Спосіб виміру натягу в безперервній групі клітей стану гарячої прокатки штаби
Номер патенту: 63378
Опубліковано: 15.01.2004
Автори: Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Биковський Анатолій Іванович, Гагарін Павло Павлович, Каушанський Ігор Борисович, Леонідов-Каневський Євген Володимирович, Стеч Володимир Станіславович
Формула / Реферат
Спосіб виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, який включає безперервний вимір у кожній кліті горизонтальної сили, що діє на робочі валки, і зусилля прокатки, по отриманих даних і відомому (нульовому для першої кліті) задньому натягові розрахунок коефіцієнта пропорційності між горизонтальною силою і зусиллям прокатки до входу штаби в наступну кліть і розрахунок переднього натягу після входу штаби в наступну кліть, який відрізняється тим, що при відсутності штаби в кліті створюють за допомогою пружних гідравлічних елементів, розміщених між подушками робочих валків і стійками станини по обидва боки прокатної кліті, зусилля розпору, що перевищує можливі абсолютні значення натягу в прилягаючих проміжках, після входу штаби в кліть за різницею зусиль розпору з вихідної і вхідної сторін кліті при відомому задньому натягу визначають горизонтальну силу вільної прокатки, а після захоплення штаби наступною кліттю оцінюють передній натяг з використанням поточної різниці зусиль розпору.
Текст
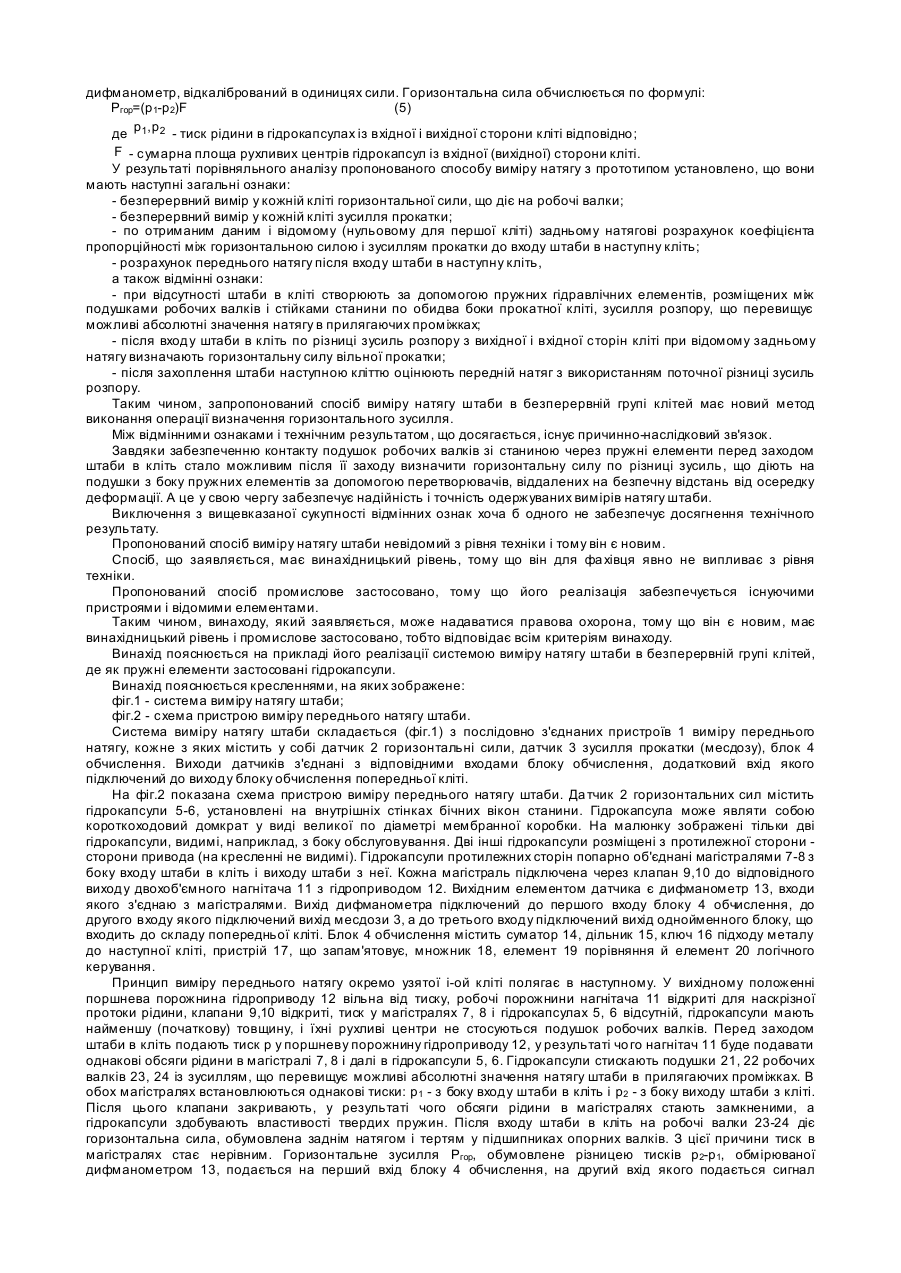
Передбачуваний винахід відноситься до прокатного виробництва і призначений для використання при безперервній гарячій прокатці товстої штаби, у першу чергу в реверсивній групі стану Стеккеля. Відомий спосіб виміру натягу штаби по зусиллю притиснення її до ролика петлетримача , встановленому в міжклітьовому проміжку (патент США №5660066 «Система регулирования межклетевого натяжения на непрерывном прокатном стане», опубл. 26.08.1997 г., U.S.CI. 72-11.4, МКИ В21В 37/00). Однак цей спосіб неприйнятний при великій жорсткості щодо згинання металу, що має місце на перших пропусках, тому що не забезпечує необхідну точність і вірогідність вимірів. Відомий також спосіб виміру натягу штаби (Дружинин Н.Н., Мирер А.Г. Исследование управлення непрерывными станами методом контроля межклетьевых натяжений. М., Сталь, № 3, 1987, С.44-49), придатний при безперервній гарячій прокатці товстої штаби і заснований на вимірі моменту, зусилля прокатки з наступним використанням відомої залежності: T P ×a - M (1) T1 = 0 + l R де T1 - передній натяг; T0 - задній натяг; l - коефіцієнт витяжки; P - зусилля прокатки; a - плече додатка сили при вільній прокатці; M - момент прокатки; R - радіус робочого валка. Плече a визначається до захоплення штаби наступної кліттю по формулі: M TR (2) a= - 0 P lP Недоліком цього способу є необхідність визначення моменту. Прямі методи визначення досить складні і ненадійні. А непрямі (наприклад, по величині струму двигуна) - недостатньо точні. Спосіб, який використаний в якості прототипа (Чехлов Ю.С., Шавер А.Б., Солдатов В.И., Миронов Г.Н. Система контроля межклетевых натяжений датчиками горизонтальных сил. Тр уды ВНИИМЕТМАШ, 1979, № 58, С. 95-101), заснований на вимірі горизонтальних сил за допомогою датчиків, що установлені на торцях подушок робочих валків, зусилля прокатки - за допомогою месдози і на наступному розрахунку переднього натягу по залежності T1=T 0+Pгор -kP (3) де Pгор - горизонтальна сила тиску подушок робочих валків на станину, k - експериментальний коефіцієнт пропорційності, що залежить від тертя в підшипниках опорних валків. Коефіцієнт k визначається до захоплення штаби наступною