Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками
Номер патенту: 59700
Опубліковано: 15.09.2003
Автори: Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Леонідов-Каневський Євген Володимирович, Остапенко Арнольд Леонтійович, Гагарін Павел Павлович, Каушанський Ігор Борисович, Білобров Юрій Миколайович
Формула / Реферат
1. Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню міжклітьових натягів, який відрізняється тим, що обчислюють потужність прокатки кожної кліті, з цієї потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому міжклітьові натяги визначаються шляхом рішення системи рівнянь у вигляді ![]() , де Νі - повна потужність на валу приводу; Nсв.і - потужність прокатки без натягу; Ті-1 - задній натяг; Ті - передній натяг;
, де Νі - повна потужність на валу приводу; Nсв.і - потужність прокатки без натягу; Ті-1 - задній натяг; Ті - передній натяг; ![]() - швидкість входу смуги;
- швидкість входу смуги; ![]() - швидкість виходу смуги; і=1,2,...,n - порядковий номер кліті в безперервній групі, що складається з n клітей.
- швидкість виходу смуги; і=1,2,...,n - порядковий номер кліті в безперервній групі, що складається з n клітей.
2. Спосіб за п. 1, який відрізняється тим, що потужність прокатки без натягу кожної кліті визначають множенням сумарної потужності прокатки на ваговий коефіцієнт кліті ![]()
![]() , де N0 - задіяна потужність моталки на розмотуванні; Nc - задіяна потужність моталки на змотуванні.
, де N0 - задіяна потужність моталки на розмотуванні; Nc - задіяна потужність моталки на змотуванні.
3. Спосіб за п. 2, який відрізняється тим, що ваговий коефіцієнт вільної прокатки без натягу ![]() для кожної кліті визначають за допомогою високочастотних зондувальних переміщень гідронатискних пристроїв, амплітуди яких пропорційні поточному розподілу зусиль прокатки, за формулою:
для кожної кліті визначають за допомогою високочастотних зондувальних переміщень гідронатискних пристроїв, амплітуди яких пропорційні поточному розподілу зусиль прокатки, за формулою:  , де Νz.i - зміна потужності на валу головного приводу і-тої кліті, викликана зондувальними переміщеннями гідронатискного пристрою цієї кліті.
, де Νz.i - зміна потужності на валу головного приводу і-тої кліті, викликана зондувальними переміщеннями гідронатискного пристрою цієї кліті.
Текст
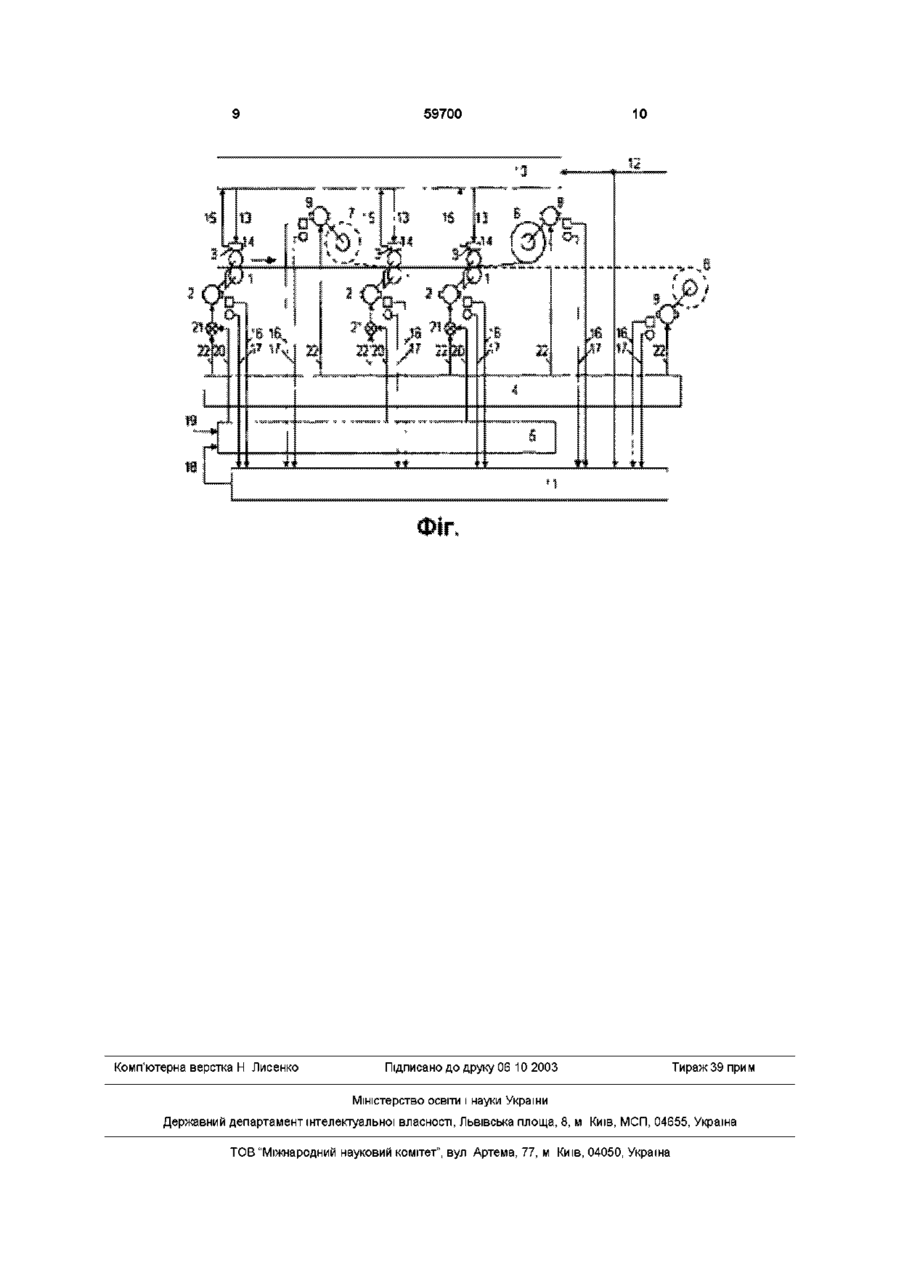
1 Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню МІЖКЛІТЬОВИХ натягів, який відрізняється тим, що обчислюють потужність прокатки кожної КЛІТІ, З ЦІЄЇ потужності В ПРОЦЕСІ ПРОКАТКИ видається під відповідальність власника патенту МІЖ КЛІТЯМИ БАГА v, - швидкість виходу смуги, 1=1,2, ,п - порядковий номер КЛІТІ в безперервній групі, що складається з п клітей 2 Спосіб за п 1, який відрізняється тим, що потужність прокатки без натягу кожної КЛІТІ визначають множенням сумарної потужності прокатки на ваговий коефіцієнт КЛІТІ Я,, ~ N 0 +N C |, де No - задіяна потужність моталки на розмотуванні, N c - задіяна потужність моталки на змотуванні З Спосіб за п 2, який відрізняється тим, що ваговий коефіцієнт вільної прокатки без натягу Я,, для кожної КЛІТІ визначають за допомогою високочастотних зондувальних переміщень пдронатискних пристроїв, амплітуди яких пропорційні поточному розподілу зусиль прокатки, за формулою виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому МІЖКЛІТЬОВІ натяги визначаються шляхом рішення