Спосіб виготовлення біметалевих деталей
Номер патенту: 5646
Опубліковано: 15.03.2005
Автори: Шнейдерман Ілля Олександрович, Шнейдерман Олександр Шлемович
Формула / Реферат
Спосіб виготовлення біметалевих деталей, що включає виконання технологічної порожнини і каналів, що з'єднують порожнину з поверхнею, на яку наплавляють метал, установку стрижнів, що формують внутрішні порожнини, герметизацію зазорів між стрижнями і заготовкою, розміщення в технологічній порожнині флюсу і металу, який наплавляють, нагрівання і витримку заготовки в пристрої для нагрівання до повного плавлення металу, який наплавляють, і заповнення зазорів, витягання заготовки з пристрою для нагрівання й установку термоізоляції технологічної порожнини протягом 1-2 хв., охолодження, видалення формуючих стрижнів і остаточну механічну обробку, який відрізняється тим, що попередньо в нагрівальному пристрої встановлюють температуру на 50-200°С вище температури плавлення металу, який наплавляють, нагрівання заготовки здійснюють таким чином, щоб технологічна порожнина із флюсом і металом, який наплавляють, прогрівалася в останню чергу за рахунок тепла, переданого від основи, а заготовку після вміщення в нагрівальний пристрій витримують протягом 2-60 хв.
Текст
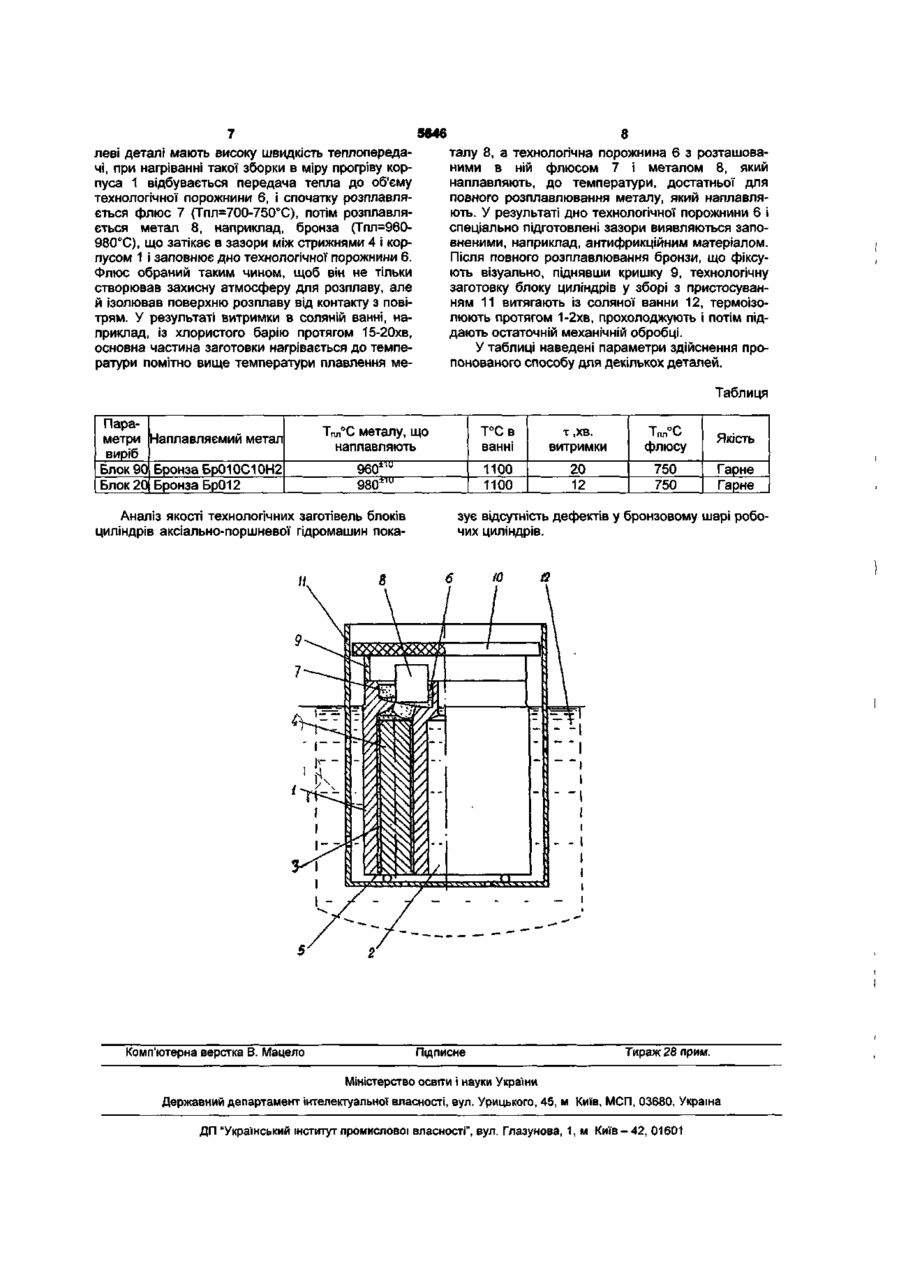
Другий примірнн І 0410001 ПЛАТІЖНЕ ДОРУЧЕННЯ N 233 від 27 вересня 2006 р. Платник Патентний повірений Ситцевой Валерій Васильович Код Одержано банком » 2006. 1928115010 Дебет раї. № Код банку Банк платника Одержувач Київське міське відділення 322250 "Промінвестбанку" в м. Києві ДП «Український інститут промислової власності" 31032378 Банк одержувача Сума словами АБ "Брокбізнесбанк' 26008501243124 Сума 200,00 Кредит pax. Xt t -ч Код « 2600401457 Код байку в м. Києві 300249 Двісті грн. 00 коп. Призначення платежу збір 41000, за подання заяви про внесення до заявки № m 2006 01333 змін пов'язаних із зміною особи заявника, що виникли через залежні від подавщ заяви обставини, згідно постанови КМУ № 1716 від 23.12.2004 р. БезПДВ, Проведені банком » / 2006. М.П. Підпис Ситцевой Валерій Васильович 5646 ління і розточення втулок (стрижнів) одночасно зі свердлінням і розточенням опорного елемента, свердління і розточення центрального отвору й запресування шпонкової втулки, остаточну обробку сфери Формування такої заготовки включає штампування корпуса і вхідної порожнини з ребрами, обробку сферичної поверхні під бронзування, бронзування сферичної поверхні в прохідній печі, дробоструйну обробку вхідної порожнини, проточування кільцевої канавки у ВХІДНІЙ порожнині, обточування зовнішнього діаметра, обробку торців на токарському верстаті, свердління, зенкерування отворів циліндрів у сталевому корпусі, зняття фасок, знежирення порожнини отворів циліндрів корпуса в струйно-мийній машині лужним розчином, промивання в холодній, гарячій воді, сушіння, нанесення флюсу, легкоплавкого сплаву на поверхню циліндрів, виготовлення втулок із трубних заготовок або стрижнів, нагрівання корпуса блоку, запресування втулок (стрижнів) у циліндричні отвори корпуса, обпресування вхідної порожнини блоку антифрикційним матеріалом, і тільки після цього остаточну механічну обробку заготовки блоку Застосування в промисловості описаного вище