кліттю по формулі: Pгор + T (4) k= P Цей спосіб має низьку надійність, оскільки чуттєві елементи датчика горизонтальної сили знаходяться поруч з осередком деформації в умовах високої температури, вологості й агресивного середовища і, крім того, вони піддаються ударним навантаженням щораз при вході штаби в дану і наступні кліті, а також при виході штаби з попередніх клітей. Таким чином, недоліками прототипу є низька надійність і вірогідність показань обмірюваного натягу штаби. В основу винаходу покладене завдання підвищення надійності і точності вимірів натягу штаби в безперервній групі стану гарячої прокатки. Завдання підвищення надійності і точності вимірів вирішена за рахунок технічного результату, що полягає у винесенні точок добору інформації на безпечну відстань від осередку деформації. Поставлене завдання вирішується тим, що в способі виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, який включає безперервний вимір у кожній кліті горизонтальної сили, що діє на робочі валки, і зусилля прокатки, по отриманим даним і відомому (нульовому для першої кліті) задньому натягу розрахунок коефіцієнта пропорційності між горизонтальною силою і зусиллям прокатки до входу штаби в наступну кліть і розрахунок переднього натягу після входу штаби в наступн у кліть, відповідно до винаходу при відсутності штаби в кліті створюють за допомогою пружних гідравлічних елементів, розміщених між подушками робочих валків і стійками станини по обидва боки прокатної кліті, зусилля розпору, що перевищує можливі абсолютні значення натягу в прилягаючих проміжках, після входу штаби в кліть по різниці зусиль розпору з вихідної і вхідної сторін кліті при відомому задньому натягу визначають горизонтальну силу вільної прокатки, а після захоплення штаби наступною кліттю оцінюють передній натяг з використанням поточної різниці зусиль розпору. Сутність винаходу полягає в тім, що до входу штаби в кліть забезпечують контакт через пружні елементи, наприклад, гідрокапсули, заповнені рідиною під тиском. Зазначені пружні елементи дозволяють вибрати всі люфти і перекоси устаткування, зм'якшити удар при захопленні штаби валками. При заході штаби в кліть зусилля на одному з пружних елементів зменшується, а на іншому збільшується, і по цій різниці судять про величину горизонтальної сили. Тиск рідини в гідрокапсулі можна вимірювати на відстані, передаючи його по імпульсній трубці. Роль первинного перетворювача при цьому може виконувати винесений на безпечну відстань від осередку деформації дифманометр, відкалібрований в одиницях сили. Горизонтальна сила обчислюється по формулі: Pгор=(р1-р2)F (5) p1, p2 - тиск рідини в гідрокапсулах із вхідної і вихідної сторони кліті відповідно; де F - сумарна площа рухливих центрів гідрокапсул із вхідної (вихідної) сторони кліті. У результаті порівняльного аналізу пропонованого способу виміру натягу з прототипом установлено, що вони мають наступні загальні ознаки: - безперервний вимір у кожній кліті горизонтальної сили, що діє на робочі валки; - безперервний вимір у кожній кліті зусилля прокатки; - по отриманим даним і відомому (нульовому для першої кліті) задньому натягові розрахунок коефіцієнта пропорційності між горизонтальною силою і зусиллям прокатки до входу штаби в наступну кліть; - розрахунок переднього натягу після входу штаби в наступну кліть, а також відмінні ознаки: - при відсутності штаби в кліті створюють за допомогою пружних гідравлічних елементів, розміщених між подушками робочих валків і стійками станини по обидва боки прокатної кліті, зусилля розпору, що перевищує можливі