Спосіб електроконтактного наплавлення
Номер патенту: 63393
Опубліковано: 15.01.2004
Автори: Гулаков Сергій Володимирович, Матвієнко Владислав Володимирович, Лаврентік Ольга Олександрівна
Формула / Реферат
Спосіб електроконтактного наплавлення, який включає розміщення між основою й зміцнюючим покриттям електроізоляційної прокладки, що руйнується в процесі нагрівання контактної зони, який відрізняється тим, що при приварці зміцнюючого покриття у крайки основи, прокладку зміщують у бік цієї крайки.
Текст
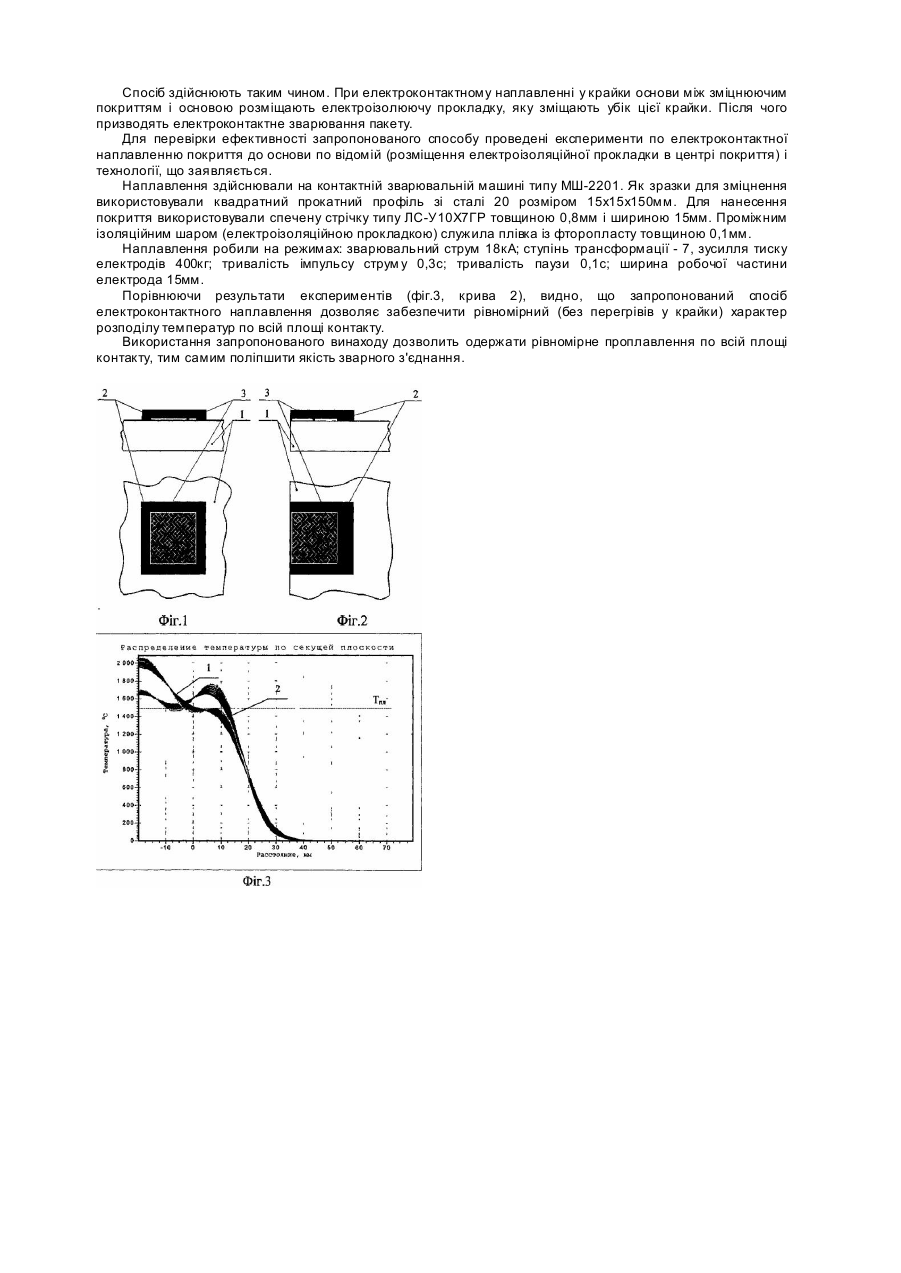
Винахід відноситься до галузі машинобудування, а саме - до засобів нанесення покрить шляхом електроконтактного наплавлення їх до основи деталей машин та інструмента. Електроконтактне наплавлення на інструмент робочих елементів з розвиненою поверхнею характеризується проявою крайових ефектів, які знижують якість зварного з'єднання, обмежують розміри елементів, що приварюються. Зменшити негативний вплив крайових ефектів можливо, якщо зробити перерозподіл зварювального струму по контактній площі, регламентував тим самим потрібний закон виділення тепла в зоні зварювання. Відомий спосіб електроконтактного наплавлення, при якому для управління характером виділення тепла за рахунок розподілу струму зварювання на контактній стороні покриття (накладки), що приварюється, виконують рельєф регламентованої форми і розмірів (Ю.В.Клименко, В.Н.Баранников «Рельєфная контактная сварка быстрорежущи х сталей с конструкционными», журнал «Сварочное производство», 1985, №7, с. 14-15). Відомий спосіб електроконтактного наплавлення, при якому регулювання характеру виділення тепла в зоні, що зварюється, здійснюють за рахунок нанесення проміжного шару з матеріалу із високим питомим електричним опором (А.С. 1519859, СССР, В23К11/06, Б.и. 1989, №41). Найбільш близьким по суті й ефекту, що досягається, є спосіб електроконтактного наплавлення, при якому для оптимального розподілу зварювального струму по площі контакту між покриттям, що приварюється, і основою, що зміцнюється, встановлюють ізоляційну прокладку, яка закриває 20...90% центральної частини площі контакту. При цьому матеріал прокладки обраний таким чином, що в процесі нагрівання зони контакту відбувається його деструкція (С.В. Гулаков, О.А. Лаврентик, В.В. Ма твиенко «Повышение качества электроконтактной наплавки», журнал «Вісник Приазовського державного технічного університету», 2002, №12, с. 134-139). Причиною, яка не дозволяє одержати якісне зварне з'єднання, є перегрів металу біля крайки інструмента при зміцненні його периферійних областей. Це приводить до дефектів звареного з'єднання виплескам рідкого металу, несплавленням окремих ділянок. В основу винаходу поставлена задача - удосконалити спосіб електроконтактного наплавлення шляхом наявності нової дії над об'єктом і одержати рівномірне проплавлення по всій площі контакту, що поліпшить якість зварного з'єднання. Поставлена задача вирішується тим, що в способі електроконтактного наплавлення, що включає розміщення між основою й зміцнюючим покриттям електроізоляційної прокладки, яка руйнується в процесі нагрівання контактної зони, відповідно до винаходу, у випадку приварки зміцнюючого покриття