системи рівнянь у вигляді N, = N CB , +T|_iv,_i — T,v,, де N, - повна потужність на валу приводу, NCBi потужність прокатки без натягу, Т, і - задній натяг, Т. - передній натяг, v,_-| - швидкість входу смуги, ТІ Винахід належить до галузі обробки металів тиском, а саме до способів реверсивної гарячої прокатки листового металу з натягом і може бути використаним в багатоклітєвих станах з моталками в печах Спосіб призначений для випадку, коли для підтримки необхідного натягу не можна використовувати петлетримачі по конструктивним міркуванням або унаслідок великої згинальної жорсткості смуги Необхідною умовою для застосування цього способу є оснащення прокатних клітей пдронатискними пристроями або пристроями пдророзпору станин клітей Відомий спосіб регулювання мінімального на тягу/підпору з впливом на швидкість провідних клітей (пат РФ № 2 705 358, МПК В21В37/46, від 20 03 97), при якому регулювання забезпечується за рахунок підтримки постійним співвідношення моментів прокатки, що дорівнює співвідношенню моментів вільної прокатки, які фіксуються у процесі послідовного заправлення смуги в КЛІТІ Однак, цей спосіб не може бути прийнятним для штабової прокатки, оскільки забезпечує тільки прокатку без натягу Найбільш близьким по технічній суті до передбачуваного винаходу є спосіб регулювання натягу/підпору на багатоклітєвому стані гарячої прокатки (пат США №6 205 829 В1, МПК В21В37/58, від 27 03 2001), що включає в себе N ZI Я,, = — ^ — , де N z і - зміна потужності на валу голоZNZ1 1 вного приводу і-тої КЛІТІ, викликана зондувальними переміщеннями пдронатискного пристрою цієї КЛІ О о 1^ о> ю 59700 1) послідовне запам'ятовування в процесі заправляння безперервної групи точок початкового відліку крутильних моментів головних приводів, причому запам'ятовування в кожній КЛІТІ провадиться перед входженням смуги в наступну кліть, а після заправляння ця кліть переводиться в режим стабілізації моменту, у результаті чого прокатка в наступній КЛІТІ при запам'ятовуванні и моменту буде провадитися без натягу, 2) розподіл по спеціальному алгоритму поточного відхилення моменту кожної КЛІТІ від значення, яке запам'ятовано, на дві складові, одна з яких залежить від перемінної жорсткості або розмірів смуги, друга залежить від натягу в міжклітєвих проміжках, що примикають, 3) покрокове уточнення моментів, що змінюються у часі, вільної (без натягу) прокатки, які є дрейфуючими точками відліку, 4) керування швидкостями провідних клітей таким чином, щоб статичні моменти наближалися до дрейфуючих точок відліку, тобто до поточного значення моментів вільної прокатки (без натягу) Вищевказаний спосіб задовільно працює тільки при невеликих рівнях натягу (чи підпору) у МІЖКЛІТЄВИХ проміжках, що є достатнім для заготовочних і сортових станів, але недостатнім для штабових станів, коли тільки обов'язкова присутність натягу забезпечує СТІЙКІСТЬ прокатки У способі прийняте допущення про нульовий баланс сил натягу в безперервній групі Це допущення не дозволяє досить точно визначити величину натягу в кожному міжклітєвому проміжку при відомому розподілі по клітям складових моменту прокатки, залежних від натягу В основу винаходу поставлена задача підвищення якості смуг, що прокочуються на стані з моталками в печах Задача підвищення якості смуг, що прокочуються, вирішена за рахунок технічного результату, що полягає в збільшенні точності регулювання натягу між клітями Для