абсолютні значення натягу в прилягаючих проміжках; - після входу штаби в кліть по різниці зусиль розпору з вихідної і вхідної сторін кліті при відомому задньому натягу визначають горизонтальну силу вільної прокатки; - після захоплення штаби наступною кліттю оцінюють передній натяг з використанням поточної різниці зусиль розпору. Таким чином, запропонований спосіб виміру натягу штаби в безперервній групі клітей має новий метод виконання операції визначення горизонтального зусилля. Між відмінними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки забезпеченню контакту подушок робочих валків зі станиною через пружні елементи перед заходом штаби в кліть стало можливим після її заходу визначити горизонтальну силу по різниці зусиль , що діють на подушки з боку пружних елементів за допомогою перетворювачів, віддалених на безпечну відстань від осередку деформації. А це у свою чергу забезпечує надійність і точність одержуваних вимірів натягу штаби. Виключення з вищевказаної сукупності відмінних ознак хоча б одного не забезпечує досягнення технічного результату. Пропонований спосіб виміру натягу штаби невідомий з рівня техніки і тому він є новим. Спосіб, що заявляється, має винахідницький рівень, тому що він для фа хівця явно не випливає з рівня техніки. Пропонований спосіб промислове застосовано, тому що його реалізація забезпечується існуючими пристроями і відомими елементами. Таким чином, винаходу, який заявляється, може надаватися правова охорона, тому що він є новим, має винахідницький рівень і промислове застосовано, тобто відповідає всім критеріям винаходу. Винахід пояснюється на прикладі його реалізації системою виміру натягу штаби в безперервній групі клітей, де як пружні елементи застосовані гідрокапсули. Винахід пояснюється кресленнями, на яких зображене: фіг.1 - система виміру натягу штаби; фіг.2 - схема пристрою виміру переднього натягу штаби. Система виміру натягу штаби складається (фіг.1) з послідовно з'єднаних пристроїв 1 виміру переднього натягу, кожне з яких містить у собі датчик 2 горизонтальні сили, датчик 3 зусилля прокатки (месдозу), блок 4 обчислення. Виходи датчиків з'єднані з відповідними входами блоку обчислення, додатковий вхід якого підключений до виходу блоку обчислення попередньої кліті. На фіг.2 показана схема пристрою виміру переднього натягу штаби. Да тчик 2 горизонтальних сил містить гідрокапсули 5-6, установлені на внутрішніх стінках бічних вікон станини. Гідрокапсула може являти собою короткоходовий домкрат у виді великої по діаметрі мембранної коробки. На малюнку зображені тільки дві гідрокапсули, видимі, наприклад, з боку обслуговування. Дві інші гідрокапсули розміщені з протилежної сторони сторони привода (на кресленні не видимі). Гідрокапсули протилежних сторін попарно об'єднані магістралями 7-8 з боку входу штаби в кліть і виходу штаби з неї. Кожна магістраль підключена через клапан 9,10 до відповідного виходу двохоб'ємного нагнітача 11 з гідроприводом 12. Вихідним елементом датчика є дифманометр 13, входи якого з'єднаю з магістралями. Вихід дифманометра підключений до першого входу блоку 4 обчислення, до другого входу якого підключений вихід месдози 3, а до третього входу підключений вихід однойменного блоку, що входить до складу попередньої кліті. Блок 4 обчислення містить суматор 14, дільник 15, ключ 16 підходу металу до наступної кліті, пристрій 17, що запам'ятовує, множник 18, елемент 19 порівняння й елемент 20 логічного керування. Принцип виміру переднього натягу окремо узятої і-ой кліті полягає в наступному. У вихідному положенні поршнева