Спосіб розливу сталі зверху
Номер патенту: 30282
Опубліковано: 15.11.2000
Автори: Воробйов Геннадій Михайлович, Миронова Ольга Юріївна, Большаков Володимир Іванович, Воробйова Оксана Петрівна, Воробйова Ольга Геннадіївна

Формула / Реферат
Спосіб розливу сталі зверху, який містить в собі використання захисних пристроїв з листової сталі, які розташовуються на піддоні та всередині виливниць перед заливанням сталі, який відрізняється тим, що захисні пристрої виконують у вигляді циліндричної металевої ємності з пласким дном, яку заповнюють кусковою листовою сталлю в кількості 0,02...0,05% маси зливка з привареними трьома штангами, кожна масою 0,05...0,1% маси зливка, які виготовляють у вигляді пакетів зі штаб листової сталі та розташовують, відповідним чином, уздовж вертикальної осі виливниці та на відстані 0,3...0,4 м від осі виливниці в площині найбільш симетричного розрізу її внутрішньої порожнини, причому до крайніх штанг на висоті 1...1,2 м від поверхні піддона приварюють пружні напрямні для фіксації захисних металевих листів, що повністю покривають внутрішню поверхню виливниці.
Текст
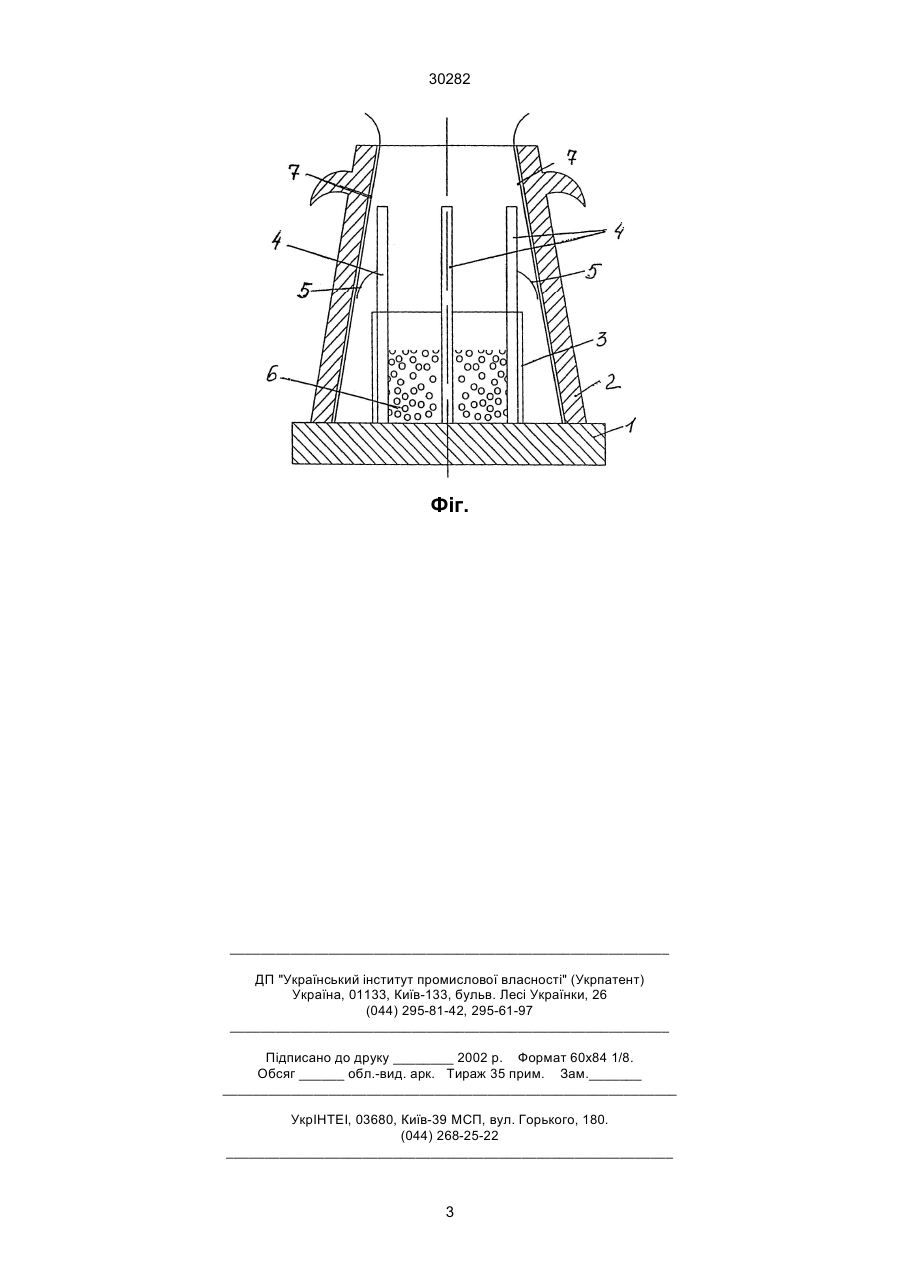
УКРАЇНА (19) UA (11) 30282 (51) МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА ВИНАХІД (13) A 6 B22D7/00 видається під відповідальність власника патенту (54) СПОСІБ РОЗЛИВУ СТАЛІ ЗВЕРХУ (13) 30282 (11) ною, яка дорівнює площині широких граней виливниць, до того ж листи підвішують на цих гранях та закріплюють скобами за верхній торець. Недоліком цього способу є можливість утворення пліни на вузьких гранях виливниці, виникнення осьової ліквації зливка, великі відходи металу на головну та донну обрізь, низький термін служби виливниці в наслідок утворення виїмок на піддоні в місцях падіння струменя рідкого металу на поверхню піддона та виникнення тріщин розпалу на вузьких гранях виливниці. В основу винаходу поставлена задача вдосконалення способу розливання сталі зверху, що містить в собі використання захисних пристроїв з листової сталі, в яких за рахунок використання особливостей захисних пристроїв з листової сталі знижується можливість утворення пліни, зменшується головна та донна обрізь, усувається осьова ліквація в зливку та підвищується термін служби виливниці, що дозволяє збільшити вихід придатного металу та покращити якість матеріала зливків. Поставлена задача вирішується тим, що в способі розливання сталі зверху, який містить в собі використання захисних пристроїв з листової сталі, які розміщуються на піддоні та всередині виливниць перед заливанням сталі, згідно винаходу, захисні пристрої виконують у вигляді циліндричної металевої ємності з пласким дном, яку заповнюють кусневою листовою сталлю в кількості 0,02...0,05% маси зливка з привареними до нього UA Винахід