Електрогідроімпульсний локальний спосіб обробки
Номер патенту: 6281
Опубліковано: 16.05.2005
Автори: Шкатов Олександр Семенович, Пастушенко Сергій Іванович, Спінчевський Олександр Миколайович, Шкатов Олександр Олександрович, Горбенко Олена Андріївна

Формула / Реферат
1. Електрогідроімпульсний локальний спосіб обробки для формоутворення з листових заготовок, який полягає у тому, що заготовку деформують, діючи на неї енергією локальних навантажень при переміщенні електрода від периферії заготовки, який відрізняється тим, що виготовлення виробів виконують до заданих розмірів із листових заготовок і порожнистих зношених аналогічних виробів у режимах штампування і калібрування з перекриттям ділянок обробки на величину від 25 до 60 % по траєкторії руху електрода відповідно до конфігурації виготовлюваного виробу, а при переході від режиму штампування до режиму калібрування зменшують потужність імпульсів розряду в 1,1-1,7 разу, при цьому відстань між наконечником електрода і поверхнею заготовки зменшують в 1,2-1,6 разу, а крок позиціонування в 1,5-3,5 разу.
2. Електрогідроімпульсний локальний спосіб обробки за п. 1, який відрізняється тим, що заготовку деформують в матриці, виконаній з магнітної рідини, профіль якої встановлюють за допомогою змінюваного магнітного поля з пульта керування, у відповідності до профілю виготовлюваного виробу.
3. Електрогідроімпульсний локальний спосіб обробки за п. 1, який відрізняється тим, що заготовку деформують у безматричному варіанті оптимальними локальними навантаженнями на розраховану величину прогину ділянок навантаження в пружне середовище.
Текст
1. Електрогідроїм пульси и й локальний спосіб обробки для формоутворення з листових заготовок, який полягає у тому, що заготовку деформують, діючи на неї енергією локальних навантажень при переміщенні електрода від периферії заготовки, який відрізняється тим, що виготовлення виробів виконують до заданих розмірів із листових заготовок і порожнистих зношених аналогічних виробів у режимах штампування і калібрування з Корисна модель відноситься до обробки металів тиском І може бути використана при виготовлені прецизійних деталей (конструкцій) складної форми із листових заготовок і відновлення порожнистих зношених деталей до попередніх розмірів із заданою точністю. Відомий „Способ штамповки, вытяжки, гибки и производства других операций деформирования листовых пластических материалов" [див. авт. свід. №147162, 1962, кл. 7С] електропдроімпульсного (ЕГ) деформування листових пластичних матеріалів дією імпульсів тиску, які генеруються джерелом імпульсного тиску, який переміщується в порожнині матриці. Вирішуючи, в основному конструкційні задачі ЕГ обробки, спосіб передбачає виконання „операцій дією електрогідравлічних ударів, створюваних у відкритій або закритій ємності, днищем, стінкою або кришкою якої служить оброблюваний матеріал, при розряді між електродами, один з яких виконаний у вигляді кільця; або між електродом і струмопровідною сіткою; або еластичним листом перекриттям ділянок обробки на величину від 25 до 60% по траєкторії руху електрода відповідно до конфігурації виготовлюваного виробу, а при переході від режиму штампування до режиму калібрування зменшують потужність імпульсів розряду в 1,1-1,7 разу, при цьому відстань між наконечником електрода і поверхнею заготовки зменшують в 1,21,6 разу, а крок позиціонування в 1,5-3,5 разу. 2. Електрогідроімпульсний локальний спосіб обробки за п.1, який відрізняється тим, що заготовку деформують в матриці, виконаній з магнітної рідини, профіль якої встановлюють за допомогою змінюваного магнітного поля з пульта керування, у відповідності до профілю виготовлюваного виробу. 