порожнина гідроприводу 12 вільна від тиску, робочі порожнини нагнітача 11 відкриті для наскрізної протоки рідини, клапани 9,10 відкриті, тиск у магістралях 7, 8 і гідрокапсулах 5, 6 відсутній, гідрокапсули мають найменшу (початкову) товщину, і їхні рухливі центри не стосуються подушок робочих валків. Перед заходом штаби в кліть подають тиск р у поршневу порожнину гідроприводу 12, у результаті чо го нагнітач 11 буде подавати однакові обсяги рідини в магістралі 7, 8 і далі в гідрокапсули 5, 6. Гідрокапсули стискають подушки 21, 22 робочих валків 23, 24 із зусиллям, що перевищує можливі абсолютні значення натягу штаби в прилягаючих проміжках. В обох магістралях встановлюються однакові тиски: р1 - з боку входу штаби в кліть і р2 - з боку виходу штаби з кліті. Після цього клапани закривають, у результаті чого обсяги рідини в магістралях стають замкненими, а гідрокапсули здобувають властивості твердих пружин. Після входу штаби в кліть на робочі валки 23-24 діє горизонтальна сила, обумовлена заднім натягом і тертям у підшипниках опорних валків. З цієї причини тиск в магістралях стає нерівним. Горизонтальне зусилля Ргор, обумовлене різницею тисків р 2-р1, обмірюваної дифманометром 13, подається на перший вхід блоку 4 обчислення, на другий вхід якого подається сигнал зусилля прокатки Р с месдози 3. На третій вхід блоку обчислення подається обчислене раніше (на попередній кліті) зусилля Ті-1, що є заднім натягом для даної кліті. Вирішальний блок включається в роботу при заході штаби в кліть і виключається при виході штаби з кліті сигналами елемента 20 логічного керування. Зусилля Ргор подається на перший вхід суматора 14, на другий вхід якого надходить зусилля заднього натягу Ті-1, а на виході буде сума перерахованих сигналів Ргор+Ті-1, подавана потім на перші входи дільника 15 і елемента 19 порівняння. Сигнал зусилля прокатки Р подається на другі входи дільника 15 і множника 18. Дільник 15 обчислює коефіцієнт передачі: Pгор + Ti-1 k= P Через контакт ключа 16, що розмикає, обчислений коефіцієнт подається в запам'ятовуючий пристрій 17. При підході штаби до наступної кліті ключ 16 спрацьовує, і в запам'ятовуючому пристрої 17 буде зберігатися обчислений до цього моменту коефіцієнт пропорційності k для поточної штаби. З виходу запам'ятовуючого пристрою цей коефіцієнт подається на перший вхід множника 18, на виході якого одержують зусилля вільного притиску kP, подаване на другий вхід вузла порівняння 19. На виході елемента порівняння 19 формується сигнал переднього натягу: Ti=Ti-1+Pгор-kP, який видають на споживання через замикаючий контакт ключа 16. До захоплення штаби наступною кліттю цей сигнал дорівнює нулеві. Після захоплення штаби наступною кліттю з'являється натяг або підпір штаби в передньому міжклітьовому проміжку, у результаті чого змінюється різниця тисків р 2-р1, і сигнал Ті здобуває ненульове значення. Пропонований спосіб, реалізований в описаній системі виміру натягу штаби, має підвищену надійність, оскільки добірний пристрій датчика горизонтальної сили (дифманометр) легко виноситься на безпечну відстань від осередку деформації. Зазначена перевага пропонованого способу виміру натягу визначає собою технічний результат винаходу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measuring of tension in continuous group of stands of hot-rolling mill of strips
Автори англійськоюBykovskyi Anatolii Ivanovych, Kaushanskyi Ihor Borysovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Yeletskykh Volodymyr Ivanovych
Назва патенту російськоюСпособ измерения натяжения в непрерывной группе клетей стана горячей прокатки полосы
