Прес-форма для напресування металокерамічного шару на поверхню сталевого диска
Номер патенту: 6253
Опубліковано: 15.04.2005
Автори: Тонковид Анатолій Миколайович, Безуглий Сергій Григорович, Немчин Олександр Федорович, Рубальський Михайло Леонідович, Довгополий Анатолій Степанович, Вольфман Володимир Ілліч
Формула / Реферат
1. Прес-форма для напресування металокерамічного шару на поверхню сталевого диска, що містить порожнистий верхній пуансон, матрицю, всередині якої розташовано нижній порожнистий пуансон з відсікачем, що встановлений з можливістю переміщення, та центральний стрижень, яка відрізняється тим, що робочі поверхні верхнього та нижнього пуансонів виконані з кільцевими виточками, причому прес-форма споряджена пневмоциліндрами, які з'єднані з відсікачем для його переміщення, а стрижень закріплено за допомогою пружного елемента, при цьому нижній пуансон має можливість з'єднання з пристроєм для виштовхування готової продукції.
2. Прес-форма за п. 1, яка відрізняється тим, що як пристрій для виштовхування готової продукції використано гідроциліндр преса.
Текст
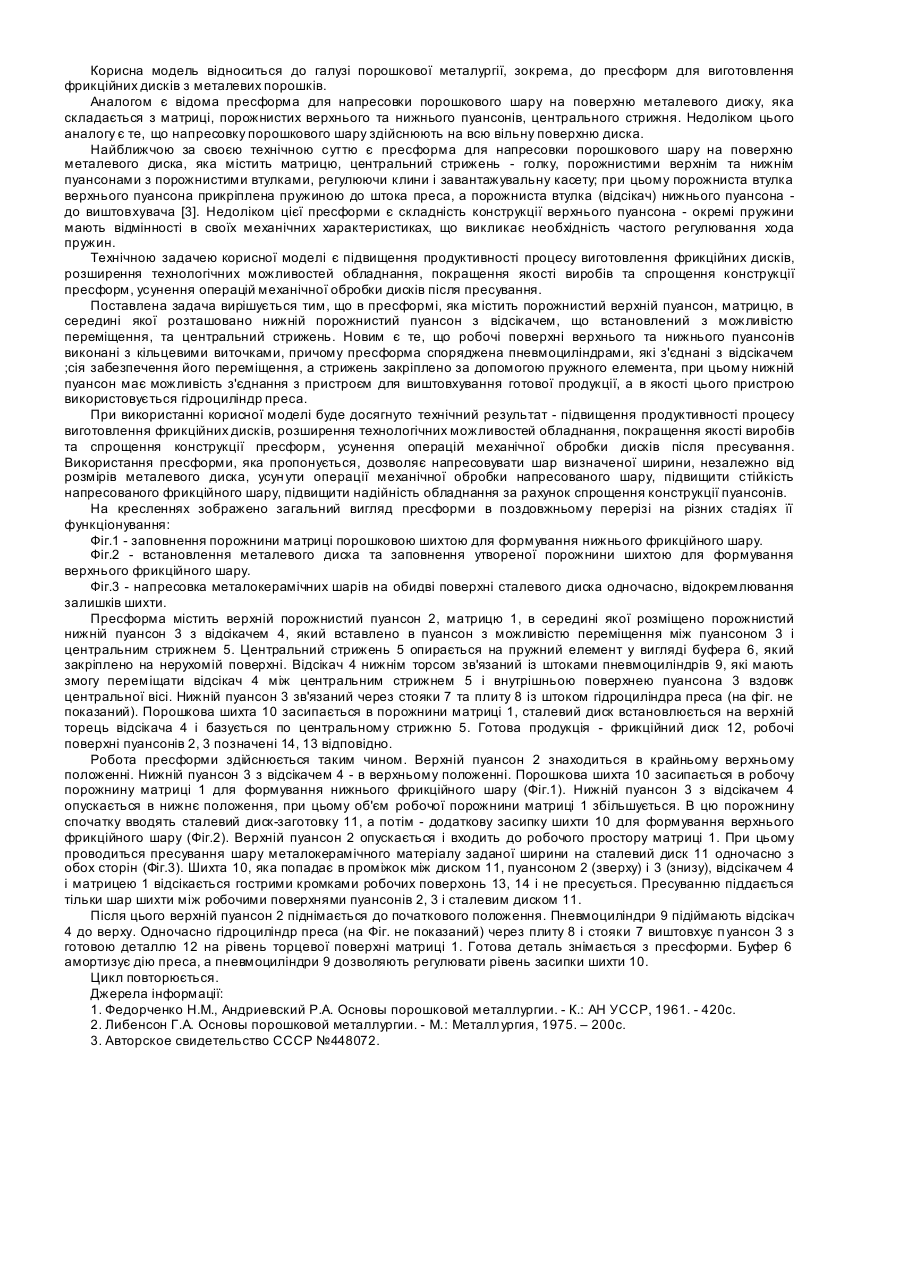
Корисна модель відноситься до галузі порошкової металургії, зокрема, до пресформ для виготовлення фрикційних дисків з металевих порошків. Аналогом є відома пресформа для напресовки порошкового шару на поверхню металевого диску, яка складається з матриці, порожнистих верхнього та нижнього пуансонів, центрального стрижня. Недоліком цього аналогу є те, що напресовку порошкового шару здійснюють на всю вільну поверхню диска. Найближчою за своєю технічною суттю є пресформа для напресовки порошкового шару на поверхню металевого диска, яка містить матрицю, центральний стрижень - голку, порожнистими верхнім та нижнім пуансонами з порожнистими втулками, регулюючи клини і завантажувальну касету; при цьому порожниста втулка верхнього пуансона прикріплена пружиною до штока преса, а порожниста втулка (відсікач) нижнього пуансона до виштовхувача [3]. Недоліком цієї пресформи є складність конструкції верхнього пуансона - окремі пружини мають відмінності в своїх механічних характеристиках, що викликає необхідність частого регулювання хода пружин. Технічною задачею корисної моделі є підвищення продуктивності процесу виготовлення фрикційних дисків, розширення технологічних можливостей обладнання, покращення якості виробів та спрощення конструкції пресформ, усунення операцій механічної обробки дисків після пресування. Поставлена задача вирішується тим, що в пресформі, яка містить порожнистий верхній пуансон, матрицю, в середині якої розташовано нижній порожнистий пуансон з відсікачем, що встановлений з можливістю переміщення, та центральний стрижень. Новим є те, що робочі поверхні верхнього та нижнього пуансонів виконані з кільцевими виточками, причому пресформа споряджена пневмоциліндрами, які з'єднані з відсікачем ;сія забезпечення його переміщення, а стрижень закріплено за допомогою пружного елемента, при цьому нижній пуансон має можливість з'єднання з пристроєм для виштовхування готової продукції, а в якості цього пристрою використовується гідроциліндр преса. При використанні корисної моделі буде досягнуто технічний результат - підвищення продуктивності процесу виготовлення фрикційних дисків, розширення технологічних можливостей обладнання, покращення якості виробів та спрощення конструкції пресформ, усунення операцій механічної