у крайки основи, прокладку зміщають убік цієї крайки. На фіг.1 представлена схема електроконтактного наплавлення зміцнюючого покриття у центрі виробу, де 1 - основа, 2 - зміцнююче покриття, 3 - електроізоляційна прокладка. На фіг.2 представлена схема електроконтактної наплавлення зміцнюючого покриття у крайки виробу, де 1 - основа, 2 - зміцнююче покриття, 3 - електроізоляційна прокладка. На фіг.3 зображені графіки розподілу температур у зоні сплавлення при електроконтактному наплавленні у крайки виробу, де крива 1 - розподіл температур при наплавленні у крайки при розміщенні електроізолюючої прокладки у центрі покриття, крива 2 - розподіл температур при наплавленні у крайки і зсуві електроізолюючої прокладки убік цієї крайки. Електроконтактне наплавлення матеріалів з розвитою поверхнею (різальний та штампувальний інструмент, робочі органи машин для обробки ґрунту та ін.) у відповідності із прототипом характеризується нерівномірним розподілом струму по основі, а також різними умовами відводу від неї тепла і низкою інших факторів, що знижують якість наплавлення. Для того, щоб одержати перемінний, наперед заданий розподіл тепла по площі контакту й оптимальну зміну характеру цього розподілу по мірі розігріву поверхонь, що з'єднуються, необхідно між основою 1 (фіг.1) і зміцнюючим покриттям 2 розмістити електроізоляційну прокладку 3 з матеріалу, здатного в процесі наплавлення руйнуватися в діапазоні температур, що складають не менш 12% температури плавлення матеріалів основи і покриття. Прокладка розміщується в центральній частині зміцнюючого покриття, і її площа повинна складати 20...90% від площі покриття. Якщо через отриману конструкцію розмістити між електродами контактної машини і пропустити зварювальний струм через неї, то в первісний момент часу він потече через периферійні (неізольовані) зони контактних поверхонь, розігріваючи їх. В міру подальшого розігріву починається руйнування прокладки, і в електричний контакт входять нові ділянки контактуючи х поверхонь, зварювальний струм розподіляється по усе більшій площі. Відбувається рівномірне проплавлення по всій площі контакту, забезпечуючи надійне сплавлення покриття з основою. Рівномірний розігрів по всій лінії сплавлення пояснюється підвищеним виділенням тепла в початковий момент наплавлення по периферії зміцнюючого покриття. Оскільки, відвід тепла в основу 1 (фіг.2) по площі контакту нерівномірний, то при наплавленні зміцнюючого покриття у крайки основи в цій зоні виникає перегрів за рахунок відбитого від крайки потоку тепла, що веде до одержання неякісних з'єднань. Для оптимізації характеру розподілу тепла у крайки основи необхідно оптимізувати величину зварювального струму, що протікає через цю зону. У даному випадку зменшити струм в області крайки можна шляхом зсуву електроізоляційної прокладки убік цієї крайки. При цьому в первісний момент часу кількість тепла, виділена у крайки, буде малою. Подальший розігрів області контакту приведе до рівномірного розподілу струму по площі контакту. Крива 1 (фіг.3) показує розподіл температур по перетину площини контакту при наплавленні зміцнюючого покриття на основу у її крайки при розміщенні електроізоляційної