досягнення вищевказаного результату в способі регулювання натягу смуги в процесі прокатки між клітями багатоклітєвого стану з моталками в печах, що включає зміну частоти обертання відомих клітей по відхиленню МІЖКЛІТЄВИХ натягів, ВІДПОВІДНО до винаходу обчислюють потужність прокатки в кожній КЛІТІ, З ЦІЄЇ потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів При цьому міжКЛІТЄВІ натяги визначають шляхом рішення системи рівнянь виду N|=NCB i+Ti iv, і-Т,У|,де N, - повна потужність на валу привода, NCB і - потужність вільної прокатки, Т. і - задній натяг, Т. - передній натяг, V, і - швидкість входу смуги, V, - швидкість виходу смуги, і =1, 2, , п - порядковий номер КЛІТІ в безперервній групі, що складається з п клітей, а потужність прокатки без натягу в кожній КЛІТІ визначають множенням сумарної потужності прокатки на ваговий коефіцієнт КЛІТІ я,. N C B.=A..|ZN,-N O +N C |, де No - задіяна потужність моталки на розмотуванні, N c - задіяна потужність моталки на змотуванні, причому ваговий коефіцієнт прокатки без натягу 1 для кожної КЛІТІ визначають за допомогою високочастотних зондувальних переміщень пдронатискних пристроїв, амплітуди яких пропорційні поточному розподілу зусиль прокатки, по формулі N,, __ 2Х, NZ| - зміна потужності на валу головного приводу і-тої КЛІТІ, викликане зондувальними переміщеннями пдронатискного пристрою цієї КЛІТІ У результаті порівняльного аналізу пропонованого рішення з прототипом установлено, що вони мають наступні загальні ознаки - зміна частоти обертання валків провідних клітей по відхиленню МІЖКЛІТЄВИХ натягів, а також ВІДМІТНІ ознаки - обчислюють потужність прокатки в кожній КЛІТІ, - виділяють потужність прокатки без натягу, - визначають потужність, обумовлену натягами, міжклітєві натяги визначають шляхом рішення системи рівнянь, - потужність прокатки без натягу в кожній КЛІТІ визначають множенням сумарної потужності прокатки на ваговий коефіцієнт КЛІТІ, - ваговий коефіцієнт прокатки без натягу для кожної КЛІТІ визначають за допомогою високочастотних зондувальних переміщень пдронатискних пристроїв Таким чином, запропонований спосіб регулювання натягів смуги в процесі прокатки між клітями багатоклітєвого стану з моталками в печах має нові операції та способи їх виконання Між ВІДМІТНИМИ ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок Завдяки високочастотному зондуванню переміщень пдронатискних пристроїв, амплітуди яких пропорційні поточному розподілу зусиль прокатки, стало можливим визначити ваговий коефіцієнт прокатки без натягу - для кожної КЛІТІ, а це у свою чергу дозволило визначити потужність прокатки без натягу кожної КЛІТІ Завдяки тому, що визначили потужність прокатки без натягу, стало можливим виділити з потужності прокатки в кожній КЛІТІ потужність, обумовлену натягом, яку використовують для визначення величини натягу Визначена таким чином величина натягу смуги між клітями дозволяє при прокатці на стані з моталками в печах одержувати смугу високої якості по геометричних параметрах Виключення з вищевказаної сукупності ВІДМІТНИХ ознак хоча б одного з них не забезпечує досягнення технічного результату Технічне рішення, що заявляється, невідомо з 59700 рівня техніки і тому воно є новим Спосіб, що заявляється, має винахідницький рівень, тому що цей спосіб регулювання натягу смуги при прокатці між клітями для фахівців явно не випливає з рівня техніки Винахід, що заявляється, промислово