належить до галузі чорної металургії, зокрема до способу розливання металу зверху. Нам відомий спосіб розливання сталі зверху, який містить в собі розміщення перед заливанням металу на піддоні всередині порожнини кожної виливниці, починаючи з третього за чергою заливання, металевого кусневого матеріалу з насипною масою (2,5-3,5) 103 кг/м3 у вигляді конуса з площею основи, яка дорівнює 30-60% від площі нижньої основи виливниці, і висотою, яку можна знайти за формулою: H=K*P/S, де Н - висота конуса, см; К - коефіцієнт, що дорівнює 53-58 хв/см; Р - масова швидкість розливання, т/хв; S - поперечний переріз струменя металу, що заливається. Недоліком цього способу є недостатня захищеність поверхні виливниці від впливу розплавленого металу та виникнення різних дефектів на поверхні зливка в наслідок впливу перегрітого рідкого металу на поверхню виливниці. Найбільш близьким до запропонованого є спосіб розливання сталі зверху переважно до великих листових виливниць, який містить в собі використання захисних пристроїв з листової сталі для зниження утворення пліни та подальше заповнення виливниці рідким металом, при цьому як захисні пристрої використовуються стальні листи площи A виливниць перед заливанням сталі, який відрізняється тим, що захисні пристрої виконують у вигляді циліндричної металевої ємності з пласким дном, яку заповнюють кусковою листовою сталлю в кількості 0,02...0,05% маси зливка з привареними трьома штангами, кожна масою 0,05...0,1% маси зливка, які виготовляють у вигляді пакетів зі штаб листової сталі та розташовують, відповідним чином, уздовж вертикальної осі виливниці та на відстані 0,3...0,4 м від осі виливниці в площині найбільш симетричного розрізу її внутрішньої порожнини, причому до крайніх штанг на висоті 1...1,2 м від поверхні піддона приварюють пружні напрямні для фіксації захисних металевих листів, що повністю покривають внутрішню поверхню виливниці. (19) (21) 98020835 (22) 18.02.1998 (24) 15.11.2000 (33) UA (46) 15.11.2000, Бюл. № 6, 2000 р. (72) Большаков Володимир Іванович, Воробйов Геннадій Михайлович, Миронова Ольга Юріївна, Воробйова Ольга Геннадіївна, Воробйова Оксана Петрівна (73) ПРИДНІПРОВСЬКА ДЕРЖАВНА АКАДЕМІЯ БУДІВНИЦТВА ТА АРХІТЕКТУРИ, БОЛЬШАКОВ ВОЛОДИМИР ІВАНОВИЧ, ВОРОБЙОВ ГЕННАДІЙ МИХАЙЛОВИЧ, МИРОНОВА ОЛЬГА ЮРІЇВНА (57) Спосіб розливу сталі зверху, який містить в собі використання захисних пристроїв з листової сталі, які розташовуються на піддоні та всередині 30282 трьома штангами, кожна масою 0,05...0,1% маси зливка, які виготовляють у вигляді пакетів зі штаб листової сталі та розташовують, відповідним чином, уздовж вертикальної осі виливниці та на відстані 0,3...0,4 м від осі виливниці у площині найбільш симетричного перерізу її внутрішньої порожнини, причому до крайніх