й головної частин виливка з'являються вже через невелику КІЛЬКІСТЬ виливків, які розливаються в один і той же пристрій, що знову приводить до недоліків, зазначених вище При перевищенні площі перерізу верху нижньої частини виливка щодо площі перерізу низу головної частини більш ніж у 1,1 рази стає можливим поява тріщин у МІСЦІ сполучення нижньої й головної частин виливка через велику різницю у швидкості кристалізації частин виливка, а також ускладнюється технологічний процес прокатування, який би забезпечив одержання якісного розкату Виливок із напівспокійної і киплячої сталі, який запропоновано, може бути отриманий шляхом розливання металу у звужені донизу виливниці з установленими над ними металевими надставка ми Конструкція виливка з напівспокійної й киплячої сталі пояснюється кресленнями, на яких Фіг 1 - загальний вигляд виливка, Фіг 2 - вигляд виливка зверху Виливок з напівспокійної й киплячої сталі складається з нижньої частини 1, звуженої донизу, і головної частини 2, звуженої догори з нахилом граней і ділянок заокруглення по ребрах (фіг 1) Нижня частина 1 і верхня частина 2 з'єднані між собою При цьому площа перерізу верху 3 нижньої частини 1 у 1,005 -ь 1,1 рази перевищує площу перерізу низу 4 верхньої головної частини 2 (фіг 2) Виливок із напівспокійної і киплячої сталі був відлитий шляхом розливання в глуходонні виливниці зі застосуванням спеціальної металевої надставки, яка забезпечує заявлене співвідношення площ перерізу верху нижньої частини й низу головної частини виливка Поведінка металу при розливанні й характер його кристалізації при подальшому охолоджуванні не відрізнялася від поведінки металу при розливанні в наскрізні виливниці Виробництво виливка, що заявляється, апробовано на виливках напівспокійної сталі масою 7,7т Для виливання виливків використовували глуходонні виливниці, які використовуються для розливання спокійної сталі На виливниці встановлювали металеві надставки, які забезпечували співвідношення площ, що заявляється, перерізу верха нижньої частини й низу головної частини виливка При наступному прокатуванні на розкатах були відсутні накотини, утягнення й нашарування металу Економія металу за рахунок зниження обрізків металу склала порядку Юкгл" у порівнянні з виливком прототипом ФІГ.1 Фіг.2 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting of semikilled and rimmer steel
Автори англійськоюDubyna Oleh Viktorovych
Назва патенту російськоюОтливка из полуспокойной и кипящей стали
Автори російськоюДубина Олег Викторович
МПК / Мітки
МПК: B22D 7/06
Мітки: киплячої, напівспокійної, сталі, виливок
Код посилання
<a href="https://ua.patents.su/2-54220-vilivok-iz-napivspokijjno-jj-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Виливок із напівспокійної й киплячої сталі</a>
Спосіб позапічної обробки киплячої сталі
Номер патенту: 44804
Опубліковано: 15.03.2002
Автори: Бондар Владислав Іванович, Прядкін Олексій Григорович, Чичкарьов Євген Анатолійович, Овсянніков Олександр Матвійович, Лещенко Єгор Миколайович, Бойко Володимир Семенович, Остроушко Анатолій Вікторович, Волков Анатолій Іванович
Мітки: сталі, позапічної, спосіб, обробки, киплячої
Формула / Реферат:
Спосіб позапічної обробки киплячої сталі, що включає введення феромарганцю під час випуску частки металу та окислювача в кількості, пропорційній вмісту силіцію в феромарганці, який відрізняється тим, що окислювач вводять двома порціями: першу - з початком введення феромарганцю під струмінь металу, а другу після закінчення введення феромарганцю за загальною масою, що визначається з виразу:
Пристрій для розливання спокійної сталі на виливки

Номер патенту: 52222
Опубліковано: 16.12.2002
Автори: Крикунов Борис Петрович, Кукуй Давид Пенхусович, Азаров Сергій Іванович, Онищенко Сергій Олександрович, Шевченко Тарас Григорович, Корохов Костянтин Володимирович
МПК: B22D 7/06
Мітки: пристрій, сталі, спокійної, розливання, виливки
Формула / Реферат:
Пристрій для розливання спокійної сталі на виливки, що містить звужену донизу виливницю і встановлену над нею футеровану зсередини прибуткову металеву надставку, робочий простір якої звужується догори, який відрізняється тим, що нижня частина надставки висотою 0,2-0,7 h , де h - висота надставки, виконана не футерованою, а товщина стінки металевого каркаса у футерованій частині надставки становить 0,1-0,5 від товщини стінки в не футерованій...