застосовно, тому що його технологічне і технічне виконання не представляє труднощів Таким чином, рішенню, що заявляється, може надаватися правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовно, тобто відповідає всім критеріям винахоДУ Суть пропонованого способу регулювання натягу смуги в процесі прокатки між клітями багатоклітєвого стану з моталками в печах полягає в наступному Поточна потужність головного привода прокатної КЛІТІ, що бере участь у процесі безперервної прокатки, дорівнює, Ni=NcBi+TiiVn-T|V| (1) Де N, - повна потужність на валу привода, NCB і - потужність прокатки без натягу, Т. і - задній натяг, Т. - передній натяг, V, і - швидкість входу смуги, V, - швидкість виходу смуги, і=к, к+1, , m - порядковий номер активної КЛІТІ у напрямку руху прокатки У прокатці можуть брати участь не всі КЛІТІ безперервної групи, що складається з п клітей При заправленні смуги в першу і другу кліть маємо k=1, a m=1 В міру заправлення смуги в наступні КЛІТІ ЧИСЛО m може збільшитися до п По закінченні прокатки КЛІТІ ПО черзі звільняються від металу, тобто k може приймати значення 1 до т-1 при т l>k, може бути визначено по формулі Tk_1Vk_1 +TmVr (2) 2v, При відсутності задіяного розмотувача задній натяг Тк і вхідної КЛІТІ дорівнює нулю При відсутності задіяної моталки на виході передній натяг Т т вихідної КЛІТІ дорівнює нулю Потужність задіяного розмотувача дорівнює No-Tk iVk i-N M 3 r о, де ІЧизг о - потужність, що затрачена на розгинання смуги У той же час потужність задіяної моталки дорівнює Nc^TrnVm+Nnarc, ДЄ NM3rc - потужність, що затрачена на згортання смуги Потужність розмотувача на розгинання смуги та потужність моталки на згортання смуги досить малі в порівнянні з потужностями, що затрачені на натяг Зважаючи на це, а також те, що потужності розгинання і згортання мають різні знаки, можна з достатньою точністю вважати, що сума повних потужностей розмотувача і моталки дорівнює сумі потужностей, що затрачені на натяг при змотуванні та розмотуванні, Tnvn « N 0 + N c 6 Тому формула (2) для розрахунку натягу зможе бути змінена до більш зручного вигляду п т і 1+1 п І (3) 1+1 2v Спосіб визначення потужності прокатки в КЛІТІ залежить від виконання та оснащеності головного приводу При наявності вимірників моменту на шпинделях потужність прокатки оцінюється добутком виміряної величини моменту на частоту обертання робочого валка Якщо вищевказані вимірники відсутні, і при цьому привід має виконання на постійному струмі, то попереднє обчислення моменту провадиться по статичному струму якоря Потужність вільної прокатки без натягу в кожній КЛІТІ оцінюється таким чином Через пдронатискні пристрої задаються зондувальні відхилення зазору валків, відносно високої частоти, при якій коливання натягів будуть несуттєво малі Чим більше швидкість смуги і менше довжина МІЖКЛІТЄвого проміжку, тим частота зондувального сигналу повинна бути вище Примусові коливання зазору валків викликають коливання зусилля прокатки, моменту і потужності прокатки без натягу Якщо амплітуди коливань зусилля прокатки по всім клітям будуть пропорційні його поточним значенням, то в цьому випадку одержимо розподіл амплітуди коливань вільного моменту по клітям, пропорційний його робочим значенням, тобто буде діяти правило N,, N,, I X , k N-B, Z k N, m У N.і - T kк— w kк— л + Tm v m m і і A^ k (4) n У N.