способу формування заготовки блоку аксіально-поршневої гідромашини дозволяє, на думку авторів, використовувати спосіб зборки заготовки економічно більш вигідний, підвищити якість і надійність блоків, автоматизувати процес зборки Однак використання методу створення біметалічного виробу шляхом пресування вимагає спеціального підходу до конструкції заготовки, форм» окремих складових заготовки і спеціальних операцій, що передують остаточній обробці блоку циліндрів і, проте, не забезпечує надійне зчеплення основного металу й антифрикційного шару Відома також технологія біметалізаци блоку циліндрів пдроприводів методом лиття [див Ливарне виробництво, №2, 1981], при якій одержують заготовки блоку циліндрів, яка складається з корпуса, отриманого шляхом попередньої механічної і хімічної обробки, і антифрикційного сплаву, який заливають бронзою через ливникову систему Дослідження показали, що з ростом температури нагрівання сталевої заготовки до 1080°С МІЦНІСТЬ зчеплення сталі з бронзою збільшується Якісне зчеплення бронзи зі сталлю при 945-1080°С обумовлено гарним видаленням флюсу з поверхні сталевої заготовки потоком бронзи, яка заливається, тому що температура сталі вище температури нульової плинності бронзи (930-940°С) Нагрівати сталеву заготовку до температури більш 970°С недоцільно внаслідок росту зерен, особливо при тривалій витримці заготовки в печі в процесі вирівнювання температури по п перерізу Тому заготовки нагрівають до температури нижче 970°С , а температуру бронзи, що заливається, підвищують, щоб використовувати тепло бронзи для швидкого і короткочасного підвищення температури біметалізуємій поверхні За оптимальну прийнята температура попереднього прогріву сталевої заготовки до 880-920°С, оскільки при цій температурі не спостерігається ріст зерна навіть при тривалій витримці Оптимальна температура бронзи, що заливається, обрана в інтервалі 1180-1250°С Використання описаної вище технології дозволяє одержати заготовки з якісним і стабільним зчепленням бронзи зі сталлю Ультразвуковий контроль підтвердив відсутність у біметалічних заготовках блоку циліндрів прихованих дефектів, таких, як неметалічні включення, неспаї й ін Однак такий спосіб має істотний недолік, який полягає в тім, що вимагає великої витрати дорогого кольорового металу, який залишається в ливниковій системі, а при остаточній обробці отворів переходить у стружку Найбільш близьким до рішення, що заявляється, по призначенню, технічній сутності і результатові, що досягається, при використанні є спосіб виготовлення біметалічних деталей, який включає виконання технологічної порожнини і каналів, що з'єднують порожнину з поверхнею, на яку наплавляють метал, установку стрижнів, що формують внутрішні порожнини, герметизацію зазорів між стрижнями і заготовкою, розміщення в технологічній порожнині флюсу і металу, який наплавляють, нагрівання і витримку заготовки в пристрої для нагрівання до повного плавлення металу, який наплавляють, і заповнення зазорів, витяг заготовки з пристрою для нагрівання й установку термоізоляції технологічної порожнини протягом 1-2хв, охолодження, видалення формуючих стрижнів і остаточну механічну обробку [див опис до патенту України №17743, B22D19/00, опубл 20 05 97р ], при цьому