3. Електрогідроімпульсний локальний спосіб обробки за п.1, який відрізняється тим, що заготовку деформують у безматричному варіанті оптимальними локальними навантаженнями на розраховану величину прогину ділянок навантаження в пружне середовище. із струмопровідними контактами, які проходять крізь нього з можливістю переміщення електродів лінійно, по спіралі або з затримкою їх руху над місцями глибокого витягування". Недоліком відомого способу є його низька ефективність з причини неможливості забезпечення оптимального процесу навантаження при формоутворенні, який враховував би відхилення реальної поверхні і механічні характеристики матеріалу оброблюваного виробу. Відомий "Спосіб електрогідроімпульсної калібровки" деталей діючи імпульсами тиску [див. авт. Свід. №733167, мкл. В21Д26/10, 1980], в якому підвищення ефективності та економічності процесу калі бровки, з метою досягнення необхідної точності виготовлення деталей, джерело імпульсів тиску розміщають на розрахунковій відстані від поверхні заготовки. Послідовно переміщуючи по визначеній траєкторії та з визначеним кроком переміщення джерело імпульсів тиску, виконують прцес калібровки по всій поверхні деталей, що виготовляються. 00 CM (О 6281 При цьому не одна будь-яка ознака, а сукупНедоліком такого способу являється відсутність відомих і нових ознак корисної моделі вказує ність оптимальності режиму навантаження заготона наявність можливості причинно-наслідкових вки по енергетичним параметрам каналу розряду, зв'язків між ознаками корисної моделі та технічним що потрібно для успішного виконання процесу результатом застосування ЕГЛСО, яким конкретно калібровки застосування методу випробувань, являється досягнення завданої точності виробів, який веде до збільшення працеємкості виготовщо будуть виготовлені. лення деталей. В якості прикладу розглянемо реалізацію ЕГВ якості прототипу автори вибрали „Способ ЛСО при виготовленні великогабаритних виробів штамповки" [див. авт. свід. №410601, т. Кл. (наприклад цілого малотоннажного судна) із зварВ21Д26/12, 1973г] ЕГ штампування деталей типу ної заготовки на ЕГУ з енергією в імпульсі розряду днищ, в якому джерело імпульсів тиску (електрод) до 300 кДж. переміщують по концентричним колам від периферії до центру заготовки, підтримуючи в процесі На Фіг. 1 зображено принципову схему ЕГ усдеформування оптимальні відстані від електрода тановки (ЕГУ) для застосування способу, на Фіг.2 в до заготовки, при цьому радіуси обходу заготовки плані показаний контур заготовки і траєкторія руху електродом по вказаним колам визначають за емелектрода - автомата при ЕГЛСО. На Фіг.З та Фіг.4 піричними формулами. зображені кінцеві стадії динаміки формоутворення корпуса малотоннажного судна на режимах штамДаний спосіб конструктивно практично не допування і калібрування (Фіг.З - режим зволяє виконати задачу виготовлення виробів штампування, Фіг.4 - режим калібрування). Обладскладної форми, не дозволяє визначати величину нання для ЕГЛСО містить розміщене в робочому раціонального кроку переміщення електроду по басейні 1 з середовищем, яке передає імпульси концентричним колам в процесі обробки заготовки високого тиску 2, матрицю-підложку 3 з притискуі враховувати пружне розвантаження матриці при вачем 4 для кріплення заготовки 5, а також встаїї навантаженні, яке призводить до зниження якосновлений над заготовкою електрод-автомат 6 піті виготовлюваних виробів. дімкнений до електричної мережі, яка складається Окрім вказаних, істотним недоліком аналогу і прототипу є необхідність використання матриць, 3 силового трансформатора 7, діода 8, конденсаякі мають високу вартість і які для кожного нового тора 9 і розрядника 10. Позицією 11 позначена виду виробів виготовляються індивідуально, що, початкова точка обходу електродом контуру загопри виготовлені виробів складної форми, призвотовки при ЕГЛСО, А - відстань від краю притискудить до зниження економічного ефекту. вача до проекції на заготовку траєкторії руху електроду. Позиціями 12, 13, 14 позначені ділянки Запропоноване технічне вирішення - електротраєкторії обходу заготовки при ЕГЛСО. На Фіг.З і гідроімпульсний локальний спосіб обробки (ЕГЛФіг.4 показана динаміка деформування заготовки СО) для формоутворення усуває перераховані на вказаних ділянках траєкторії - для ділянок 12 і недоліки аналога і прототипу. 