Інструмент для фінішної обробки
Номер патенту: 43681
Опубліковано: 25.08.2009
Автори: Біловол Валерій Степанович, Курілович Віктор Дмитрович, Сидорко Володимир Ігорович, Філатов Юрій Данилович
Формула / Реферат
1. Інструмент для фінішної обробки, що містить корпус із закріпленим на ньому робочим шаром, виконаним з окремих елементів, розташованих у полімерній матриці, що маєвигляд зігнутих лопатей, ширина яких зростає від центральних зон до периферійних, який відрізняється тим, що профіль полімерної матриці по передньому і задньому фронтах є еквідистантним боковій поверхні елементів робочого шару на величину (0,1-0,2) їх діаметра.
2. Інструмент для фінішної обробки за п. 1, який відрізняється тим, що елементи кожної лопаті розташовані на її передньому фронті по логарифмічній спіралі r = r0·emφ (r, φ - координати, r0 - радіус центрального отвору інструмента, m - постійний параметр), а на задньому фронті, вздовж лінії, утвореної двома параболічними спіралями r1,22=2∙p1,2∙(φ-φ01,02) з параметром р1=2000 і кутовим зсувом φ01=π/10 та параметром р2=10000 і кутовим зсувом φ02=2π/3 в центральній та периферійній зонах, відповідно, та колом радіуса R=(2,1-2,4)r0.
3. Інструмент для фінішної обробки за п. 1, який відрізняється тим, що співвідношення площин полімерної матриці і елементів робочого шару у межах лопаті складає:
![]() ,
,
де:
SM - площа полімерної матриці;
SE - загальна площа робочих елементів.
Текст
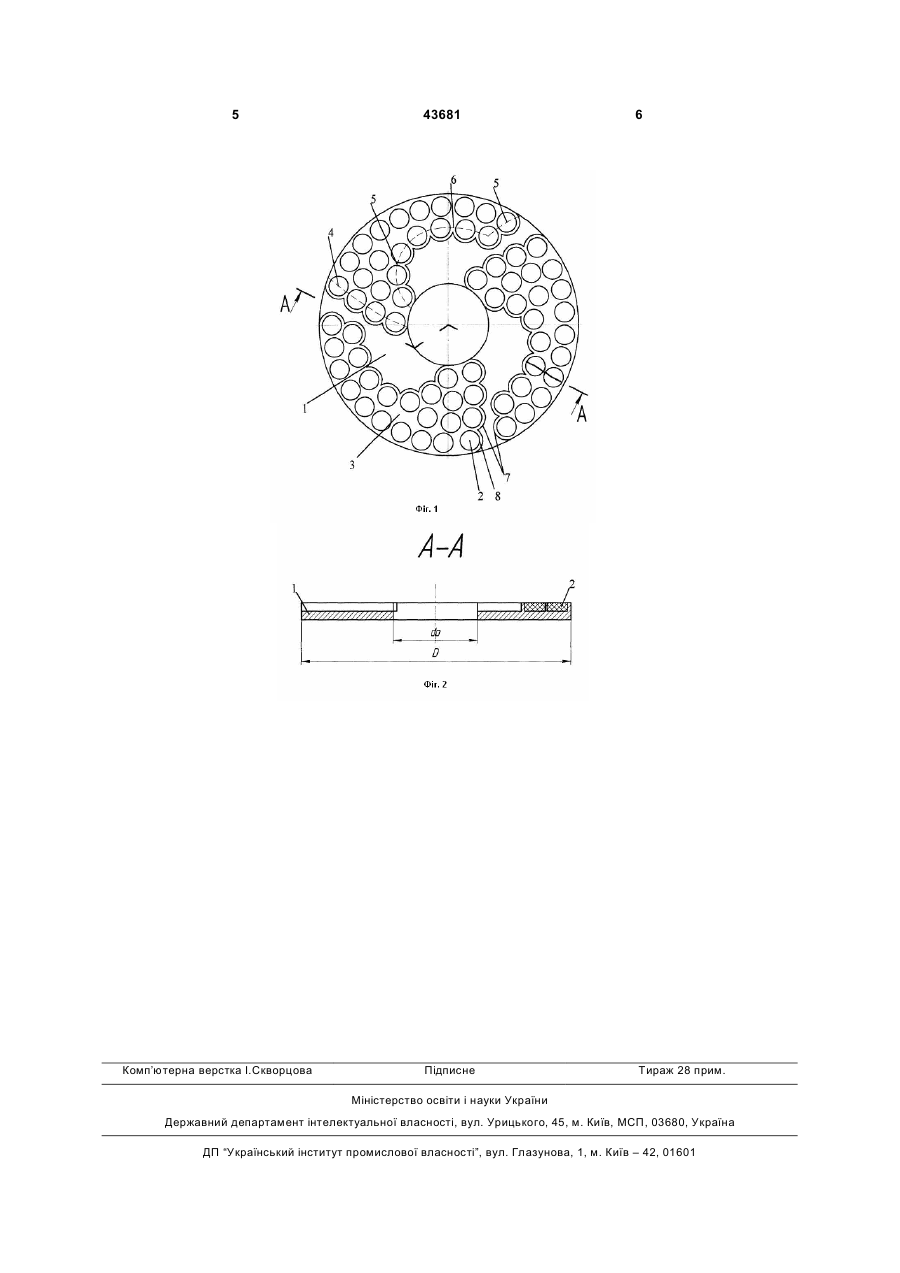
1. Інструмент для фінішної обробки, що містить корпус із закріпленим на ньому робочим шаром, виконаним з окремих елементів, розташованих у полімерній матриці, що має вигляд зігнутих лопатей, ширина яких зростає від центральних зон до периферійних, який відрізняється тим, що профіль полімерної матриці по передньому і задньому фронтах є еквідистантним боковій поверхні елементів робочого шару на величину (0,1-0,2) їх діаметра. 2. Інструмент для фінішної обробки за п. 1, який відрізняється тим, що елементи кожної лопаті розташовані на її передньому фронті по логарифмічній спіралі r = r0·emφ (r, φ - координати, r0 - радіус центрального отвору інструмента, m - постійний параметр), а на задньому фронті, вздовж лінії, утвореної двома параболічними спіралями r1,22=2·p1,2·(φ-φ01,02) з параметром р1=2000 і кутовим зсувом φ01=π /10 та параметром р2=10000 і кутовим зсувом φ02=2π/3 в центральній та периферійній зонах, відповідно, та колом радіуса R=(2,1-2,4)r0. 3. Інструмент для фінішної обробки за п. 1, який відрізняється тим, що співвідношення площин полімерної матриці і елементів робочого шару у межах лопаті складає: Корисна модель відноситься до області виробництва шліфувального й полірувального інструменту для обробки плоских поверхонь виробів з природного і синтетичного каменю. Відомий інструмент для фінішної обробки (див. патент України №51091 А М. кл.7 В 24 D 7/00, опубл. 15.11.2002р. Бюл. №11), що має корпус, на якому закріплено робочий шар у вигляді зігнутих лопатей, які мають ширину, що зростає від центральних зон до периферійних, при цьому форма лопаті робочого шару обмежена двома лога його робочий шар буде зношуватися нерівномірно. Центральні зони будуть зношуватися більш інтенсивно, ніж периферійні. Як наслідок, строк експлуатації інструменту зменшується. Більш того, як результат нерівномірності зносу робочого шару інструменту, площа його контакту з поверхнею виробу зменшується, що призводить до істотного збільшення питомого тиску притискання. При цьому значно підвищується температура в зоні обробки і як результат виникають дефекти на оброблених поверхнях виробів. До того ж внаслідок нерівномірності зносу робочого шару інструменту термін його працездатності зменшується. Відомий найбільш близький за технічною суттю до пропонованого інструмент для фінішної обробки (див. патент України №64524А , МПК 7 В 24 D 7/00, опубл. 