Спосіб електроконтактного наплавлення
Номер патенту: 44525
Опубліковано: 15.02.2002
Автори: Лаврентік Олександр Ілліч, Лаврентік Ольга Олександрівна, Гулаков Сергій Володимирович
Формула / Реферат
1. Спосіб електроконтактного наплавлення, що вміщує розміщення виробу й зміцнюючого елемента між електродами машини контактного зварювання і пропускання через контактну область електричного струму, який відрізняється тим, що цикл наплавлення починають подачею електричного струму від джерела з крутопадаючими вольт-амперними характеристиками (ВАХ) із наступною зміною цієї характеристики на жорстку або пологопадючу.
2. Спосіб по п. 1. який відрізняється тим. що тривалість живлення зварювальної мережі під час формування зварного з'єднання від джерела з крутопадаючими ВАХ складає 15-70% від повної тривалості циклу наплавлення.
Текст
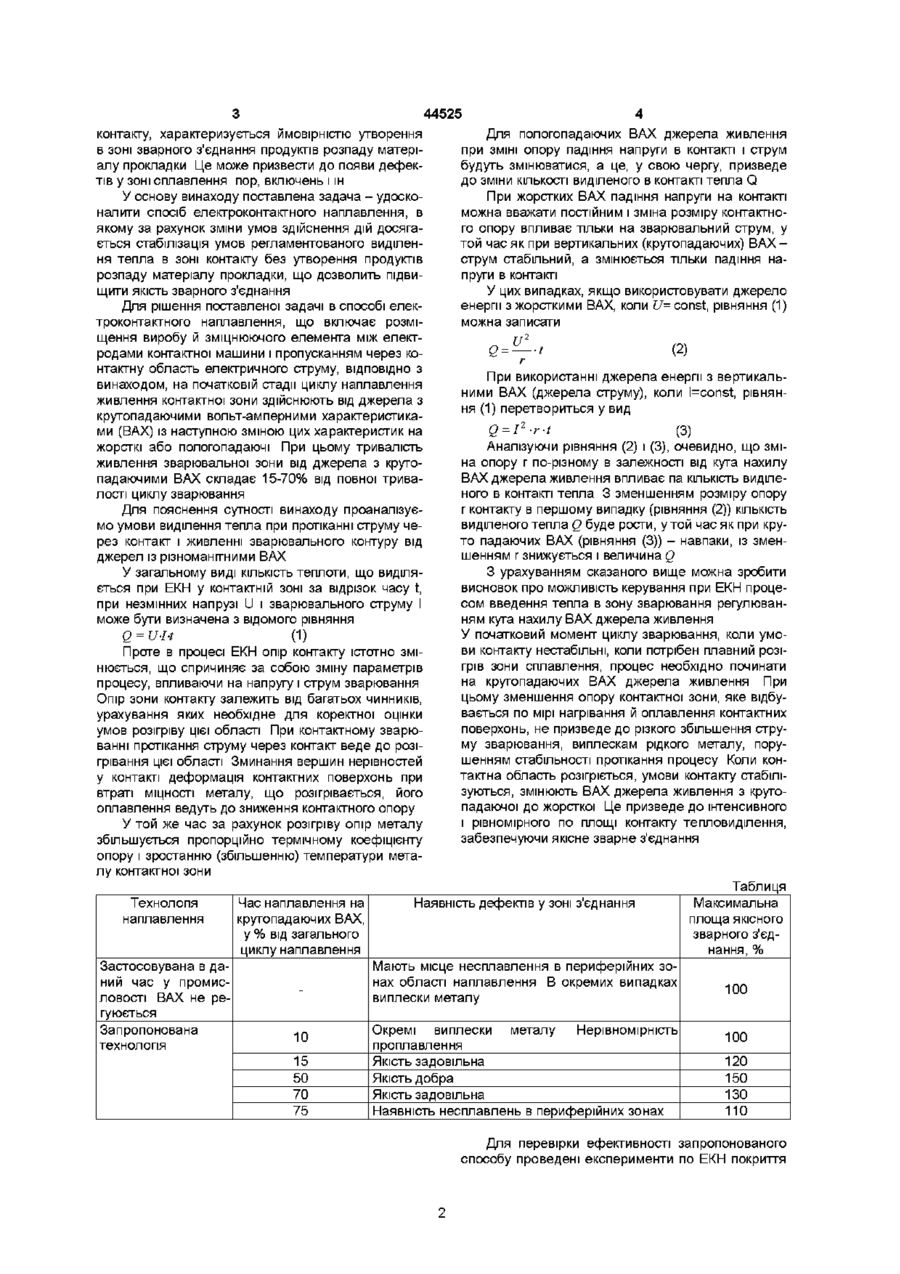
1 Спосіб електроконтактного наплавлення, що вміщує розміщення виробу й зміцнюючого елемента між електродами машини контактного зварюван ня і пропускання через контактну область електричного струму, який відрізняється тим, що цикл наплавлення починають подачею електричного струму від джерела з крутопадаючими вольт-амперними характеристиками (ВАХ) із наступною зміною цієї характеристики на жорстку або пологопадючу 2 Спосіб по п 1 який відрізняється тим що тривалість живлення зварювальної мережі під час формування зварного з'єднання від джерела з крутопадаючими ВАХ складає 15-70% від повної тривалості циклу наплавлення Винахід відноситься до галузі зварювання, а саме - до способів зміцнення робочих поверхонь наплавленням До одного з напрямків технологічних процесів наплавлення відноситься електроконтактне наплавлення (ЕКН) Цей процес характеризується рядом позитивних якостей у порівнянні з дуговими видами зварювання формування з'єднання у твердо-рідкій фазі, практично повна відсутність перемішування металу в рідкому стані, дуже мала тривалість процесу, можливості нанесення шарів дуже малої товщини й ш Проте технологічний процес ЕКН має обмеження, пов'язані з умовами розподілу електричного струму в області контакту поверхонь, що зварюються 3 зростанням площі контакту різко знижуються стабільність властивостей і якість зварного з'єднання, отриманого ЕКН Це зв'язано з нерівномірним і неконтрольованим розподілом зварювального струму в різних областях електричного контакту (через крайові ефекти, дефекти у матеріалах, що зварюються, їхньої неоднорідності, геометрії робочих КІНЦІВ електродів і ш), неоднаковими умовами відведення тепла Зазначені процеси виявляються найбільшою мірою при ЕКН неоднорідних матеріалів, наприклад, спеченых порошкових, композиційних ня суміжних (сусідніх) елементів цього матеріалу до поверхні таким чином, щоб одержати суцільний наплавлений шар або ділянку (Ю В Клименко - Электроконтактная наплавка // М Металургія -1978 розділ 2) Послідовне нанесення покриття знижує продуктивність процесу Має місце також складність послідовного приварення покриття квадратної, круглої і т п форми, з великою площею поверхні Відомий спосіб ЕКН, що характеризується попереднім нанесенням механічним обробленням рельєфу на поверхні елементів, що зварюються Це забезпечує необхідні умови їхнього контакту, і якісне електроконтактне зварювання цих елементів (Ю В Клименко, В Н Баранов - Рельєфная контактная сварка быстрорежущих сталей с конструкционными // Сварочное производство - 1985 - №7 С 14-15) Нанесення рельефу характеризується високою трудомісткістю цієї