і - N и + Nсr n A^ 1 Тут NZ| - потужність на валу головного привода, обумовлена зондуванням Використовуючи ваговий коефіцієнт Я,, =—^-!—, величина якого визначається в реIX, 1 зультаті зондування, можна по сумарній потужності прокатки визначити величину вільного моменту в одній КЛІТІ (5) Реалізацію пропонованого способу розглянемо на прикладі пристрою для триклітєвого стану Стеккеля, що складається з чорнової КЛІТІ І ЧИСТОВОІ - безперервної групи з двох реверсивних клітей із двома моталками в печах і однією віддаленою моталкою на виході Схема пристрою надана на фіг 1 Кожна прокатна кліть 1 обладнана головним приводом 2 робочих валків і пдронатискним пристроєм 3 Головний привід керується системою 4 групового управління швидкостями і системою 5 регулювання натягу Система 5 регулювання натягу коректує частоту обертання кожної КЛІТІ, крім останньої, дивлячись у напрямку прокатки, по відхиленню переднього натягу від заданого зна 59700 чення У першому проході можуть бути задіяні одночасно три КЛІТІ і пічна моталка 6 При зворотному проході задіяні дві останні КЛІТІ І пічна моталка 7 Моталка 6 при цьому працює як розмотувач В останньому прямому проході задіяні ті ж дві КЛІТІ І віддалена моталки 8 Моталка 7 у цьому випадку служить розмотувачем Задані натяги змотування/розмотування створюються головними приводами 9 моталок Додатково передбачається вузол 10 зондування, а також вузол 11 обчислення натягу в міжклітєвих проміжках На входи вищевказаних вузлів подається синхронізуючий періодичний знакозмінний сигнал 12 з постійною амплітудою (меандр) Вузол 11 перетворить сигнал 12 в індивідуальні зондувальні сигнали 13, які подаються на входи 14 пдронатискних пристроїв 3 у таких масштабах, щоб розмах коливань зусилля прокатки на кожної КЛІТІ був пропорційний поточному середньому цього зусилля за період зондувального сигналу Забезпечується це таким чином Наприкінці кожного напівперюду зчитується сигнал 15 зусилля прокатки, і його значення - записується в кільцевий список на парне число позицій Відношення розмаху коливань зусилля прокатки до поточного середнього значення цього зусилля визначається на кожнім такті по формулі а, = н (6) н де г - парна довжина кільцевого списку, г =2,4,6, , j=1,2, ,r - порядковий номер запису в кільцевому списку, P., - зусилля прокатки в КЛІТІ І на кроці j Відносна величина коливання зусилля прокатки під дією зондувального сигналу повинна бути однаковою для всіх клітей Значення а, повинні дорівнювати загальному завданню, наприклад, азад-0,025 Стабілізація цих відносин забезпечується корекцією амплітуди індивідуальних зондувальних сигналів, наприклад, по інтегральному закону регулювання "знді — "зндіО де Азнді - амплітуда індивідуального зондувального сигналу і-оі КЛІТІ, Азнд і о - те ж саме у початковий момент часу, Ки - коефіцієнт підсилення, t - час Синхронно з вузлом зондування працює і вузол 11 Наприкінці кожного напівперюду зчитується потужність 16 і швидкість 17 прокатки кожної КЛІТІ Миттєве значення потужності записується в кільцевий список на парне число позицій Чим більше позицій, тим краще буде згладжування кінцевого результату Ваговий коефіцієнт КЛІТІ при прокатці без натягу підраховується по формулі н (8) J1 = Усереднена потужність прокатки в кожній КЛІТІ ОЦІНЮЄТЬСЯ по формулі (9) J=i ВІЛЬНІ моменти оцінюються по формулі (5), а натяг міжклітєвих проміжків - по формулі (3) Отриманий таким чином масив 18 сил натягу подається в систему 5 регулювання натягу У цю же