Спосіб регулювання натягу на моталці дрібносортного стану
Номер патенту: 63426
Опубліковано: 15.01.2004
Автори: Щур Віталій Андрійович, Кекух Анатолій Володимирович, Куваєв Володимир Миколайович, Бабенко Михайло Антонович, Козуненко Анатолій Григорович, Скляр Олександр Всеволодович, Шеремет Володимир Олександрович, Політов Ігор Віталійович, Чигринський Володимир Олександрович, Карпинський Юрій Пантелеймонович
Формула / Реферат
Спосіб регулювання натягу на моталці дрібносортного стану, за яким задають натяг прокату шляхом задавання струму приводу моталки і його коректування при змотуванні прокату, який відрізняється тим, що попередньо задають величину прогину прокату за останньою кліттю стану, вимірюють прогин прокату за останньою кліттю стану, а задавання струму приводу моталки коректують у процесі змотування прокату залежно від відхилення вимірюваної величини його прогину від заданої.
Текст
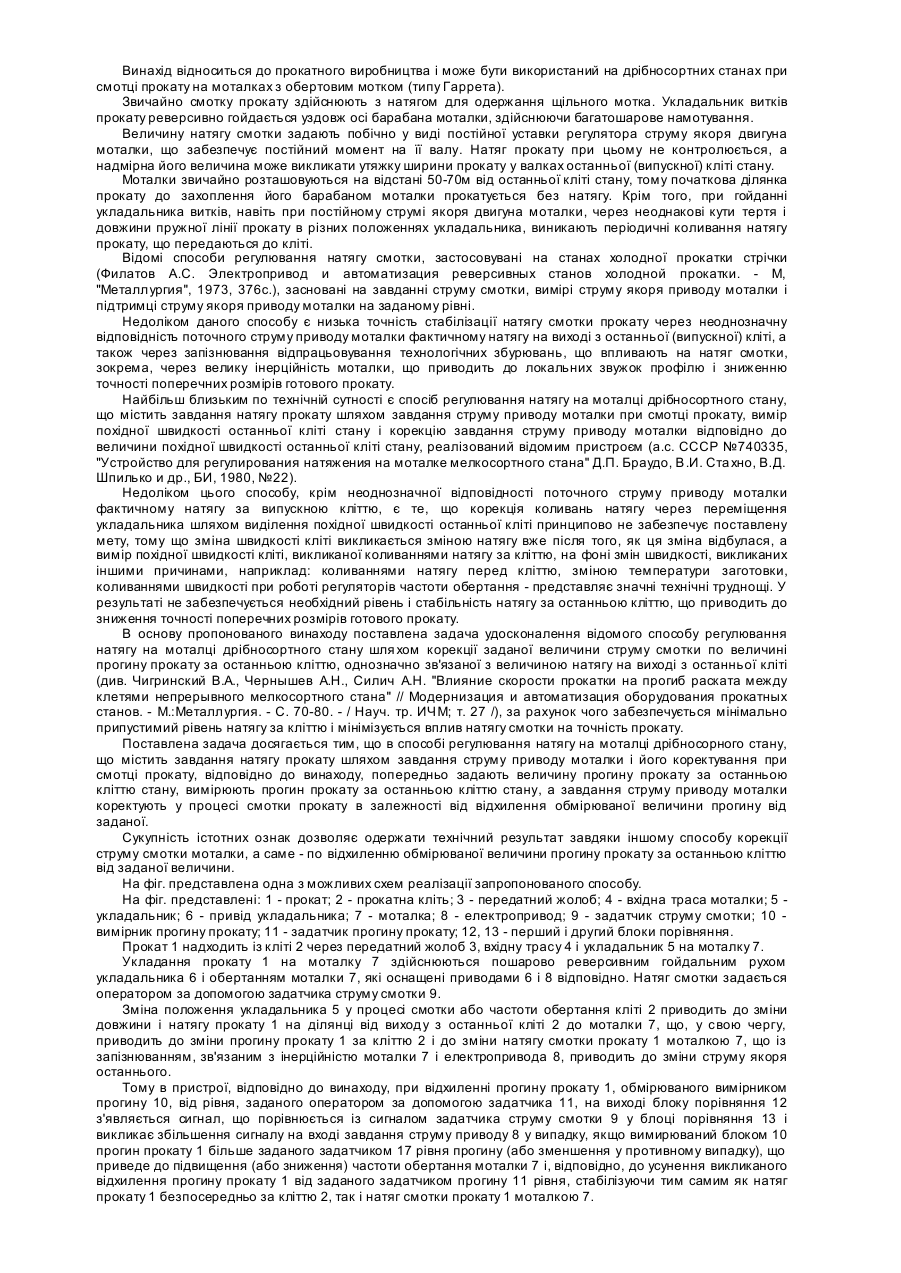
Винахід відноситься до прокатного виробництва і може бути використаний на дрібносортних станах при смотці прокату на моталках з обертовим мотком (типу Гаррета). Звичайно смотку прокату здійснюють з натягом для одержання щільного мотка. Укладальник витків прокату реверсивно гойдається уздовж осі барабана моталки, здійснюючи багатошарове намотування. Величину натягу смотки задають побічно у виді постійної уставки регулятора струму якоря двигуна моталки, що забезпечує постійний момент на її валу. Натяг прокату при цьому не контролюється, а надмірна його величина може викликати утяжку ширини прокату у валках останньої (випускної) кліті стану. Моталки звичайно розташовуються на відстані 50-70м від останньої кліті стану, тому початкова ділянка прокату до захоплення його барабаном моталки прокатується без натягу. Крім того, при гойданні укладальника витків, навіть при постійному струмі якоря двигуна моталки, через неоднакові кути тертя і довжини пружної лінії прокату в різних положеннях укладальника, виникають періодичні коливання натягу прокату, що передаються до кліті. Відомі способи регулювання натягу смотки, застосовувані на станах холодної прокатки стрічки (Филатов А.С. Электропривод и автоматизация реверсивных станов холодной прокатки. - М, "Металлургия", 1973, 376с.), засновані на завданні струму смотки, вимірі струму якоря приводу моталки і підтримці струму якоря приводу моталки на заданому рівні. Недоліком даного способу є низька точність стабілізації натягу смотки прокату через неоднозначну відповідність поточного струму приводу моталки фактичному натягу на виході з останньої (випускної) кліті, а також через запізнювання відпрацьовування технологічних збурювань, що впливають на натяг смотки, зокрема, через велику інерційність моталки, що приводить до локальних звужок профілю і зниженню точності поперечних розмірів готового прокату. Найбільш близьким по технічній сутності є спосіб регулювання натягу на моталці дрібносортного стану, що містить завдання натягу прокату шляхом завдання струму приводу моталки при смотці прокату, вимір похідної швидкості останньої кліті стану і корекцію завдання струму приводу моталки відповідно до величини похідної швидкості останньої кліті стану, реалізований відомим пристроєм (а.