нагрівання заготовки перед нанесенням сплаву, який наплавляють, здійснюють у соляній ванні з температурою близько 1120°С Описаний вище спосіб забезпечує можливість використання дозованої КІЛЬКОСТІ кольорового металу Крім того, при здійсненні плавлення в присутності флюсу відбувається очищення поверхні заготовки й одночасне рафінування металу, який наплавляють, що істотно підвищує якість зчеплення, зменшує КІЛЬКІСТЬ дефектів у шарі, який наплавляють Проте, унаслідок нерівномірності прогріву основи заготовки не виключено, що в окремих зонах температура нагрівання не перевищує температури прогріву дна технологічної порожнини, тому розплавлена бронза після протікання в передбачені конструкцією зазори контактує з основою, температура якої нижче температури розплаву У цьому випадку не гарантоване надійне зчеплення бронзового шару з основою і можливе утворення дефектів На практиці при бронзуванні по описаному способу (патент України №17743, B22D19/00, опубл 20 05 97р ) дефекти в циліндрах заготовки виявлялися тільки з боку від заготовки, де прогрів відставав у зв'язку з наявністю повітряної пробки в центральному каналі Для виключення подібного ефекту і підвищення швидкості прогріву заготовки в ній виконується наскрізний центральний канал У цьому випадку вдається збільшити загальну швидкість нагрівання основи заготовки, забезпечити її більш рівномірний прогрів і, що представляється найбільш важливим, удається домогтися більш швидкого прогріву всієї маси основи заготовки в порівнянні з прогрівом дна технологічної порожнини Тому метою технічного рішення, що заявля 5646 ється, є підвищення якості заготовок шляхом створення оптимальних умов для формування шару, який наплавляють. В основу корисної моделі поставлена задача удосконалення способу виготовлення біметалічних деталей, у якому, унаслідок попередньої установки в нагрівальному пристрої температури на 50200°С вище температури плавлення металу, який наплавляють, і нагрівання заготовки в ньому протягом 2-60хв таким чином, щоб технологічна порожнина з флюсом і металом, який наплавляють, прогрівалася нижче температури прогріву основи, але достатньої для повного розплавлювання металу, який наплавляють, створення умов для рівномірного прогріву основні більш пізнього прогріву технологічної порожнини із флюсом і металом, який наплавляють, забезпечується в результаті передачі тепла від основи до флюсу і металу, який наплавляють, контакт розплавленого металу з основою, прогрітою до більш високої температури, захист металу, який наплавляють, від впливу навколишньої атмосфери, оптимальні умови для змочування поверхні, що покривається, при контакті твердої основи і рідкого металу, а потім для кристалізації металу, який наплавляють, мінімізація кількості об'ємних дефектів типу газових пір, раковин, неметалічних включень, усадочних дефектів, а також стабільність складу металу, який наплавляють, і за рахунок цього поліпшується зчеплення металу, який наплавляють, з основою, а також зберігаються експлуатаційні властивості металу, який наплавляють, наприклад, антифрикційні властивості. Поставлена задача вирішується тим, що у відомому способі виготовлення біметалічних деталей, який включає виконання технологічної порожнини і каналів, що