штанг на висоті 1...1,2 м від поверхні піддона приварюють пружні направляючі для фіксації захисних металевих листів, які повністю покривають внутрішню поверхню виливниці. Таким чином, використання захисних пристроїв з листової сталі у вигляді листів, які повністю покривають внутрішню поверхню виливниці дозволяє попередити утворення пліни на внутрішніх бокових поверхнях виливниці за рахунок покриття їх листами сталі, що розплавлюються під час тривалого впливу рідкого металу; захистити поверхні граней від утворення тріщин розпалу; захистити робочу поверхню піддона від утворення виїмок у місцях падіння струменя розплавленого металу за рахунок розташування на кінцевій ділянці шляху струменя металу навіски кусневого листового металу масою 0,03...0,04% від маси зливка, розташованої в листовій металевій ємності з пласким дном, яка поступово повністю розплавлюється за рахунок теплоти перегрітого рідкого металу, завдяки чому знижується також донна обрізь; знизити головну обрізь та усунути осьову ліквацію допомагає розташування всередині виливниці трьох штанг масою по 0,01...0,05% від маси зливка, які виготовляють у вигляді зварних пакетів зі штаб листової сталі та розташовують у площині найбільш симетричного перерізу виливниці, відповідно, та на відстані 0,3...0,4 м від осі виливниці у площині найбільш симетричного перерізу її внутрішньої порожнини та по вертикальній осі симетрії виливниці. Крайні штанги мають приварені пружні направляючі на висоті 1...1,2 м від верхньої поверхні піддона для фіксації стальних металевих листів на внутрішній поверхні виливниці; а манжет заповнюють кусневою листовою сталлю в кількості 0,02...0,05% від маси зливка. Суть винаходу пояснюється кресленням, де на фігурі показано розріз виливниці з розташованими в ній захисними пристроями. Підготовлена до заливки виливниця складається з піддона 1, на який встановлюють виливницю 2, циліндричної ємності 3, до якої приварюють три штанги 4, з яких крайні мають пружні направляючі 5; порції металевої листової обрізі 6 та захисних листів 7, якими покривають поверхню виливниці. Запропонований спосіб розливання металу зверху реалізується слідуючим способом: спочатку на поверхню піддона 1 встановлюють циліндричну металеву ємність 3, до якої приварені штанги 4 з пружніми направляючими 5 та заповнюють ємність металевою листовою обріззю 6, потім на піддон встановлюють виливницю 2, внутрішню поверхню якої покривають захисними листами 7 та потім її заливають рідкою сталлю. Бокові поверхні циліндричної ємності 3 та захисні листи 6 захищають бокові поверхні виливниці від металевих бризок, що запобігає утворенню пліни на поверхні зливка. Металева циліндрична ємність та листова обрізь забезпечують захист піддона від утворення виїмок у місці падіння рідкого металу. Нижня границя кількості кусневої листової обрізі у циліндричній металевій ємності, яка дорівнює 0,02% маси зливка, визначається за умови забезпечення захисту піддона від утворення виїмок у місці падіння струменя рідкого металу; верхня границя, яка дорівнює 0,05% маси зливка, обрана за умови забезпечення повного розплавлення листової обрізі в циліндричній металевій ємності. Нижня границя маси металевої штанги, яка дорівнює 0,05% від маси зливка, обрана за умови забезпечення початку кристалізації сталі в місцях розташування штанг одночасно з кристалізацією поблизу поверхні виливниці, верхня границя, яка дорівнює 0,1% маси зливка, обрана за умови забезпечення повного розчинення штанги перед початком кристалізації металу в місцях розташування штанг. Нижня границя висоти розташування пружніх направляючих на штангах, яка дорівнює їм, обрана за умови забезпечення щільної фіксації захисних металевих листів на внутрішній поверхні виливниці, верхня границя висоти, яка дорівнює 1,2 м, обрана за умови утримання штанг від перекидання у виливниці при ударних впливах при транспортуванні виливниці на залізничних платформах. Джерела інформації 1. А.с. СРСР № 1533822, кл. В22D9/00, 1988. 2. А.с. СРСР № 1447539, кл. В22D7/00, 1988. 2 30282 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pouring of steel from above
Автори англійськоюBolshakov Volodymyr Ivanovych, Vorobiov Hennadii Mykhailovych, Myronova Olha Yuriivna, Vorobiova Olha Hennadiivna, Vorobiova Oksana Petrivna
Назва патенту російськоюСпособ разливки стали сверху
Автори російськоюБольшаков Владимир Иванович, Воробьев Геннадий Михайлович, Миронова Ольга Юрьевна, Воробьева Ольга Геннадиевна, Воробьева Оксана Петровна
МПК / Мітки
МПК: B22D 7/00
Мітки: зверху, розливу, сталі, спосіб
Код посилання
<a href="https://ua.patents.su/3-30282-sposib-rozlivu-stali-zverkhu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розливу сталі зверху</a>
Спосіб розливу сталі зверху
Номер патенту: 6861
Опубліковано: 31.03.1995
Автори: Літвінов Леонід Федорович, Димченко Євген Миколайович, Єрмоленко Ганна Володимирівна, Оробцев Юрій Вікторович, Ємченко Юрій Борисович, Голіков Сєргєй Кузьміч, Голубєв Алєксандр Алєксандровіч, Авер'янов Олексій Венедиктович
МПК: B22D 7/00
Мітки: спосіб, сталі, розливу, зверху
Формула / Реферат:
Способ разливки стали сверху, преимущественно в изложницы с теплоизоляционными плитами, включающий нанесение на торцевую поверхность теплоизоляционных плит сгораемого красящего вещества, заливку стали в изложницы и последующую ее доливку, отличающийся тем, что доливку прекращают или уменьшают ее интенсивность на время горения красящего вещества, а продолжительность горения регулируют количеством сгораемого красящего вещества, нанесенного на...
