Спосіб електроконтактного наварювання
Номер патенту: 34542
Опубліковано: 15.03.2001
Автори: Кочубей Володимир Віталійович, Черниш Валерій Павлович, Михед Анатолій Михайлович
Формула / Реферат
Спосіб електроконтактного наварювання дроту на поверхню деталі, що повертають, шляхом пропускання зварювального струму від роликового електрода через деталь та дріт з одночасним їх сумісним деформуванням, який відрізняється тим, що роликовий електрод беруть з заокругленою робочою поверхнею, а під час процесу наварювання проводять його кружні коливання відносно центру заокруглення в площині, в якій лежить вісь деталі та роликового електрода.
Текст
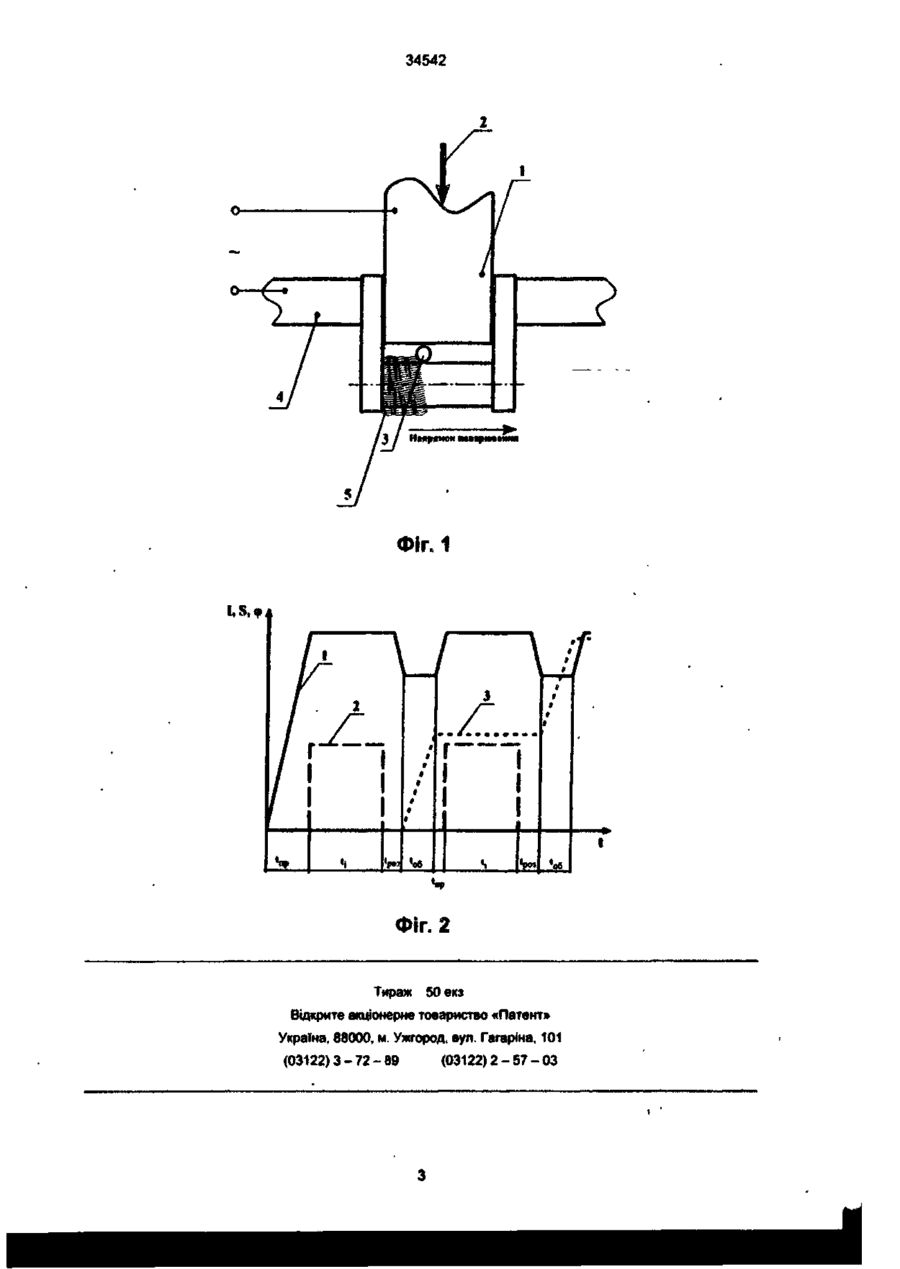
Спосіб електроконтактного наварювання дро ту на поверхню деталі, що повертають, шляхом пропускання зварювального струму від роликового електрода через деталь та дріт з одночасним їх сумісним деформуванням, який відрізняється тим. що роликовий електрод беруть з заокругленою робочою поверхнею, а під час процесу наварювання проводять його кружні коливання відносно центру заокруглення в площині, в якій лежить вісь деталі та роликового електрода. Винахід відноситься до машинобудування та ремонтного виробництва, зокрема до зварювального виробництва - для електроконтактного наварювання твердого присаджувального матеріалу, наприклад дроту, при виготовленні та відновленні поверхонь деталей типу тіл обертання з заданими хімічним складом та механічними показниками, в тому числі деталей складної форми з обмеженим доступом до поверхні, що підлягає обробці, наприклад, шийки колінчастих валів, внутрішні поверхні головок циліндрів, тощо. Відомо спосіб електроконтактного наварювання, при якому присаджувальний дріт в процесі наварювання переміщують уподовж утворюючої лінії роликового електрода (Авторське свідоцтво СРСР N«394179, кл. В 23 К 11/06, 14.04", 2, Авторське свідоцтво СРСР N«625868, кл. В 23 К 11Ю6, 30.09.78). Однак відомий спосіб, не забезпечує стабільності параметрів режиму електроконтактного наварювання в силу наявності перехідного ковзкого контакту у вторинному контурі машини, який утворюється для передачі струму від нерухомих елементів струмопідводу до роликового електроду, що обертається. Відомо спосіб електроконтактного наварювання, при якому присаджувальний дріт в процесі наварювання подають під-роликовий електрод і переміщують його разом з роликом,уподовж осі деталі, а струмопідвід до роликового електроду, для виключення перехідного ковзкого контакту, забезпечується гнучкою шиною форми спіралі Архімеда (Авторське свідоцтво СРСР №677848, кл. В 23 К 11/06, 16.09.77). Однак у відомому способі робоча поверхня ролика спрацьовується нерівномірно, що призво дить до утворення на його поверхні канавки, що, в свою чергу, знижує якість навареного шару металу, а обмеженість кількості витків спіралі Архімеда не дозволяє наварювати поверхні великої площі. Технічним завданням винаходу є стабілізація параметрів режиму електроконтактного наварювання шарів металу з заданим хімічним складом та механічними показниками на поверхні циліндричних деталей складної форми, як-то: шийки колінчатих валів, внутрішні поверхні головок циліндрів та інші деталі з обмеженим доступом до поверхні, що підлягає обробці. При цьому досягається