операції, особливо при його виконанні на поверхні високотвердых матеріалів, які важко обробляються Найбільш близьким по ефекту, що досягається, є спосіб ЕКН, який характеризується розміщенням між елементами, що зварюються, електроізоляційного прошарку, що у процесі нагрівання зони зварювання екструдирує (руйнується) (Авт свід СРСР № 1774571, М Кл В23К 11/06) Тим самим умови формування контакту в циклі зварювання змінюються по оптимальному закону, забезпечуючи стабільні умови ЕКН зносостійкого елемента на поверхню виробу Даний спосіб, володіючи можливістю забезпечення оптимальних умов виділення тепла в області Перерозподіл ЩІЛЬНОСТІ зварювального струму веде до локальних вьшлесків рідкого металу в одних зонах зварного з'єднання і несппавленням - в інших Відомий спосіб ЕКН великих площ з нанесенням покриття, що включає операції послідовного, наприклад, по довжині укладання зміцнюючого матеріалу на поверхню деталі і почергового приварен ю ю 44525 контакту, характеризується ймовірністю утворення в зоні зварного з'єднання продуктів розпаду матеріалу прокладки Це може призвести до появи дефектів у зоні сплавлення пор, включень і ш У основу винаходу поставлена задача - удосконалити спосіб електроконтактного наплавлення, в якому за рахунок зміни умов здійснення дій досягається стабілізація умов регламентованого виділення тепла в зоні контакту без утворення продуктів розпаду матеріалу прокладки, що дозволить підвищити якість зварного з'єднання Для рішення поставленої задачі в способі електроконтактного наплавлення, що включає розміщення виробу й зміцнюючого елемента між електродами контактної машини і пропусканням через контактну область електричного струму, ВІДПОВІДНО З винаходом, на початковій стадії циклу наплавлення живлення контактної зони здійснюють від джерела з крутопадаючими вольт-амперними характеристиками (ВАХ) із наступною зміною цих характеристик на жорсткі або пологопадаючі При цьому тривалість живлення зварювальної зони від джерела з крутопадаючими ВАХ складає 15-70% від повної тривалості циклу зварювання Для пояснення сутності винаходу проаналізуємо умови виділення тепла при протіканні струму через контакт і живленні зварювального контуру від джерел із різноманггними ВАХ У загальному виді КІЛЬКІСТЬ теплоти, що виділяється при ЕКН у контактній зоні за відрізок часу t, при незмінних напрузі U і зварювального струму І може бути визначена з відомого рівняння Q = U-I4 (1) Проте в процесі ЕКН опір контакту істотно змінюється, що спричиняє за собою зміну параметрів процесу, впливаючи на напругу і струм зварювання Опір зони контакту залежить від багатьох чинників, урахування яких необхідне для коректної оцінки умов розігріву цієї області При контактному зварюванні протікання струму через контакт веде до розігрівання цієї області Зминання вершин нерівностей у контакті деформація контактних поверхонь при втраті МІЦНОСТІ металу, що розігрівається, його оплавлення ведуть до зниження контактного опору У той же час за рахунок розігріву опір металу збільшується пропорційно термічному коефіцієнту опору і зростанню (збільшенню) температури металу контактної зони Технологія наплавлення Застосовувана в даний час у промисловості ВАХ не регуюється Запропонована технологія Час наплавлення на крутопадаючих ВАХ, у % від загального циклу наплавлення 10 15 50 70 75 Для пологопадаючих ВАХ джерела живлення при ЗМІНІ опору падіння напруги в контакті і струм будуть змінюватися, а це, у свою чергу, призведе до зміни КІЛЬКОСТІ виділеного в контакті тепла Q При жорстких ВАХ падіння напруги на контакті можна вважати постійним і зміна розміру контактного опору впливає тільки на зварювальний струм, у той час як при вертикальних (крутопадаючих) ВАХструм стабільний, а змінюється тільки падіння напруги в контакті У цих випадках, якщо використовувати джерело енергії з жорсткими ВАХ, коли U= const, рівняння (1) можна записати Q= U' (2) При використанні джерела енергії з вертикальними ВАХ (джерела струму), коли l=const, рівняння (1) перетвориться у вид Q = I2-r-t (3) Аналізуючи рівняння (2) і (3), очевидно, що зміна опору г по-різному в залежності від кута нахилу ВАХ джерела живлення впливає па КІЛЬКІСТЬ виділеного в контакті тепла 3 зменшенням розміру опору г контакту в першому випадку (рівняння (2)) КІЛЬКІСТЬ виділеного тепла Q буде рости, у той час як при круто падаючих ВАХ (рівняння (3)) - навпаки, із зменшенням г знижується і величина Q З урахуванням сказаного вище можна зробити висновок про можливість керування при ЕКН процесом введення тепла в зону зварювання регулюванням кута нахилу ВАХ джерела живлення У початковий момент циклу зварювання, коли умови контакту нестабільні, коли потрібен плавний розігрів зони сплавлення, процес необхідно починати на крутопадаючих ВАХ джерела живлення При цьому зменшення опору контактної зони, яке відбувається по мірі нагрівання й оплавлення контактних поверхонь, не призведе до різкого збільшення струму зварювання, виплескам рідкого металу, порушенням стабільності протікання процесу Коли контактна область розігріється, умови контакту стабілізуються, змінюють ВАХ джерела живлення з крутопадаючої до жорсткої Це призведе до інтенсивного і рівномірного по площі контакту тепловиділення, забезпечуючи якісне зварне з'єднання Наявність дефектів у зоні з'єднання Мають місце несплавлення в периферійних зонах області наплавлення В окремих випадках виплески металу Окремі виплески металу Нерівномірність проплавлення Якість задовільна Якість добра Якість задовільна Наявність несплавлень в периферійних зонах Таблиця Максимальна площа якісного зварного з'єднання, % 100 100 120 150 130 110 Для перевірки ефективності запропонованого способу проведені експерименти по ЕКН покриття 44525 на основу по ВІДОМІЙ (без керування кутом нахилу ВАХ джерела живлення) технології і технологи, що заявляється Наплавлення здійснювали на машині для контактного зварювання типу МШ-2201 Як взірець для зміцнення використовували квадратний прокатний профіль із сталі 20 Як елемент, який наплавляють - спечену стрічку типу ЛС-У10Х7ГР товщиною 0,8мм Наявність тиристорного регулятора в машині дозволило з мінімальною його модернізацією, ввівши зворотний зв'язок по струму і напрузі, здійснити керування кутом нахилу ВАХ джерела живлення Результати експериментів зведені в таблицю З експериментів (див табл) видно, що час зварювання на крутопадаючих ВАХ повинно складати 15-70% від повної тривалості циклу зварювання При зменшенні цього часу нижче 15% можливі появи виплесків та інших дефектів у зварному з'єднанні Збільшення цього часу понад 70% веде до можливості появи несплавлень У обох випадках знижується максимальна площа наплавленої поверхні зі стабільним і якісним характером сплавлення Застосування запропонованого способу наплавлення дозволяє розширити номенклатуру виробів, що зміцнюються, підвищити їхні експлуатаційш характеристики ДП "Український інститут промислової власності "(Укрпатент) Україна, 04119, Киів-119, вул сім'ї Хохлових, 15 (044) 456-20-90