обробки дисків після пресування. Використання пресформи, яка пропонується, дозволяє напресовувати шар визначеної ширини, незалежно від розмірів металевого диска, усун ути операції механічної обробки напресованого шару, підвищити стійкість напресованого фрикційного шару, підвищити надійність обладнання за рахунок спрощення конструкції пуансонів. На кресленнях зображено загальний вигляд пресформи в поздовжньому перерізі на різних стадіях її функціонування: Фіг.1 - заповнення порожнини матриці порошковою шихтою для формування нижнього фрикційного шару. Фіг.2 - встановлення металевого диска та заповнення утвореної порожнини шихтою для формування верхнього фрикційного шару. Фіг.3 - напресовка металокерамічних шарів на обидві поверхні сталевого диска одночасно, відокремлювання залишків шихти. Пресформа містить верхній порожнистий пуансон 2, матрицю 1, в середині якої розміщено порожнистий нижній пуансон 3 з відсікачем 4, який вставлено в пуансон з можливістю переміщення між пуансоном 3 і центральним стрижнем 5. Центральний стрижень 5 опирається на пружний елемент у вигляді буфера 6, який закріплено на нерухомій поверхні. Відсікач 4 нижнім торсом зв'язаний із штоками пневмоциліндрів 9, які мають змогу переміщати відсікач 4 між центральним стрижнем 5 і внутрішньою поверхнею пуансона 3 вздовж центральної вісі. Нижній пуансон 3 зв'язаний через стояки 7 та плиту 8 із штоком гідроциліндра преса (на фіг. не показаний). Порошкова шихта 10 засипається в порожнини матриці 1, сталевий диск встановлюється на верхній торець відсікача 4 і базується по центральному стрижню 5. Готова продукція - фрикційний диск 12, робочі поверхні пуансонів 2, 3 позначені 14, 13 відповідно. Робота пресформи здійснюється таким чином. Верхній пуансон 2 знаходиться в крайньому верхньому положенні. Нижній пуансон 3 з відсікачем 4 - в верхньому положенні. Порошкова шихта 10 засипається в робочу порожнину матриці 1 для формування нижнього фрикційного шару (Фіг.1). Нижній пуансон 3 з відсікачем 4 опускається в нижнє положення, при цьому об'єм робочої порожнини матриці 1 збільшується. В цю порожнину спочатку вводять сталевий диск-заготовку 11, а потім - додаткову засипку шихти 10 для формування верхнього фрикційного шару (Фіг.2). Верхній пуансон 2 опускається і входить до робочого простору матриці 1. При цьому проводиться пресування шару металокерамічного матеріалу заданої ширини на сталевий диск 11 одночасно з обох сторін (Фіг.3). Шихта 10, яка попадає в проміжок між диском 11, пуансоном 2 (зверху) і 3 (знизу), відсікачем 4 і матрицею 1 відсікається гострими кромками робочих поверхонь 13, 14 і не пресується. Пресуванню піддається тільки шар шихти між робочими поверхнями пуансонів 2, 3 і сталевим диском 11. Після цього верхній пуансон 2 піднімається до початкового положення. Пневмоциліндри 9 підіймають відсікач 4 до верху. Одночасно гідроциліндр преса (на Фіг. не показаний) через плиту 8 і стояки 7 виштовхує п уансон 3 з готовою деталлю 12 на рівень торцевої поверхні матриці 1. Готова деталь знімається з пресформи. Буфер 6 амортизує дію преса, а пневмоциліндри 9 дозволяють регулювати рівень засипки шихти 10. Цикл повторюється. Джерела інформації: 1. Федорченко Н.М., Андриевский Р.А. Основы порошковой металлургии. - К.: АН УССР, 1961. - 420с. 2. Либенсон Г.А. Основы порошковой металлургии. - М.: Металлургия, 1975. – 200с. 3. Авторское свидетельство СССР №448072.