виключення зі'вторинного контуру машини перехідного ковзкого контакту між нерухомими елементами струмопідводу та роликовим електродом, що обертається, та стабілізація контактного опору епектрод-присадка завдяки забезпечення рівномірності спрацювання робочої поверхні електроду Згідно з винаходом, технічне завдання вирішується тим, що електрод беруть у вигляді пластини шириною, яка дорівнює довжині ділянки деталі, що підлягає наварюванню, а деформування присадки 3 деталлю та пропускання струму наварювання між ними проводять після повної зупинки обертання деталі. На фіг. 1 приведена схема здійснення способу, на фіг. 2 - часова діаграма процесу. Пластинчатий електрод 1 фіг. 1 шириною, рівній довжині ділянки деталі, що підлягає наварюванню, навантажують механізмом 2 і фіксують ним присадку 3. притискаючи її до деталі 4 (час Ц> на діаграмі фіг.2, лінія 1). Між електродом 1 і деталлю 4 пропускають імпульс струму наварки (час t, лінія 2) і приварюють присадку 3 до деталі 4 в одній точці за будь-яким циклом контактного точкового s CM со < 34542 зварювання. Після цього електрод розвантажують (час tpoa) і відводять від деталі. Для наварювання наступної точки присадку переміщують в напрямку наварювання на величину, відповідну до кроку наварювання і, разом з цим, повертають деталь на кут ф (лінія 3 на діафамі), що забезпечує приварку наступної точки з перекриттям попередньої (час toe) • Електрод знову навантажують (tnp) і проводять приварку наступної точки При цьому електрод не переміщують уподовж деталі. В результаті послідовних електромеханічних імпульсів на поверхні деталі наварюється спіралевидний шар присаджувального матеріалу 5 з пере* криттям раніше навареного шару (фіг 1), а робоча поверхня електрода, в силу поступового переміщення по ній присаджувального матеріалу, спрацьовується рівномірно і під кінець процесу наварювання не потребує суттєвої правки чи зачистки 34542 ФІГ. 1 Фіг. 2 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric-contact welding
Автори англійськоюChernysh Valirii Pavlovych, Kochubei Volodymyr Vitaliiovych, Mikhed Anatolii Mykhailovych
Назва патенту російськоюСпособ электроконтактной наварки
Автори російськоюЧерныш Валерий Павлович, Кочубей Владимир Витальевич, Михед Анатолий Михайлович
МПК / Мітки
МПК: B23K 11/06
Мітки: електроконтактного, спосіб, наварювання
Код посилання
<a href="https://ua.patents.su/4-34542-sposib-elektrokontaktnogo-navaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроконтактного наварювання</a>
Спосіб електроконтактного наварювання дроту на поверхню деталі
Номер патенту: 33316
Опубліковано: 15.02.2001
Автори: Михед Анатолій Михайлович, Сироватка Василь Васильович, Черниш Валерій Павлович
МПК: B23K 11/06
Мітки: дроту, деталі, поверхню, наварювання, електроконтактного, спосіб
Текст:
...що збільшує енерговнесення в деталь та знижує продуктивність процесу. Технічним завданням винаходу є стабілізація міцності зчеплення дроту з деталлю та підвищення міцності зчеплення бокових поверхонь дротин між собою при мінімальному енерговнесенні в деталь, що в свою чергу підвищує якість утвореного зварного з'єднання. Згідно з винаходом, технічне завдання вирішується тим, що між електродом та деталлю подають декілька дротин, які розташовують...