Автори російськоюБиковский Анатолий Иванович, Каушанский Игорь Борисович, Стеч Владимир Станиславович, Барабаш Андрей Владимирович, Елецких Владимир Иванович
МПК / Мітки
МПК: B21B 37/00
Мітки: спосіб, натягу, клітей, виміру, безперервний, прокатки, групи, стану, штаби, гарячої
Код посилання
<a href="https://ua.patents.su/3-63378-sposib-vimiru-natyagu-v-bezperervnijj-grupi-klitejj-stanu-garyacho-prokatki-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виміру натягу в безперервній групі клітей стану гарячої прокатки штаби</a>
Система виміру натягу штаби в безперервній групі клітей стану гарячої прокатки
Номер патенту: 62598
Опубліковано: 15.12.2003
Автори: Леонідов-Каневський Євген Володимирович, Грабовський Георгій Генадієвич, Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Бєляєв Юрій Борисович, Гагарін Павло Павлович, Каушанський Ігор Борисович, Колесников Юрій Миколайович
МПК: B21B 37/00
Мітки: стану, виміру, групи, прокатки, штаби, безперервний, клітей, гарячої, система, натягу
Формула / Реферат:
1. Система виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, що містить установлений на кожній кліті пристрій виміру переднього натягу штаби, що включає у собі датчик горизонтальної сили, датчик зусилля прокатки (месдозу) і блок обчислення, причому виходи датчика горизонтальної сили і месдози з'єднані з відповідними входами блока обчислення, додатковий вхід якого підключений до виходу блока обчислення в пристрої...
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Бойко Володимир Семенович, Ісіров Дмитро Іванович, Коросташевський Володимир Павлович, Пефтієв Володимир Михайлович, Коросташевський Павло Володимирович, Герасименко Володимир Петрович, Ірха Віктор Миколаєвич
МПК: C02F 1/00, B01D 21/00
Мітки: прокатки, очистки, стану, вод, чистової, ділянки, безперервного, спосіб, клітей, гарячої, збору, стічних, групи
Формула / Реферат:
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками
Номер патенту: 59700
Опубліковано: 15.09.2003
Автори: Білобров Юрій Миколайович, Каушанський Ігор Борисович, Барабаш Андрій Володимирович, Леонідов-Каневський Євген Володимирович, Стеч Володимир Станіславович, Гагарін Павел Павлович, Остапенко Арнольд Леонтійович
МПК: B21B 37/48
Мітки: натягу, багатоклітьового, клітями, прокатки, процесі, регулювання, пічними, стана, моталками, спосіб, штаби
Формула / Реферат:
1. Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню міжклітьових натягів, який відрізняється тим, що обчислюють потужність прокатки кожної кліті, з цієї потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому міжклітьові...
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Савенко Юрій Євдокимович, Левіна Валентина Іванівна, Стеч Володимир Станіславович, Каушанський Ігор Борисович, Барабаш Андрій Володимирович
МПК: B21B 1/30
Мітки: прокатки, штаби, спосіб, гарячої
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Штехно Олег Миколайович, Яланський Вячеслав Петрович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Солтан Станіслав Леонідович, Коваль Сергій Миколайович, Піховкін Микола Миколайович
МПК: B21B 37/00
Мітки: безперервного, профілю, валків, робочих, спосіб, прокатки, регулювання, гарячої, стану, тонколистового
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Попередній патент: Спосіб знешкодження токсичних оксидів азоту в газових відходах виробництва гідроксиламіносульфату
Наступний патент: Композиція інгредієнтів для виготовлення горілки “прима люкс”
Випадковий патент: Вантажопідйомний прямокутний електромагніт