16.02.04р. Бюл. №2), що містить корпус, із закріпленим на ньому робочим шаром, виконаним з окремих елементів розташованих у полімерній матриці, що має вигляд зігнутих лопа U (13) 43681 (11) елементів. UA де: SM - площа полімерної матриці; SE - загальна площа робочих (19) m( j - j 0 ) mj рифмічними спіралями r = r0 × e і r = r0 × e (r, φ - координати, φ0 - кутовий зсув, r0 - радіус центрального отвору інструменту, m - постійний параметр) та колом радіуса R=(1,3-1,5)r0, а φ0 складає 80°...85°. Лопаті виконано у вигляді окремих елементів, зафіксованих у полімерній масі. Недоліком такого інструменту слід вважати те, що при обробці виробів на мостових шліфувальнополірувальних верстатах, обладнаних ферасами, SM = 0,6 - 0,8 , SE 3 тей, ширина яких зростає від центральних зон до периферійних і форму, яка обмежена логарифмічmj ною r = r0 × e і параболічною r2=2·p·(φ-φ0) спіралями (r, φ - координати, φ0 - кутовий зсув, r0 - радіус центрального отвору інструменту, m, р - постійні параметри, останній зв'язаний з діаметром інструD D p= ... 105 95 ). Робочий мента D співвідношенням шар інструменту може бути як суцільним так і з окремих елементів, закріплених в полімерній матриці. Недоліком такого інструменту слід вважати те, що при обробці виробів на шліфувальнополірувальних верстатах радіально-консольного типу та кутовими шліфувально-полірувальними машинами робочий шару інструменту нерівномірно зношується, центральні зони будуть зношуватися менш інтенсивно, ніж периферійні, в результаті утворюється опукла форма робочої поверхні інструменту і для відновлення його працездатності необхідне її корегування (правка), крім того площа полімерної маси значно більша ніж площа робочих елементів, що призводить до того, що швидкість зносу робочих елементів більша, ніж полімерної маси, внаслідок чого робочі елементи не контактують з оброблюваною поверхнею виробу і його обробка припиняється. Правка інструменту призводить до зниження терміну його працездатності. В основу корисної моделі покладено завдання такого удосконалення інструменту для фінішної обробки, при якому за рахунок зміни геометрії лопатей забезпечується підвищення щільності заповнення поверхні робочим шаром і однакова інтенсивність його зносу на різних його ділянках, а відповідно підвищення терміну працездатності інструменту за відсутності дефектів на поверхнях оброблених виробів. Для рішення цього завдання в інструменті для фінішної обробки, що містить корпус, із закріпленим на ньому робочим шаром, виконаним з окремих елементів розташованих у полімерній матриці, що має вигляд зігнутих лопатей, ширина яких зростає від центральних зон до периферійних, згідно корисної моделі профіль полімерної матриці по передньому і задньому фронтах є еквідистантним боковій поверхні елементів робочого шару на величину (0,1-0,2) їх діаметра, причому елементи кожної лопаті розташовані на її передньому фронті mj по логарифмічній спіралі r = r0 × e (r, φ - координати, r0 - радіус центрального отвору інструменту, m- постійний