з'єднують порожнину з поверхнею, на яку наплавляють, установку стрижнів, що формують внутрішні порожнини, герметизацію зазорів між стрижнями і заготовкою, розміщення в технологічній порожнині флюсу і металу, який наплавляють, нагрівання і витримку заготовки в пристрої для нагрівання до повного плавлення металу, який наплавляють, і заповнення зазорів, витягування заготовки з пристрою для нагрівання й установку термоізоляції технологічної порожнини протягом 1-2хв, охолодження, видалення формуючих стрижнів і остаточну механічну обробку, відповідно до корисної моделі, попередньо в нагрівальному пристрої встановлюють температуру на 50-200°С вище температури плавлення металу, який наплавляють, нагрівання заготовки ведуть таким чином, щоб технологічна порожнина із металом, який наплавляють, прогрівалася в останню чергу за рахунок тепла, переданого від основи, а заготовку після приміщення в нагрівальний пристрій витримують протягом 2-60хв. Температуру в нагрівальному пристрої і час витримки в ньому вибирають у залежності від параметрів заготовки. Так для деталей з товщиною стінок 5-10мм час витримки в нагрівальному пристрої не перевищує 2-Зхв, а температура в обсязі нагрівального пристрою на 50-60°С вище температури плавлення металу, який наплавляють. При роботі з деталями з товщиною стінок до 250мм для створення необхідної температури на поверх нях, на які наплавляють, час витримки в нагрівальному пристрої може бути порядку 55-бОхв, а температура може бути на 180-200°С вище температури плавлення металу, який наплавляють. Як видно з викладу сутності рішення, що заявляється, воно відрізняється від прототипу і, отже, є новим. Відома вже згадана технологія біметалізації блоку циліндрів гідроприводів методом лиття [див. Ливарне виробництво, №2, 1981], при якій антифрикційний сплав заливають через ливникову систему. Принципова відмінність рішення, що заявляється, від відомих раніше полягає в тім, що умови для прогріву заготовки створюють у нагрівальному пристрої попередньо з урахуванням габаритів заготовки, складу флюсу і температури металу, який наплавляють. Нагрівання заготовки на початковій стадії здійснюють за умови збереження градієнта температури від основи заготовки з більш високою температурою до технологічної порожнини із флюсом і металом, який наплавляють, з менш високою температурою, що і дозволяє підвищити якість шару, який наплавляють. Крім того, спосіб дозволяє звести до мінімуму витрати кольорового металу. Пропоноване технічне рішення промислово застосовне, оскільки його використовують у даний час на сучасному промисловому устаткуванні. Пропонований спосіб пояснює креслення, яке наведене на фігурі. Заготовка блоку циліндрів аксіальнопоршневої гідромашини містить корпус 1 з осьовим отвором 2 і отворами 3, розташованими по окружності, а також циліндричні стрижні 4, встановлені в отворах, розташованих по окружності, і виконані з можливістю фіксування одного їхнього кінця 5 у основі корпуса шляхом герметичного зварювання. У технологічній порожнині 6 розміщають флюс 7 і метал 8, який наплавляють, наприклад, бронзу. Об'єм технологічній порожнині 6 збільшують за < рахунок установки на корпусі 1 кільця 9. Зборку закривають графітовою кришкою 10 і встановлюють