с. СССР №740335, "Устройство для регулирования натяжения на моталке мелкосортного стана" Д.П. Браудо, В.И. Ста хно, В.Д. Шпилько и др., БИ, 1980, №22). Недоліком цього способу, крім неоднозначної відповідності поточного струму приводу моталки фактичному натягу за випускною кліттю, є те, що корекція коливань натягу через переміщення укладальника шляхом виділення похідної швидкості останньої кліті принципово не забезпечує поставлену мету, тому що зміна швидкості кліті викликається зміною натягу вже після того, як ця зміна відбулася, а вимір похідної швидкості кліті, викликаної коливаннями натягу за кліттю, на фоні змін швидкості, викликаних іншими причинами, наприклад: коливаннями натягу перед кліттю, зміною температури заготовки, коливаннями швидкості при роботі регуляторів частоти обертання - представляє значні технічні труднощі. У результаті не забезпечується необхідний рівень і стабільність натягу за останньою кліттю, що приводить до зниження точності поперечних розмірів готового прокату. В основу пропонованого винаходу поставлена задача удосконалення відомого способу регулювання натягу на моталці дрібносортного стану шля хом корекції заданої величини струму смотки по величині прогину прокату за останньою кліттю, однозначно зв'язаної з величиною натягу на виході з останньої кліті (див. Чигринский В.А., Чернышев А.Н., Силич А.Н. "Влияние скорости прокатки на прогиб раската между клетями непрерывного мелкосортного стана" // Модернизация и автоматизация оборудования прокатных станов. - М.:Металлургия. - С. 70-80. - / Науч. тр. ИЧМ; т. 27 /), за рахунок чого забезпечується мінімально припустимий рівень натягу за кліттю і мінімізується вплив натягу смотки на точність прокату. Поставлена задача досягається тим, що в способі регулювання натягу на моталці дрібносорного стану, що містить завдання натягу прокату шляхом завдання струму приводу моталки і його коректування при смотці прокату, відповідно до винаходу, попередньо задають величину прогину прокату за останньою кліттю стану, вимірюють прогин прокату за останньою кліттю стану, а завдання струму приводу моталки коректують у процесі смотки прокату в залежності від відхилення обмірюваної величини прогину від заданої. Сукупність істотних ознак дозволяє одержати технічний результат завдяки іншому способу корекції струму смотки моталки, а саме - по відхиленню обмірюваної величини прогину прокату за останньою кліттю від заданої величини. На фіг. представлена одна з можливих схем реалізації запропонованого способу. На фіг. представлені: 1 - прокат; 2 - прокатна кліть; 3 - передатний жолоб; 4 - вхідна траса моталки; 5 укладальник; 6 - привід укладальника; 7 - моталка; 8 - електропривод; 9 - задатчик струму смотки; 10 вимірник прогину прокату; 11 - задатчик прогину прокату; 12, 13 - перший і другий блоки порівняння. Прокат 1 надходить із кліті 2 через передатний жолоб 3, вхідну трасу 4 і укладальник 5 на моталку 7. Укладання прокату 1 на моталку 7 здійснюються пошарово реверсивним гойдальним рухом укладальника 6 і обертанням моталки 7, які оснащені приводами 6 і 8 відповідно. Натяг смотки задається оператором за допомогою задатчика струму смотки 9. Зміна положення укладальника 5 у процесі смотки або частоти обертання кліті 2 приводить до зміни довжини і натягу прокату 1 