прокладки в центрі зміцнюючого покриття. Крива 2 (фіг.3) показує розподіл температур по перетину площини контакту при наплавленні зміцнюючого покриття у крайки основи при зсуві електроізоляційної прокладки в бік крайки. Як видно з графіків, більш рівномірне проплавлення по площі контакту має місто у випадку зсуву електроізоляційної прокладки убік крайки основи. Спосіб здійснюють таким чином. При електроконтактному наплавленні у крайки основи між зміцнюючим покриттям і основою розміщають електроізолюючу прокладку, яку зміщають убік цієї крайки. Після чого призводять електроконтактне зварювання пакету. Для перевірки ефективності запропонованого способу проведені експерименти по електроконтактної наплавленню покриття до основи по відомій (розміщення електроізоляційної прокладки в центрі покриття) і технології, що заявляється. Наплавлення здійснювали на контактній зварювальній машині типу МШ-2201. Як зразки для зміцнення використовували квадратний прокатний профіль зі сталі 20 розміром 15x15x150мм. Для нанесення покриття використовували спечену стрічку типу ЛС-У10Х7ГР товщиною 0,8мм і шириною 15мм. Проміжним ізоляційним шаром (електроізоляційною прокладкою) служила плівка із фторопласту товщиною 0,1мм. Наплавлення робили на режимах: зварювальний струм 18кА; ступінь трансформації - 7, зусилля тиску електродів 400кг; тривалість імпульсу струм у 0,3с; тривалість паузи 0,1с; ширина робочої частини електрода 15мм. Порівнюючи результати експериментів (фіг.3, крива 2), видно, що запропонований спосіб електроконтактного наплавлення дозволяє забезпечити рівномірний (без перегрівів у крайки) характер розподілу температур по всій площі контакту. Використання запропонованого винаходу дозволить одержати рівномірне проплавлення по всій площі контакту, тим самим поліпшити якість зварного з'єднання.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electric contact surfacing
Автори англійськоюBurlaka Serhii Volodymyrovych, Hulakov Serhii Volodymyrovych, Lavrentik Olha Oleksandrivna, Matviienko Vladyslav Volodymyrovych
Назва патенту російськоюСпособ электроконтактной наплавки
Автори російськоюБурлака Сергей Владимирович, Гулаков Сергей Владимирович, Лаврентик Ольга Александровна, Матвиенко Владислав Владимирович
МПК / Мітки
МПК: B23K 11/06
Мітки: електроконтактного, спосіб, наплавлення
Код посилання
<a href="https://ua.patents.su/2-63393-sposib-elektrokontaktnogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроконтактного наплавлення</a>
Спосіб електроконтактного наплавлення
Номер патенту: 44525
Опубліковано: 15.02.2002
Автори: Гулаков Сергій Володимирович, Лаврентік Олександр Ілліч, Лаврентік Ольга Олександрівна
МПК: B23K 11/06
Мітки: електроконтактного, спосіб, наплавлення
Формула / Реферат:
1. Спосіб електроконтактного наплавлення, що вміщує розміщення виробу й зміцнюючого елемента між електродами машини контактного зварювання і пропускання через контактну область електричного струму, який відрізняється тим, що цикл наплавлення починають подачею електричного струму від джерела з крутопадаючими вольт-амперними характеристиками (ВАХ) із наступною зміною цієї характеристики на жорстку або пологопадючу.2. Спосіб по п. 1. який...