у пристосуванні 11. Формування технологічної заготівлі здійснюють у такий спосіб. Зі сталевого прокату або чавунної заготовки шляхом механічної обробки виготовляють корпус 1 і сталеві стрижні 4. Останні виготовляють з більш дешевого матеріалу, ніж корпус 1. Після установки стрижнів 4 їхні основи 5 герметизують шляхом, наприклад, зварювання для того, щоб запобігти витікання розплаву. Потім у технологічну порожнину 6 поміщають флюс 7 і метал 8. Технологічну порожнину закривають кришкою 10 для створення при нагріванні безокисної атмосфери, і технологічну зборку поміщають у пристосування 11, а потім занурюють, наприклад, у соляну ванну 12. Занурення заготовки здійснюють таким чином, щоб бічні стінки технологічної порожнини 6 знаходилися на 5-10мм вище рівня солі, нагрітої до температури 1100°С. При зануренні заготовки в розплавлену сіль вона нагрівається, і протягом деякого часу в ній установлюється градієнт температури від більш нагрітої основи корпуса 1 до менш нагрітої технологічної порожнини 6 із флюсом 6 та бронзою 8. Оскільки мета 5646 леві деталі мають високу швидкість теплопередачі, при нагріванні такої зборки в міру прогріву корпуса 1 відбувається передача тепла до об'єму технологічної порожнини 6, і спочатку розплавляється флюс 7 (Тпл=700-750°С), потім розплавляється метал 8, наприклад, бронза (Тпл=960980°С), що затікає в зазори між стрижнями 4 і корпусом 1 і заповнює дно технологічної порожнини 6. Флюс обраний таким чином, щоб він не тільки створював захисну атмосферу для розплаву, але й ізолював поверхню розплаву від контакту з повітрям. У результаті витримки в соляній ванні, наприклад, із хлористого барію протягом 15-20хв, основна частина заготовки нагрівається до температури помітно вище температури плавлення ме 8 талу 8, а технологічна порожнина 6 з розташованими в ній флюсом 7 і металом 8, який наплавляють, до температури, достатньої для повного розплавлювання металу, який наплавляють. У результаті дно технологічної порожнини 6 і спеціально підготовлені зазори виявляються заповненими, наприклад, антифрикційним матеріалом. Після повного розплавлювання бронзи, що фіксують візуально, піднявши кришку 9, технологічну заготовку блоку циліндрів у зборі з пристосуванням 11 витягають із соляної ванни 12, термоізолюють протягом 1-2хв, прохолоджують і потім піддають остаточній механічній обробці. У таблиці наведені параметри здійснення пропонованого способу для декількох деталей. Таблиця Параметри Наплавляємий метал виріб Блок 90 Бронза Бр010С10Н2 Блок 20 Бронза БрО12 Тпл°С металу, що наплавляють Т°Св ванні х ,хв. витримки флюсу 960 ± і и 980 ± і и 1100 1100 20 12 750 750 Аналіз якості технологічних заготівель блоків циліндрів аксіально-поршневої гідромашин пока Комп'ютерна верстка В. Мацело 1 пл ^ Якість Гарне Гарне зує відсутність дефектів у бронзовому шарі робочих циліндрів. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for manufacturing bimetallic pieces
Автори англійськоюShneiderman Oleksandr Shlemovych
Назва патенту російськоюСпособ изготовления биметаллических деталей
Автори російськоюШнейдерман Александр Шлемович
МПК / Мітки
МПК: C23C 2/02
Мітки: біметалевих, деталей, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-5646-sposib-vigotovlennya-bimetalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих деталей</a>