на ділянці від виходу з останньої кліті 2 до моталки 7, що, у свою чергу, приводить до зміни прогину прокату 1 за кліттю 2 і до зміни натягу смотки прокату 1 моталкою 7, що із запізнюванням, зв'язаним з інерційністю моталки 7 і електропривода 8, приводить до зміни струму якоря останнього. Тому в пристрої, відповідно до винаходу, при відхиленні прогину прокату 1, обмірюваного вимірником прогину 10, від рівня, заданого оператором за допомогою задатчика 11, на виході блоку порівняння 12 з'являється сигнал, що порівнюється із сигналом задатчика струму смотки 9 у блоці порівняння 13 і викликає збільшення сигналу на вході завдання струму приводу 8 у випадку, якщо вимирюваний блоком 10 прогин прокату 1 більше заданого задатчиком 17 рівня прогину (або зменшення у противному випадку), що приведе до підвищення (або зниження) частоти обертання моталки 7 і, відповідно, до усунення викликаного відхилення прогину прокату 1 від заданого задатчиком прогину 11 рівня, стабілізуючи тим самим як натяг прокату 1 безпосередньо за кліттю 2, так і натяг смотки прокату 1 моталкою 7. Таким чином, коректування завдання струму смотки по відхиленню прогину прокату за останньою (випускною) кліттю дозволяє компенсувати те хнологічні збурювання, що викликають зміну натягу смотки до того, як вони приведуть до зміни струму приводу моталки, що забезпечує підвищення точності стабілізації натягу смотки моталки і зменшення різноширинності готового прокату, викликаної зміною натягу прокату за останньою кліттю в процесі його смотки моталкою.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for adjusting of tension on a reel of small-section mill
Автори англійськоюBabenko Mykhailo Antonovych, Kekukh Anatolii Volodymyrovych, Sheremet Volodymyr Oleksandrovych, Shchur Vitalii Andriiovych
Назва патенту російськоюСпособ регулирования натяжения на моталке мелкосортного стана
Автори російськоюБабенко Михаил Антонович, Кэкух Анатолий Владимирович, Шеремет Владимир Александрович, Щур Виталий Андреевич
МПК / Мітки
МПК: B21C 47/00
Мітки: регулювання, стану, дрібносортного, спосіб, моталці, натягу
Код посилання
<a href="https://ua.patents.su/2-63426-sposib-regulyuvannya-natyagu-na-motalci-dribnosortnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання натягу на моталці дрібносортного стану</a>
Спосіб намотування дрібносортного прокату в бунти
Номер патенту: 62698
Опубліковано: 15.12.2003
Автори: Політов Ігор Віталійович, Карпинський Юрій Пантелеймонович, Чигринський Володимир Олександрович, Козуненко Анатолій Григорович, Куваєв Володимир Миколайович, Скляр Олександр Всеволодович, Кекух Анатолій Володимирович, Бабенко Михайло Антонович, Щур Віталій Андрійович, Шеремет Володимир Олександрович
МПК: B21C 47/00
Мітки: бунти, спосіб, намотування, дрібносортного, прокату
Формула / Реферат:
Спосіб намотування дрібносортного прокату в бунти, що включає пошарове намотування прокату з натягом на обертовий барабан, з укладанням витків по вертикалі, і зміну заданого натягу змотування, в залежності від кута положення укладача, який відрізняється тим, що попередньо визначають функціональну залежність зміни натягу прокату від кута положення укладача, вимірюють у процесі змотування кут положення укладача і коректують заданий натяг...