Пристрій для розливу металів зверху
Номер патенту: 8048
Опубліковано: 26.12.1995
Автори: Кожухов Анатолій Дмитрович, Лєвий Леонід Миколайович, Дудін Віктор Іванович, Оробцев Юрій Вікторович, Голіков Сергій Костантинович, Авер'янов Олексій Венедиктович, Харітошин Валерій Дмитрович, Арцев Юрій Дмитрович, Куліш Генадій Іванович, Голубев Олександр Олександрович, Димченко Євген Миколайович, Клепіков Сергій Олександрович, Борисов Юрій Миколайович, Батов Іван Васильович
МПК: B22D 7/00
Мітки: металів, пристрій, розливу, зверху
Формула / Реферат:
Устройство для разливки металлов сверху, содержащее расширенную книзу изложницу и захалаживающую вставку массой 0,05-0,15 массы слитка, отличающееся тем, что, с целью повышения выхода годного металла, оноснабжено теплоизоляционными вкладышами, размещенными в верхней части изложницы и имеющими пазы от верхнего ее торца на расстоянии 0,12-0,14 высоты изложницы для крепления захалаживающей вставки, последняя выполнена в виде ромбовидной...
Шлакоутворювальна суміш для розливу сталі
Номер патенту: 28470
Опубліковано: 16.10.2000
Автори: Зельдін Володимир Віоргович, Ларіонов Олександр Олексійович, Учитель Лев Михайлович, Носоченко Олег Васильович, Буга Ілля Дмитрович, Кравченко Олександр Іванович, Бродський Сергій Сергійович, Курдюков Анатолій Андрійович, Людковський Вадим Михайлович
МПК: B22D 7/10, B22D 11/108
Мітки: шлакоутворювальна, сталі, суміш, розливу
Формула / Реферат:
1. Шлакоутворювальна суміш для розливу сталі, що містить вуглецьутримуючу речовину, плавіковий шпат (флюоритовий концентрат), відвальний марганецьутримуючий шлак, у якого SiО2/CaO+MnO дорівнює 1,3-1,8 (кислий шлак), який відрізняється тим, що додатково містить відвальний марганецьутримуючий шлак, у якого відношення SiО2/CaO+MnO дорівнює 0,4-0,7 (основний шлак) при слідуючим кількіснім вмісті компонентів, мас. %: вуглецьутримуюча...
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Грєбєнюков Анатолій Васильович, Сарамутін Валерій Іванович, Трілевська Людмила Микитівна, Явойський Володимир Іванович, Фролов Володимир Миколайович, Ігнатьєв Вадим Петрович, Воронов Юрій Федосович
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Спосіб сифонного розливу сталі
Номер патенту: 25769
Опубліковано: 30.10.1998
Автори: Кудрюков Анатолій Андрійович, Рубан Владислав Йосипович, Травінчєв Анатолій Іванович, Плеплер Марк Лазаревич, Михайленко Анатолій Васильович, Стець Павло Денисович, Березников Олександр Павлович, Носоченко Олег Васильович, Танцюра Сергій Миколайович
МПК: B22D 7/00
Мітки: спосіб, сталі, розливу, сифонного
Формула / Реферат:
Способ сифонной разливки стали в глуходонные изложницы с регулируемой скоростью под слоем шлакообразующей смеси с использованием сифонной проводки и отверстием в дне изложницы, отличающийся тем, что наполнение изложницы сталью осуществляют через вертикальное отверстие трубки сифонной концевой и отверстия в дне изложницы со скоростью (6,5 - 8,5)т/мин, при этом диаметр отверстия в дне изложницы превышает диаметр вертикального отверстия трубки...
Попередній патент: Антифрикційна композиція для безконтактних турбокомпресорних ущільнень
Наступний патент: Установка для приймання, охолодження й зберігання молока
Випадковий патент: Спосіб вилучення газу із підземних гірничих виробок