ДивитисяДодаткова інформація
Назва патенту англійськоюMould for building-up of ceramic-metal layer on the surface of steel disk
Автори англійськоюVolfman Volodymyr Illich, Tonkovyd Anatolii Mykolaiovych, Nemchyn Oleksandr Fedorovych, Dovhopolyi Anatolii Stepanovych
Назва патенту російськоюПресс-форма для напрессовывания металлокерамического слоя на поверхность стального диска
Автори російськоюВольфман Владимир Ильич, Вольфман Володимир Илльич, Тонковид Анатолий Николаевич, Немчин Александр Федорович, Довгополый Анатолий Степанович
МПК / Мітки
МПК: B22F 3/03
Мітки: металокерамічного, прес-форма, диска, напресування, сталевого, шару, поверхню
Код посилання
<a href="https://ua.patents.su/2-6253-pres-forma-dlya-napresuvannya-metalokeramichnogo-sharu-na-poverkhnyu-stalevogo-diska.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для напресування металокерамічного шару на поверхню сталевого диска</a>
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B30B 15/02, B22C 15/00
Мітки: пресування, порошкових, матеріалів, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Роговський Іван Леонідович, Тивончук Петро Опанасович
МПК: B23K 9/16
Мітки: спосіб, сталевого, чавунних, відновлення, деталей, наплавленням, шару
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Прес-форма
Номер патенту: 15276
Опубліковано: 30.06.1997
Автори: Московських Ігор Петрович, Скоропадський Григорій Кононович, Хворов Володимир Сергійович
МПК: B29C 43/00
Мітки: прес-форма
Формула / Реферат:
Пресс-форма, содержащая верхний пуансон и подпружиненную матрицу с размещенным в ней нижним пуансоном, отличающаяся тем. что в конструкцию введена верхняя матрица и верхний формователь, образующие вместе с верхним пуансоном верхнюю формующую полость, при этом нижний пуансон жестка закреплен на неподвижной нижней плите, соединенной с подвижной верхней траверсой тягами.
Прес для підпресування деревностружкового шару
Номер патенту: 29065
Опубліковано: 16.10.2000
Автори: Соколовський Ярослав Іванович, Сафаров Вячеслав Олександрович, Філінюк Роман Васильович, Головач Ігор Романович
МПК: B27N 3/08
Мітки: шару, підпресування, прес, деревностружкового
Формула / Реферат:
Прес для підпресування деревинностружкового шару при виготовленні деревинностружкових плит, включаючий верхні та нижні валки, через які проходять пресуючи стрічки, а також транспортну стрічку і давач товщини деревинностружкового шару, щілинне сопло, розміщене під транспортною стрічкою з можливістю переміщення за направляючими з допомогою гідроциліндра, вентилятор, який з'єднаний в щілинним соплом гнучкім шлангом, а також вимірювач потужності...
Прес для попереднього пресування деревинностружкового шару
Номер патенту: 31060
Опубліковано: 15.12.2000
Автори: Філінюк Роман Васильович, Соколовський Ярослав Іванович
МПК: B27N 3/08
Мітки: пресування, деревинностружкового, попереднього, прес, шару
Текст:
...включає у себе верхню 1 та нижню 2 пресуючі стрічки, які проходять через верхні 3,4 75 та нижні 6,7,8 валкі. Валки 3 та б формують зону входу (стиснення) і кріпляться до шарнірно закріплених рам 9,10 преса, осі шарнірів 11,12 знаходяться на кінцевих валках зони входу 477 і ЕОНИ Ж Є першими Банками у зоні пресування, 11,12 симетрично розміщені відносно центральної горизонтальної вісі. Давач ТОЕЩИНИ деревинностружкоЕого килиму 13, який...
Попередній патент: Висувний вузол свердлувального верстата
Наступний патент: Спосіб вимірювання вологості газоповітряного середовища
Випадковий патент: Спосіб підвищення резистентності молодняку перепелів розчином аквахелату германію