Пристрій для електроконтактного наварювання
Номер патенту: 32379
Опубліковано: 15.12.2000
Автори: Сироватка Василь Васильович, Кучеренко Володимир Олександрович, Гончарук Дмитро Олександрович
МПК: B23K 11/06
Мітки: пристрій, наварювання, електроконтактного
Текст:
...до дроту, що наварюється 7 на деталь 8. Первинна обмотка трансформатора 4 через регулятор струму 2 підключена до мережі живлення. Пристрій, що розглядається, працює наступним чином. Зварювальний струм вторинної обмотки зварювального трансформатора З подається на ролик-електрод 5, а зварювального трансформатора 4 - на дріт, що наварюється 7 і через деталь, що наварюється та ролик-сателіт 6 кола вторинних обмоток трансформаторів 3 та 4...
Склад сплаву для наварювання
Номер патенту: 16243
Опубліковано: 29.08.1997
Автори: Чігарєв Валерій Васильович, Лещинський Леонід Кимович, Домбровський Фелікс Стефанович
МПК: B23K 35/30, C22C 38/50
Мітки: сплаву, склад, наварювання
Формула / Реферат:
1. Состав сплава для наплавки, содержащий углерод, марганец, кремний, хром, молибден,ванадий, титан, ниобий) РЗМ и железо, отличающийся тем, что, с целью повытения долговечности наплавленного металла путем увеличения сопротивления развитию усталостных трещин после высокого отжига, состав содержит компоненты в следующем соотношении, мас.%: Углерод 0,13-0,25 Марганец 0,6-0,8...
Керамічний флюс для наварювання
Номер патенту: 16242
Опубліковано: 29.08.1997
Автори: Крайник Ярослав Іванович, Степнов Ксенофонт Ксенофонтович, Супруненко Володимир Васильович, Хілько Владіслав Ігнатович, Фільчаков Олександр Антонович, Лещинський Леонід Кимович, Бендрик Валерій Григорович
МПК: B23K 35/362
Мітки: керамічний, наварювання, флюс
Формула / Реферат:
Керамический флюс для наплавки, содержащий глиноаєм, феррохром, хром металлический, феррованадий, ферромолибден, фторид кальция, оксиды циркония, компонент, содержащий фториды РЗМ, отличающийся тем, что, с цельюповышения трещиностойкости и качества наплавленногометалла, а также улучшения отделимости шлаковой корки, фторид кальция и оксиды циркония введены в виде шлакакальциево-термического...
Керамічний флюс для наварювання
Номер патенту: 16244
Опубліковано: 29.08.1997
Автори: Міхнєвич Василь Іванович, Степнов Ксенофонт Ксенофонтович, Лещинський Леонід Кимович, Ковальчук Олексій Васильович, Фільчаков Олександр Антонович, Хілько Віталій Ігнатович, Налча Георгій Іванович, Олдаковський Андрій Іванович, Бендрик Валерій Григорович
МПК: B23K 35/362
Мітки: керамічний, флюс, наварювання
Формула / Реферат:
1. Керамический флюс для наплавки, содержащий магнезит, глинозем, феррохром, хром металлический, феррованадий, плавиковый шпат, молибденовый концентрат, отличающийся тем, что, с целью повышения качества и износостойкости наплавленного металла, а также повышения сварочно-технологических свойств, он содержит синтетический калиевый фторцирконатный шлак и фтористый церий при следующем соотношении компонентов флюса, мас.%...
Попередній патент: Самоочисний фільтр
Наступний патент: Електрохімічний датчик
Випадковий патент: Триядерна координаційна сполука міді m3-[n,n'-біс(2-гідроксибензоїл)-глутарилдигідразинато(-6)]тетра(піридин)тримідь(+2)