Спосіб виробництва напівспокійної сталі
Номер патенту: 6796
Опубліковано: 29.12.1994
Автори: Тільга Степан Сергійович, Вихлевщук Валерій Антонович, Кузьмичов Михайло Васильович, Макаров Григорій Арестович, Поляков Валерій Олександрович, Нечепоренко Володимир Андрійович, Кекух Анатолій Володимирович, Омесь Микола Михайлович, Любимов Іван Михайлович
Мітки: напівспокійної, спосіб, виробництва, сталі
Формула / Реферат:
Способ производства полуспокойной стали, включающий ее выплавку, раскисление ферромарганцем и микролегирование полупродукта путем ввода ферросплавов в ковш во время его заполнения жидким металлом, отличающийся тем, что присадку ферромарганца и микролегирующих ферросплавов осуществляют совместно в зону входа струи из агрегата в ковшевую ванну при заполнении ковша металлом от 1/5 до 2/5 его высоты порциями по 20-50% от общей массы...
Спосіб виробництва напівспокійної сталі
Номер патенту: 26069
Опубліковано: 30.04.1999
Автори: Лакунцов Анатолій Васильович, Бабіцький Марк Самойлович, Ганошенко Володимир Іванович, Іванов Євген Анатолійович, Чорногрицький Володимир Михайлович, Семенченко Петро Михайлович, Носоченко Олег Васильович, Сахно Валерій Олександрович, Караваєв Микола Михайлович
Мітки: спосіб, сталі, напівспокійної, виробництва
Формула / Реферат:
(57) Способ производства полуспокойной стали, включающий выплавку ее в металлургическом агрегате, раскисление алюминием и силикомарганцем, вводимым в виде фракции 20-60 мм в сталеразливочный ковш при заполнении его высоты со скоростью 2-9 т в минуту в количестве 0,6-12 кг на тонну стали, отличающийся тем, что расход алюминия определяют в зависимости от расхода силикомарганца при следующем соотношенииPai ³2,6-0,05PsiMn...
Спосіб розкислювання напівспокійної сталі
Номер патенту: 820
Опубліковано: 01.01.1993
Автори: Димченко Євген Миколайович, Деканенко Микола Миколайович, Оробцев Юрій Вікторович, Авер'янов Олексій Венедиктович, Куліш Генадій Іванович, Камчатний Генадій Антонович, Лєбєдєв Євген Миколайович, Літвінов Леонід Федорович, Дюдкін Дмитро Олександрович, Єрмоленко Ганна Володимирівна
МПК: C21C 7/06
Мітки: розкислювання, сталі, спосіб, напівспокійної
Формула / Реферат:
1. Способ раскисления полуспокойной стали, включающий выпуск металла из сталеплавильного агрегата в ковш, присадку силикомарганца под струю металла, отличающийся тем, что при содержании в металле 0,07% углерода одновременно с силикомарганцем вводят нейтрализующую добавку окислителя в количестве 0,02-0,04% от массы металла, а при содержании углерода свыше 0,07% массу добавки увеличивают на 0,01 % от массы металла на каждые 0,01 %...
Попередній патент: Спосіб активації пресованих хлібопекарських дріжджів
Наступний патент: Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах
Випадковий патент: Сигналізатор