Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Боков Віктор Михайлович, Мельник Тетяна Олександрівна, Шмельов Віталій Миколайович, Гросул Ігор Анатолійович
Формула / Реферат
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.
2. Спосіб за п. 1, який відрізняється тим, що осьову подачу електрода-інструмента здійснюють з ексцентриситетом e, який змінюється в межах 0<e![]() 0,5 (DЕЗ – DЕІ), де DЕЗ - зовнішній діаметр оброблюваної поверхні, DЕІ - зовнішній діаметр електрода-інструмента.
0,5 (DЕЗ – DЕІ), де DЕЗ - зовнішній діаметр оброблюваної поверхні, DЕІ - зовнішній діаметр електрода-інструмента.
3. Спосіб за п. 1, який відрізняється тим, що осьову подачу електрода-інструмента здійснюють під кутом ![]() до осі обертання електрода-заготовки, який змінюється в межах 0°<
до осі обертання електрода-заготовки, який змінюється в межах 0°<![]() 90°.
90°.
4. Спосіб за п. 1, який відрізняється тим, що обробку здійснюють з радіальною подачею Sp електрода-інструмента, яка змінюється в межах 0<Sp![]() 200 мм на оберт електрода-заготовки.
200 мм на оберт електрода-заготовки.
5. Спосіб за п. 1, який відрізняється тим, що обробку здійснюють при обертанні електрода-інструментаз кутовою швидкістю, яка змінюється в межах від 50 до 600 обертів на хвилину.
Текст
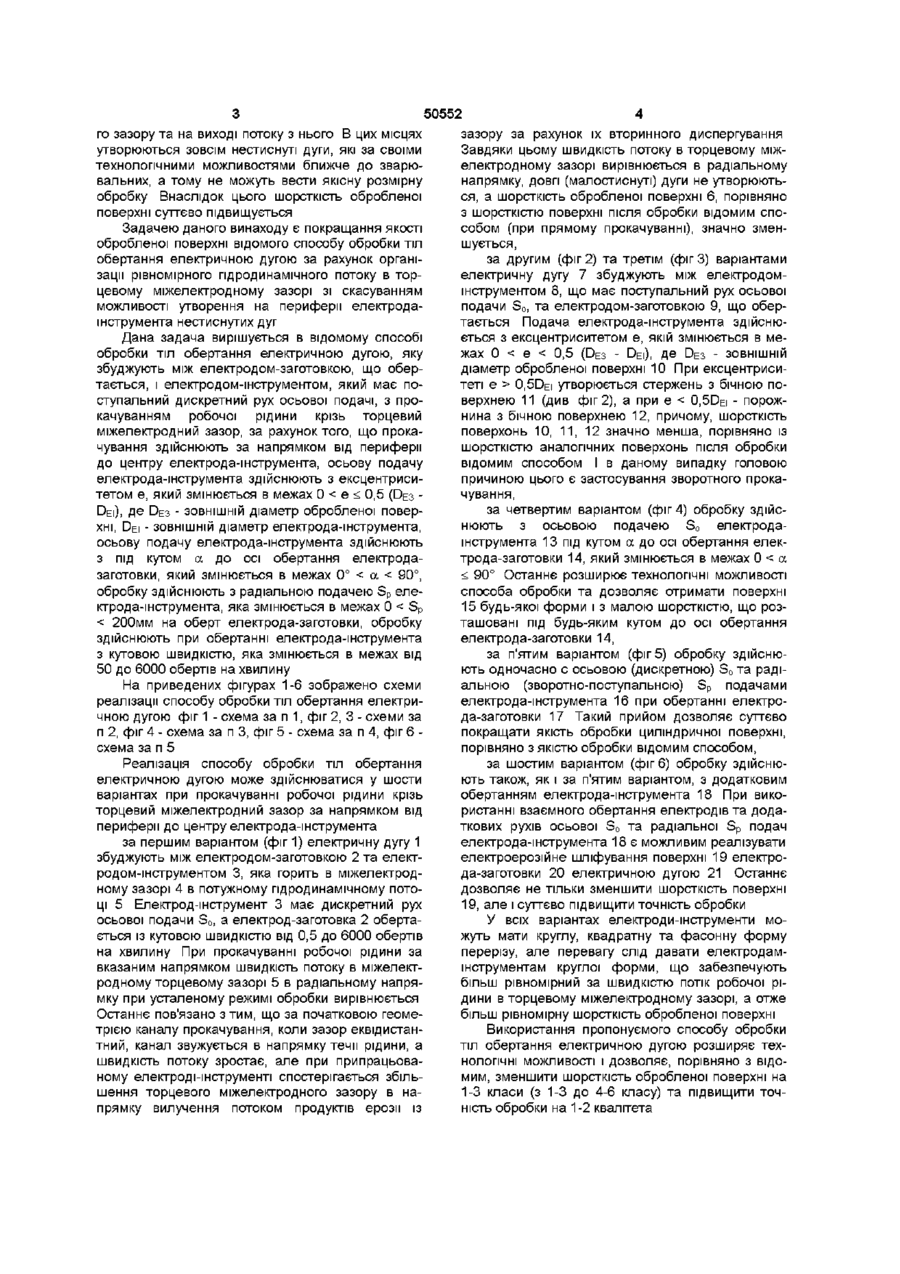
1 Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродомінструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електродаінструмента 2 Спосіб за п 1, який відрізняється тим, що осьо ву подачу електрода-інструмента здійснюють з ексцентриситетом є, який змінюється в межах 0 < еСС0,5 (DE3 - DEI), де DE3 - ЗОВНІШНІЙ діаметр оброблюваної поверхні, DEI - ЗОВНІШНІЙ діаметр електрода-інструмента 3 Спосіб за п 1, який відрізняється тим, що осьову подачу електрода-інструмента здійснюють під кутом а до осі обертання електрода-заготовки, який змінюється в межах 0° < а < 90° 4 Спосіб за п 1, який відрізняється тим, що обробку здійснюють з радіальною подачею S p електрода-інструмента, яка змінюється в межах 0,5DEI утворюється стержень з бічною поверхнею 11 (див фіг 2), а при є < 0,5DEI - порожнина з бічною поверхнею 12, причому, шорсткість поверхонь 10, 11, 12 значно менша, порівняно із шорсткістю аналогічних поверхонь після обробки відомим способом І в даному випадку головою причиною цього є застосування зворотного прокачування, за четвертим варіантом (фіг 4) обробку здійснюють з осьовою подачею S o електродаінструмента 13 під кутом а до осі обертання електрода-заготовки 14, який змінюється в межах 0 < а < 90° Останнє розширює технологічні можливості способа обробки та дозволяє отримати поверхні 15 будь-якої форми і з малою шорсткістю, що розташовані під будь-яким кутом до осі обертання електрода-заготовки 14, за п'ятим варіантом (фіг 5) обробку здійснюють одночасно с осьовою (дискретною) S o та радіальною (з во ротно-поступальною) S p подачами електрода-інструмента 16 при обертанні електрода-заготовки 17 Такий прийом дозволяє суттєво покращати якість обробки циліндричної поверхні, порівняно з якістю обробки відомим способом, за шостим варіантом (фіг 6) обробку здійснюють також, як