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Путнокі Олександр Юліусович, Яланський Вячеслав Петрович, Піховкін Микола Миколайович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Коваль Сергій Миколайович, Штехно Олег Миколайович, Солтан Станіслав Леонідович
МПК: B21B 37/00
Мітки: робочих, регулювання, валків, прокатки, профілю, стану, безперервного, спосіб, тонколистового, гарячої
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками
Номер патенту: 59700
Опубліковано: 15.09.2003
Автори: Леонідов-Каневський Євген Володимирович, Остапенко Арнольд Леонтійович, Білобров Юрій Миколайович, Каушанський Ігор Борисович, Стеч Володимир Станіславович, Гагарін Павел Павлович, Барабаш Андрій Володимирович
МПК: B21B 37/48
Мітки: пічними, штаби, спосіб, регулювання, прокатки, моталками, клітями, процесі, стана, багатоклітьового, натягу
Формула / Реферат:
1. Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню міжклітьових натягів, який відрізняється тим, що обчислюють потужність прокатки кожної кліті, з цієї потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому міжклітьові...
Спосіб виміру натягу в безперервній групі клітей стану гарячої прокатки штаби
Номер патенту: 63378
Опубліковано: 15.01.2004
Автори: Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Гагарін Павло Павлович, Леонідов-Каневський Євген Володимирович, Каушанський Ігор Борисович, Биковський Анатолій Іванович
МПК: B21B 37/00
Мітки: групи, штаби, безперервний, виміру, спосіб, прокатки, стану, клітей, гарячої, натягу
Формула / Реферат:
Спосіб виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, який включає безперервний вимір у кожній кліті горизонтальної сили, що діє на робочі валки, і зусилля прокатки, по отриманих даних і відомому (нульовому для першої кліті) задньому натягові розрахунок коефіцієнта пропорційності між горизонтальною силою і зусиллям прокатки до входу штаби в наступну кліть і розрахунок переднього натягу після входу штаби в наступну...
Система виміру натягу штаби в безперервній групі клітей стану гарячої прокатки
Номер патенту: 62598
Опубліковано: 15.12.2003
Автори: Каушанський Ігор Борисович, Гагарін Павло Павлович, Леонідов-Каневський Євген Володимирович, Стеч Володимир Станіславович, Бєляєв Юрій Борисович, Єлецьких Володимир Іванович, Грабовський Георгій Генадієвич, Колесников Юрій Миколайович, Барабаш Андрій Володимирович
МПК: B21B 37/00
Мітки: виміру, гарячої, система, клітей, стану, штаби, натягу, безперервний, прокатки, групи
Формула / Реферат:
1. Система виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, що містить установлений на кожній кліті пристрій виміру переднього натягу штаби, що включає у собі датчик горизонтальної сили, датчик зусилля прокатки (месдозу) і блок обчислення, причому виходи датчика горизонтальної сили і месдози з'єднані з відповідними входами блока обчислення, додатковий вхід якого підключений до виходу блока обчислення в пристрої...
Попередній патент: Рідкокристалічний розгалужувач оптичного випромінювання
Наступний патент: Спосіб обробки залізовуглецевих розплавів порошковим дротом
Випадковий патент: Суха будівельна суміш