ДивитисяДодаткова інформація
Автори англійськоюHulakov Serhii Volodymyrovych, Burlaka Serhii Volodymyrovych, Lavrentik Olha Oleksandrivna
Автори російськоюБурлака Сергей Владимирович, Гулаков Сергей Владимирович, Лаврентик Ольга Александровна
МПК / Мітки
МПК: B23K 11/06
Мітки: електроконтактного, наплавлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-44525-sposib-elektrokontaktnogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроконтактного наплавлення</a>
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Бунаков Олексій Іванович, Кузнецов Валерій Дмитрович
МПК: B23K 9/04
Мітки: спосіб, електродугового, присадним, газі, інертному, електродом, неплавким, наплавлення, дротом
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Спосіб плазмоводугового наплавлення
Номер патенту: 41617
Опубліковано: 17.09.2001
Автори: Кондрашов Костянтин Олександрович, Чигарьов Валерій Васильович, Макаренко Наталія Олексіївна, Грановський Олександр Вікторович
МПК: B23K 9/16
Мітки: наплавлення, спосіб, плазмоводугового
Формула / Реферат:
Спосіб плазмоводугового наплавлення, що включає подачу в зону наплавлення коаксіально розміщених неплавкого й плавкого електродів, з'єднаний з різними джерелами живлення, який відрізняється тим, що здійснюють підігрів плавкого електрода регулюванням струму дуги, створеної, між соплом плазмотрона і плавким електродом, котра живиться від окремого джерела з падаючою характеристикою, при цьому струм цієї дуги установлюють прямо пропорційно струму...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Кадава Віктор Володимирович, Чигарьов Валерій Васильович, Гавриш Павло Анатолійович, Кассов Валерій Дмитрович
Мітки: електродом, наплавлення, установка, порошковим, дугового, зварювання
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Спосіб електроконтактного наварювання дроту на поверхню деталі
Номер патенту: 33316
Опубліковано: 15.02.2001
Автори: Черниш Валерій Павлович, Михед Анатолій Михайлович, Сироватка Василь Васильович
МПК: B23K 11/06
Мітки: електроконтактного, деталі, спосіб, поверхню, дроту, наварювання
Текст:
...що збільшує енерговнесення в деталь та знижує продуктивність процесу. Технічним завданням винаходу є стабілізація міцності зчеплення дроту з деталлю та підвищення міцності зчеплення бокових поверхонь дротин між собою при мінімальному енерговнесенні в деталь, що в свою чергу підвищує якість утвореного зварного з'єднання. Згідно з винаходом, технічне завдання вирішується тим, що між електродом та деталлю подають декілька дротин, які розташовують...
Спосіб електроконтактного наварювання
Номер патенту: 34542
Опубліковано: 15.03.2001
Автори: Черниш Валерій Павлович, Кочубей Володимир Віталійович, Михед Анатолій Михайлович
МПК: B23K 11/06
Мітки: спосіб, наварювання, електроконтактного
Формула / Реферат:
Спосіб електроконтактного наварювання дроту на поверхню деталі, що повертають, шляхом пропускання зварювального струму від роликового електрода через деталь та дріт з одночасним їх сумісним деформуванням, який відрізняється тим, що роликовий електрод беруть з заокругленою робочою поверхнею, а під час процесу наварювання проводять його кружні коливання відносно центру заокруглення в площині, в якій лежить вісь деталі та роликового...
Попередній патент: Спосіб одержання паливного газу для промислових та побутових потреб та автономний газогенератор для його здійснення
Наступний патент: Шайба комарницького
Випадковий патент: Пристрій сепарації подрібнених полімерних відходів