Спосіб виготовлення біметалевих деталей
Номер патенту: 3420
Опубліковано: 15.11.2004
Автори: Тропп Валентин Юхимович, Олейніченко Олександр Анатолійович
МПК: B22D 19/00
Мітки: виготовлення, біметалевих, спосіб, деталей
Формула / Реферат:
Спосіб виготовлення біметалевих деталей наплавлюванням легкоплавкого сплаву на тугоплавку основу, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки - глухих циліндричних отворів, розташованих по колу, зверху, збоку технологічної порожнини таким чином, що їх глухі кінці направлені до суцільної донної частини заготовки, установлення формувальних стрижнів в глухі циліндричні отвори зверху,...
Спосіб виготовлення біметалевих деталей
Номер патенту: 53165
Опубліковано: 15.01.2003
Автори: Шнейдерман Олександр Шлемович, Шаповалов Геннадій Георгійович, Ліщенко Ігор Геннадійович, Шнейдерман Ілля Олександрович
МПК: B22D 19/00
Мітки: виготовлення, деталей, спосіб, біметалевих
Формула / Реферат:
1. Спосіб виготовлення біметалевих деталей, переважно заготовок блоків циліндрів аксіально-поршневих гідромашин, наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки глухих циліндричних отворів, розташованих по колу, установлення в них та закріплення формувальних стрижнів із металу з температурою...
Спосіб виготовлення заготовок біметалевих блоків циліндрів аксіально-поршневих гідромашин
Номер патенту: 5925
Опубліковано: 15.03.2005
Автор: Коржуков Володимир Миколайович
МПК: B22D 19/00
Мітки: гідромашин, блоків, спосіб, циліндрів, заготовок, аксіально-поршневих, виготовлення, біметалевих
Формула / Реферат:
1. Спосіб виготовлення біметалевих блоків циліндрів аксіально-поршневих гідромашин наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання по центральній осі заготовки отвору, технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки зі сторони її нижньої торцевої поверхні - аксіальних циліндричних отворів, розташованих по колу, а також каналів, що...
Спосіб виготовленя біметалевих деталей
Номер патенту: 17743
Опубліковано: 20.05.1997
Автори: Шнейдерман Олександр Шлемович, Нікітін Ігор Арнольдович
МПК: B23K 20/14, B22D 19/00
Мітки: біметалевих, виготовленя, спосіб, деталей
Формула / Реферат:
1. Способ изготовления биметаллических деталей, преимущественно заготовок блоков цилиндров аксиально-поршневых гидромашин, наплавкой легкоплавкого сплава, например, бронзы, на тугоплавкую основу, например, стальную, включающий выполнение технологической полости на верхней торцовой поверхности заготовки и каналов, соединяющих полость с наплавляемой поверхностью цилиндров, установку в цилиндрах формирующих стержней из металла с температурой...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Конопатський Василь Леонідович, Кельвіч Володимир Тихонович, Костенко Георгій Дмитрович, Завілінський Анатолій Володимирович
МПК: B22D 19/00
Мітки: виливок, спосіб, біметалевих, виготовлення
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Попередній патент: Спосіб розливання киплячої сталі
Наступний патент: Гнутий профіль прокату спеціального призначення
Випадковий патент: Чистильний пристрій для подових плит автоматичної хлібопекарської установки і спосіб його застосування