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення
Номер патенту: 62301
Опубліковано: 15.12.2003
Автори: Волков Дмитро Анатолійович, Пресняков Віктор Анатолійович, Катренко Віталій Трохимович
МПК: B22F 3/00
Мітки: двосегментного, виготовлення, наплавлення, спосіб, дроту, порошкового, електроконтактного
Формула / Реферат:
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення, що полягає в готуванні шихти порошкових компонентів, профілюванні холоднокатаної стрічки в заготовку заданої конструкції поперечного перерізу оболонки, одночасному заповненні порожнини оболонки порошкоподібним сердечником і наступним волочінням заготовки до розміру готового дроту, який відрізняється тим, що перед профілюванням на стрічці відгинаються...
Спосіб електроконтактного наварювання

Номер патенту: 35882
Опубліковано: 16.04.2001
Автори: Михед Анатолій Михайлович, Корнійко Віктор Олексійович, Черниш Валерій Павлович
МПК: B23K 11/06
Мітки: наварювання, спосіб, електроконтактного
Формула / Реферат:
Спосіб електроконтактного наварювання дроту на поверхню циліндричної деталі по гвинтовій лінії двома роликовими електродами шляхом пропускання імпульсу зварювального струму від першого електрода через дріт та деталь до другого електродиа з одночасним сумісним деформуванням дроту та деталі від зусилля стиснення електродів, який відрізняється тим, що наварювання проводять з одночасною подачею під кожен з електродів окремої дротини і...
Спосіб електроконтактного наварювання
Номер патенту: 34542
Опубліковано: 15.03.2001
Автори: Михед Анатолій Михайлович, Черниш Валерій Павлович, Кочубей Володимир Віталійович
МПК: B23K 11/06
Мітки: електроконтактного, наварювання, спосіб
Формула / Реферат:
Спосіб електроконтактного наварювання дроту на поверхню деталі, що повертають, шляхом пропускання зварювального струму від роликового електрода через деталь та дріт з одночасним їх сумісним деформуванням, який відрізняється тим, що роликовий електрод беруть з заокругленою робочою поверхнею, а під час процесу наварювання проводять його кружні коливання відносно центру заокруглення в площині, в якій лежить вісь деталі та роликового...
Спосіб електроконтактного наварювання дроту на поверхню деталі
Номер патенту: 33316
Опубліковано: 15.02.2001
Автори: Михед Анатолій Михайлович, Сироватка Василь Васильович, Черниш Валерій Павлович
МПК: B23K 11/06
Мітки: поверхню, електроконтактного, наварювання, дроту, спосіб, деталі
Текст:
...що збільшує енерговнесення в деталь та знижує продуктивність процесу. Технічним завданням винаходу є стабілізація міцності зчеплення дроту з деталлю та підвищення міцності зчеплення бокових поверхонь дротин між собою при мінімальному енерговнесенні в деталь, що в свою чергу підвищує якість утвореного зварного з'єднання. Згідно з винаходом, технічне завдання вирішується тим, що між електродом та деталлю подають декілька дротин, які розташовують...
Попередній патент: Спосіб отримання покриття капілярно-пористої структури
Наступний патент: Анізотропний термоелектричний приймач випромінювання
Випадковий патент: Спосіб одержання таблетованого вуглецевого ентеросорбенту