параметр), а на задньому фронті вздовж лінії, утвореної двома параболічними спіралями r1,22=2·p1.2·(φ-φ01,02) з параметром р1=2000 і кутовим зсувом φ01= p /10 та параметром р2=10000 і кутовим зсувом φ02=2 p /3 в центральній та периферійній зонах, відповідно та колом радіуса R=(2,1-2,4)r0, а співвідношення площин полімерної матриці і елементів робочого шару у межах лопаті складає: SM = 0,6 - 0,8 SE де: SM - площа полімерної матриці; 43681 4 SE - загальна площа робочих елементів; Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному. Завдяки зміні геометрії лопатей, вперше в умовах фінішної обробки природного і синтетичного каменю досягається можливість забезпечення рівномірного зносу полімерної матриці і закріплених у ній елементів робочого шару інструменту при обробці виробів. Завдяки досягнення рівномірності зносу полімерної матриці і закріпленого у ній робочого шару інструменту досягається рівномірність розподілення тиску притискання інструменту до поверхні виробу і, як наслідок, підвищується термін працездатності інструменту за відсутності дефектів на оброблених поверхнях виробів. Завдяки тому, що профіль полімерної матриці по передньому і задньому фронтах еквідистантний боковій поверхні елементів робочого шару, підвищується технологічність виготовлення формуючих матрицю елементів прес-форм для виготовлення інструменту і досягається найбільша рівномірність зносу полімерної матриці і закріпленого в ній робочого елемента при співвідношенні площин полімерної матриці і робочих елементів, що складає (0,6-0,8). На кресленнях проілюстровано корисну модель, де на фіг. 1 представлено загальний вигляд інструменту для фінішної обробки який виконано із закріпленим на ньому робочим шаром, виконаним з окремих елементів, на фіг. 2 - розріз по А-А на фіг. 1. Інструмент для фінішної обробки, що містить корпус 1 (фіг. 1), із закріпленим на ньому робочим шаром, виконаним з окремих елементів 2 розташованих у полімерній матриці, що має вигляд зігнутих лопатей 3, ширина яких зростає від центральних зон до периферійних, а профіль 7 полімерної матриці по передньому і задньому фронтах є еквідистантним боковій поверхні елементів 8 робочого шару на величину (0,1-0,2) їх діаметра, причому елементи кожної лопаті розташовані на її передньому фронті по логарифмічній mj спіралі 4r = r0 × e , а на задньому фронті - вздовж лінії, утвореної двома параболічними спіралями 5r1,22=2·p1,2·(φ-φ01,02) та колом 6 радіуса R=(2,12,4)r0. Інструмент для фінішної обробки працює так. Інструменту надають обертального руху і осьового навантаження. В процесі фінішної обробки (тонкого і надтонкого шліфування, а також полірування) плоских поверхонь виробів з природного і синтетичного каменю інструмент поступально переміщується відносно поверхні, що оброблюється. Через центральний отвір інструмента в зону обробки подається мастильно-охолоджуюча технологічна рідина, яка під дією доцентрової сили рухається від центру інструмента до його краю. При використанні пропонованого інструменту для фінішної обробки поверхонь виробів з природного і синтетичного каменю забезпечується подовження терміну працездатності інструменту, підвищення рівномірності зносу його робочого шару, та якості оброблених поверхонь виробів. 5 Комп’ютерна верстка І.Скворцова 43681 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFinishing tool
Автори англійськоюFilatov Yurii Danylovych, Sidorko Volodymyr Ihorovych, Kurilovych Viktor Dmytrovych, Bilovol Valerii Stepanovych