14 пунктиром, а для ділянки 13 - як положення Задача запропонованої корисної моделі - роззаготовки після режиму штампування. Величини, ширення технологічних можливостей процесів позначені на рисунку, відповідно: виготовлення з листових заготовок виробів (конструкцій) з одночасним підвищенням їх якості та • і , 02 - кінцеві зазори між поверхнею матрицінадійності і виконання процесу відновлення знопідложки і заготовкою; шених деталей до попередніх розмірів із заданою U і Ь - відстань від наконечника електрода до точністю. Для виконання даної задачі винахід місповерхні заготовки в довільній точці ЕГ навантатить відмінні від прототипу істотні ознаки, які поляження; гають у тому, до деформування заготовки в матХі, Х2, - крок між точками навантаження і лініярицю-підложку проводиться на оптимальних ми траєкторії обходу. параметрах ЕГЛСО в два етапи, здійснюючи споЕГЛСО, який описується в даному випадку вичатку режим загального штампування виробу, а конують наступним чином. Матрицю-підложку 3 з потім режим його калібрування. встановленою на ній заготовкою 5 і притискувачем При цьому ЕГ локальні навантаження викону4 розміщують в робочий басейн 1, який заповнюють з перекриттям величин локальних ділянок ють водою 2. обробки від 25% до 60% по траєкторії переміщенЕлектрод-автомат 6 встановлюють над загоня джерела навантаження (електрода), відповідної товкою 5 на заданій відстані І від її поверхні. З виконфігурації' виготовпюваного виробу, а при перехідної точки 11 поверхні заготовки починають пеході від режиму штампування до режиму калібруреміщувати електрод по спіральній траєкторії' із вання зменшують потужність імпульсу розряду в заданим кроком х, здійснюючи спочатку деформу1,1-1,7 рази, відстань між наконечником електроду вання заготовки на оптимальних параметрах ЕГЛі поверхнею заготовки в 1,2-1,6 рази і крок позиціСО в матрицю-підложку в режимі штампування онування в 1,5-3,5 рази. Сукупність приведених послідовними локальними ЕҐ навантаженнями. істотних ознак винаходу дає можливість отримати Після обробки заготовки в режимі штампування, технічний результат, який дозволяє виготовляти аналогічним чином проводять калібрування вировеликогабаритні вироби (конструкції) високої точбу, змінюючи крок позиціонування електроду, його ності як Із листових заготовок так і зі зношених розміщення ВІДНОСНО притискувача і відстань від порожнистих виробів будь-яких габаритів, які занаконечника електроду до поверхні заготовки. стосовують в корпусобудуванні і машиноПрийняте нами в якості прикладу реалізації будуванні. ЕГЛСО виготовлення корпуса малотоннажного судна потребує ЕГ установку з енергією в імпульсі
ДивитисяДодаткова інформація
Назва патенту англійськоюElectro-hydro-pulse local method of working
Автори англійськоюPastushenko Serhii Ivanovych, Shkatov Oleksandr Semenovych, Horbenko Olena Andriivna
Назва патенту російськоюЭлектрогидроимпульсный локальный способ обработки
Автори російськоюПастушенко Сергей Иванович, Шкатов Александр Семенович, Горбенко Елена Андреевна
МПК / Мітки
МПК: B21D 26/12
Мітки: обробки, електрогідроімпульсний, спосіб, локальній
Код посилання
<a href="https://ua.patents.su/2-6281-elektrogidroimpulsnijj-lokalnijj-sposib-obrobki.html" target="_blank" rel="follow" title="База патентів України">Електрогідроімпульсний локальний спосіб обробки</a>
Електрогідроімпульсний пристрій для обробки свердловини

Номер патенту: 6531
Опубліковано: 29.12.1994
Автори: Саєнко Віктор Андрійович, Швець Іван Сафронович
МПК: E21B 43/25
Мітки: обробки, пристрій, свердловини, електрогідроімпульсний
Формула / Реферат:
1. Электрогидроимпульсное устройство для обработки скважины, включающее наземный источник питания с грузонесущим кабелем, связанный с грузонесущим кабелем цилиндрический кожух, размещенные в кожухе последовательно по высоте и связанные с источником питания и между собой электрическими узлами соединения зарядный блок, блок накопителя, блок разрядника и электродный блок, размещенный в корпусе, соединенном с нижним торцом кожуха, отличающееся...