і за п'ятим варіантом, з додатковим обертанням електрода-інструмента 18 При використанні взаємного обертання електродів та додаткових рухів осьової S o та радіальної S p подач електрода-інструмента 18 є можливим реалізувати електроерозійне шліфування поверхні 19 електрода-заготовки 20 електричною дугою 21 Останнє дозволяє не тільки зменшити шорсткість поверхні 19, але і суттєво підвищити точність обробки У всіх варіантах електроди-інструменти можуть мати круглу, квадратну та фасонну форму перерізу, але перевагу слід давати електродамінструментам круглої форми, що забезпечують більш рівномірний за швидкістю потік робочої рідини в торцевому міжелектродному зазорі, а отже більш рівномірну шорсткість обробленої поверхні Використання пропонуємого способу обробки тіл обертання електричною дугою розширяє технологічні можливості і дозволяє, порівняно з відомим, зменшити шорсткість обробленої поверхні на 1-3 класи (з 1-3 до 4-6 класу) та підвищити точність обробки на 1-2 квалітета 50552 14 Фіг. 4 11 10 ш Фіг. 5 Фіг. 2 є < 0,5 DE1 19 Фіг. З Фіг. 6 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining of rotating bodies by electric arc
Автори англійськоюBokov Viktor Myhailovych, Melnyk Tetiana Oleksandrivna, Hrosul Ihor Anatoliiovych, Shmeliov Vitalii Mykolaiovych
Назва патенту російськоюСпособ обработки вращающихся тел электрической дугой
Автори російськоюБоков Виктор Михайлович, Мельник Татьяна Александровна, Гросул Игорь Анатольевич, Шмелев Виталий Николаевич
МПК / Мітки
МПК: B23P 17/00
Мітки: тіл, обертання, обробки, спосіб, електричною, дугою
Код посилання
<a href="https://ua.patents.su/3-50552-sposib-obrobki-til-obertannya-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки тіл обертання електричною дугою</a>
Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації
Номер патенту: 24439
Опубліковано: 17.07.1998
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: електрод-інструмент, реалізації, дугою, електричною, тіл, обробки, спосіб, обертання
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, який відрізняється тим, що електричну дугу збуджують у міжелектродному зазорі між електродом-заготовкою, яка обертається, і електродом-інструментом, який має поступальні чи дискретні технологічні рухи осьової та радіальної подачі, під технологічним тиском робочої рідини, що подається у міжелектродний зазор крізь канал у електроді-інструменті.2. Спосіб за п.1, який відрізняється тим, що...
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: розмірної, електричною, стрижнів, спосіб, дугою, обробки
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: обробки, розмірної, поверхневої, спосіб, електричною, дугою
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: спосіб, поверхонь, розмірної, обробки, дугою, конічних, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: порожнин, спосіб, дугою, електричною, розмірної, обробки, отворів
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Попередній патент: Гепатозахисний засіб
Наступний патент: Пристрій для електроіскрової обробки
Випадковий патент: Анод для електролізу розбавлених хлоридних розчинів