Назва патенту російськоюИнструмент для финишной обработки
Автори російськоюФилатов Юрий Данилович, Сидорко Владимир Игоревич, Курилович Виктор Дмитриевич, Беловол Валерий Степанович
МПК / Мітки
МПК: B24D 7/00
Мітки: обробки, фінішної, інструмент
Код посилання
<a href="https://ua.patents.su/3-43681-instrument-dlya-finishno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Інструмент для фінішної обробки</a>
Інструмент для фінішної обробки
Номер патенту: 64524
Опубліковано: 16.02.2004
Автори: Філатов Юрій Данилович, Крамар Владислав Григорович, Скрябін Віктор Валерійович, Новіков Микола Васильович, Сидорко Володимир Ігорович
МПК: B24D 7/00
Мітки: обробки, фінішної, інструмент
Формула / Реферат:
1. Інструмент для фінішної обробки, що містить корпус, на якому закріплено робочий шар у вигляді зігнутих лопатей, які мають ширину, яка зростає від центральних зон до периферійних, а профіль лопаті робочого шару з одного боку обмежений логарифмічною спіраллю (,
Інструмент для фінішної обробки
Номер патенту: 51091
Опубліковано: 15.04.2005
Автори: Крамар Владислав Григорович, Скрябін Віктор Валерійович, Філатов Юрій Данилович, Ляхов Василь Никифорович, Сидорко Володимир Ігорович, Новіков Микола Васильович
Мітки: інструмент, обробки, фінішної
Формула / Реферат:
Мазь з екстрактом листків кремени гібридної з ранозагоювальною дією, що містить екстракт листків кремени гібридної, димексид і гідрофільну основу.
Спосіб фінішної, прецизійної обробки деталей з монокорунду і полірувальний інструмент
Номер патенту: 48581
Опубліковано: 15.08.2002
Автори: Троян Олександр Васильович, Рогов Валентин Васильович, Рубльов Микола Дмитрович, Кротенко Тетяна Леонідівна
Мітки: полірувальний, обробки, прецизійної, інструмент, деталей, фінішної, монокорунду, спосіб
Формула / Реферат:
1. Спосіб фінішної, прецизійної обробки деталей з монокорунду, який включає тонке, довідне шліфування і абразивнеполірування з введенням в зону обробки суспензії, який відрізняється тим, що після абразивного полірування здійснюють хімічне полірування поверхонь деталей полірувальним інструментом з подачею в зону обробки водно-аміачного розчину силікозолю (SiO2) при наступному співвідношенні компонентів цього розчину, мас.%: ...
Спосіб фінішної обробки пластин з монокорунду (сапфіру)
Номер патенту: 7397
Опубліковано: 15.06.2005
Автори: Рубльов Микола Дмитрович, Попельнюк Валентин Миколайович, Троян Олександр Васильович, Рогов Валентин Васильович
МПК: B24B 1/00
Мітки: пластин, монокорунду, сапфіру, фінішної, спосіб, обробки
Формула / Реферат:
1. Спосіб фінішної обробки пластин з монокорунду(сапфіру), згідно з яким поверхні пластин шліфують і полірують абразивним інструментом із застосуванням абразивних і полірувальних суспензій, після чого здійснюють хімічне полірування поверхонь деталей, який відрізняється тим, що шліфування і полірування проводять за умови зняття припусків у відповідності з глибиною порушеного шару на попередніх операціях, яку приймають рівною величині розміру...
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: профільних, зовнішніх, спосіб, фінішної, обробки, поверхонь, нікелевих, абразивної, сплавів, деталей
Формула / Реферат:
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Попередній патент: Система газопостачання населеного пункту
Наступний патент: Пристрій для керування адаптивним роботом
Випадковий патент: Спосіб модифікації деревини