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Великий Петро Миколайович, Чумаченко Ольга Сергіївна, Шмельов Віталій Миколайович, Носуленко Віктор Іванович
Мітки: ступінчастих, обробки, стержнів, дугою, розмірної, електричною, спосіб
Формула / Реферат:
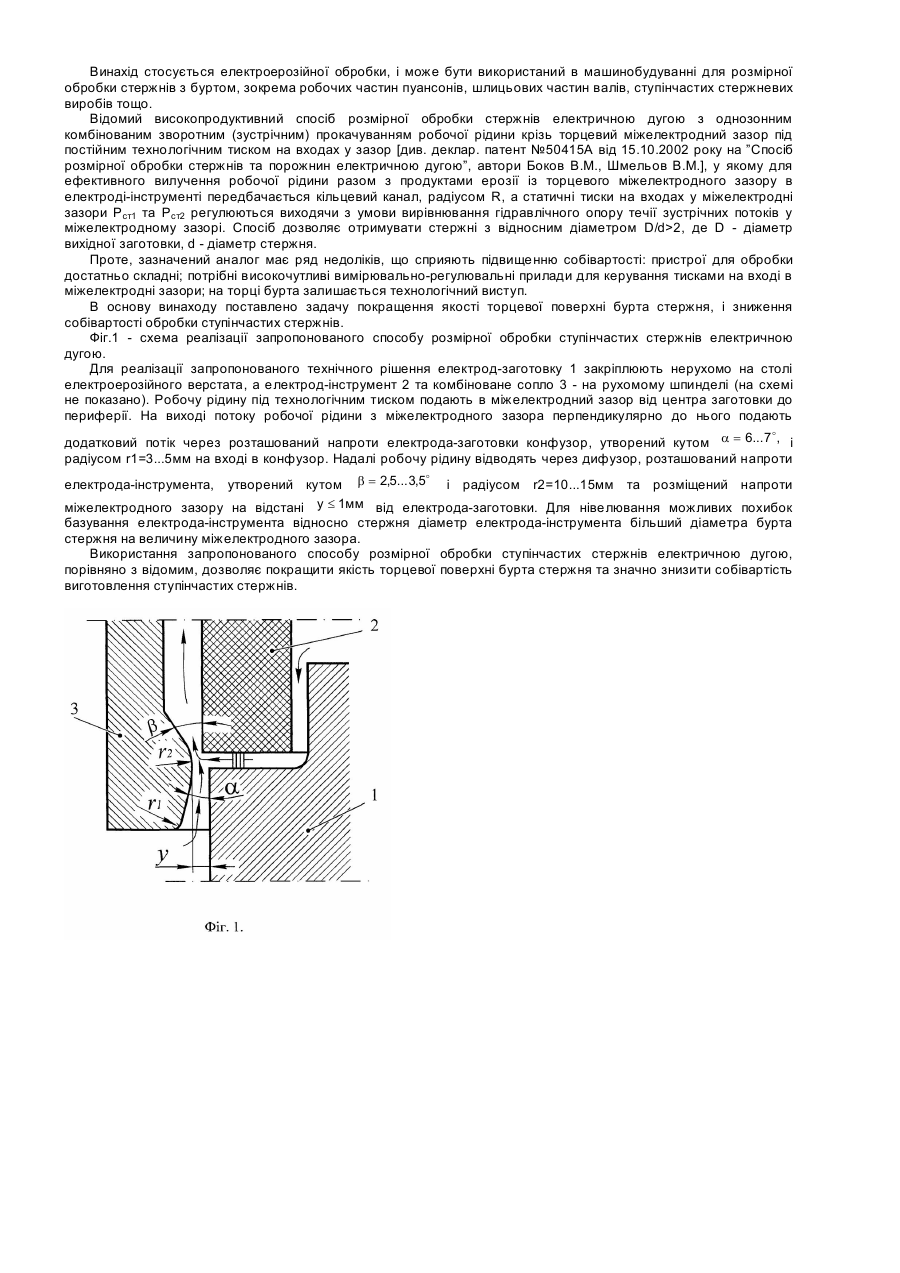
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Боков Віктор Михайлович, Мельник Тетяна Олександрівна, Гросул Ігор Анатолійович, Шмельов Віталій Миколайович
МПК: B23P 17/00
Мітки: обертання, тіл, електричною, дугою, обробки, спосіб
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що осьову подачу...
Локальний відсмоктувач
Номер патенту: 3068
Опубліковано: 15.10.2004
Автори: Жуковський Стефан Семенович, Черноус Олександр Вікторович, Люльчак Зореслава Стефанівна
МПК: F24F 7/00
Мітки: відсмоктувач, локальній
Формула / Реферат:
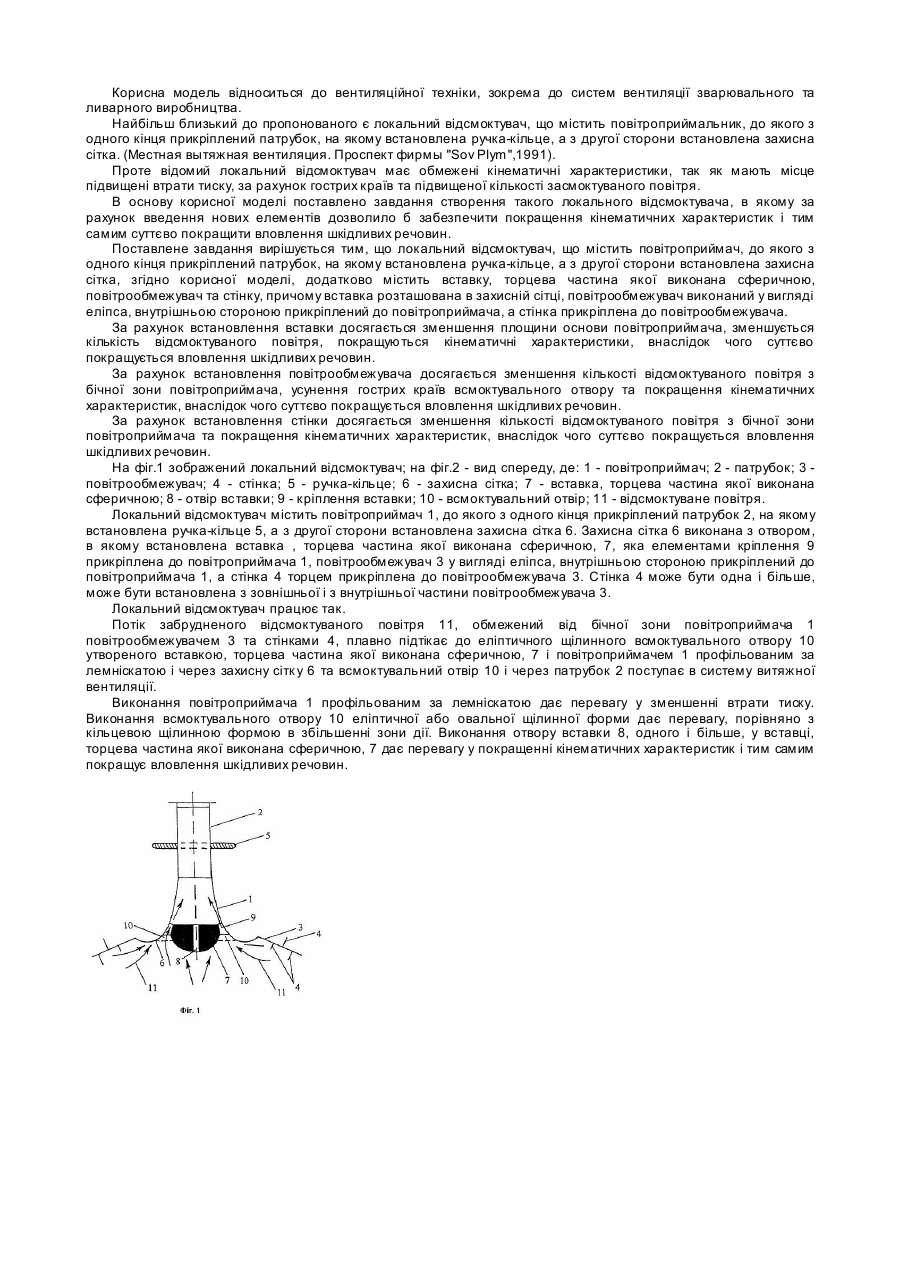
Локальний відсмоктувач, що містить повітроприймач, до якого з одного кінця прикріплений патрубок, на якому встановлена ручка-кільце, а з другого кінця встановлена захисна сітка, який відрізняється тим, що додатково містить вставку, торцева частина якої виконана сферичною, повітрообмежувач та стінку, причому вставка розташована в захисній сітці, повітрообмежувач виконаний у вигляді еліпса, внутрішньою стороною прикріплений до повітроприймача,...
Електрогідроімпульсний свердловинний пристрій

Номер патенту: 27436
Опубліковано: 15.09.2000
Автори: Поклонов Сергій Георгійович, Саєнко Віктор Андрійович
МПК: E21B 43/112
Мітки: електрогідроімпульсний, свердловинний, пристрій
Текст:
...обратным клапаном и дросселем, а в корпусе над полостью, заполненной диэлектрической жидкостью, выполнена дополнительная полость, в которой помещен обратный клапан, при этом верхняя часть дополнительной полости над обратным клапаном сообщена с полостью, заполненной диэлектрической жидкостью, через дроссель, а нижняя ее часть под обратным клапаном - с выходным каналом корпуса Обратный клапан выполнен в виде стакана с радиальным...
Попередній патент: Пристрій для визначення рівномірності розподілу насіння
Наступний патент: Маслоутворювач-вотатор
Випадковий патент: Пристрій для перевірки стерилізаторів