систему подається ззовні масив 19 заданих значень натягу Використовуючи дані вищевказаних масивів, система виробляє керуючі впливи 20 на швидкість провідних клітей, які забезпечують стабілізацію сил натягу на рівні заданих значень При цьому в суматорі 21 враховується сигнал 22 завдання швидкості З усього вищеописаного видно, що в пропонованому способі регулювання натягу смуги в процесі прокатки між клітями багатоклітєвого стану з моталками в печах удалося визначити точну величину натягу смуги між кожною кліттю, а це призвело до забезпечення стабільної прокатки і підвищенню якості смуги, що прокочується, по геометричних параметрах 59700 Комп'ютерна верстка Н Лисенко 10 Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for regulation of tension of strip during rolling between stands of multiple-stand rolling mill with furnace coilers
Автори англійськоюBilobrov Yurii Mykolaiovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Kaushanskyi Ihor Borysovych, Ostapenko Arnold Leontiovych
Назва патенту російськоюСпособ регулирования натяжения полосы в процессе прокатки между клетями многоклетевого стана с печными моталками
Автори російськоюБилобров Юрий Николаевич, Стеч Владимир Станиславович, Барабаш Андрей Владимирович, Каушанский Игорь Борисович, Остапенко Арнольд Леонтьевич
МПК / Мітки
МПК: B21B 37/48
Мітки: штаби, спосіб, пічними, клітями, натягу, регулювання, багатоклітьового, моталками, прокатки, стана, процесі
Код посилання
<a href="https://ua.patents.su/5-59700-sposib-regulyuvannya-natyagu-shtabi-v-procesi-prokatki-mizh-klityami-bagatoklitovogo-stana-z-pichnimi-motalkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками</a>
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Солтан Станіслав Леонідович, Яланський Вячеслав Петрович, Тилик Василь Трохимович, Піховкін Микола Миколайович, Путнокі Олександр Юліусович, Коваль Сергій Миколайович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович
МПК: B21B 37/00
Мітки: гарячої, профілю, робочих, регулювання, тонколистового, валків, прокатки, спосіб, стану, безперервного
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Спосіб термічного зміцнення виробів в процесі гарячої прокатки з поздовжнім розділенням розкатів
Номер патенту: 47860
Опубліковано: 15.07.2002
Автори: Шеремет Володимир Олександрович, Курочкін Олександр Федорович, Сокуренко Анатолій Валентинович, Чєрнєнко Валєрій Тарасовіч, Дубина Олег Вікторович, Сміяненко Ігор Миколайович, Худик Валеріан Тарасович, Кузьмєнко Анатолій Грігорьєвіч, Бабенко Михайло Антонович, Костюченко Михайло Іванович
Мітки: процесі, термічного, зміцнення, розкатів, виробів, поздовжнім, гарячої, прокатки, розділенням, спосіб
Формула / Реферат:
Спосіб термічного зміцнення виробів в процесі гарячої прокатки з поздовжнім розділенням розкатів, який включає їх окреме охолодження в автономних потоках і спільне охолодження в одному потоці охолоджувача на заключній стадії перед наступною їх порізкою на ножицях, який відрізняється тим, що спільне охолодження розкатів в одному потоці виконується з можливістю плавного регулювання його тривалості в діапазоні
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Чуб Анатолій Васильович, Попов Марат Васильович, Алпатов Євгеній Миколайович, Кравченко Юрій Олексійович, Сандульский Борис Степанович, Верещагін Олександр Давидович, Ісаков Євген Борисович, Черкащенко Татяна Володимирівна, Островський Ігор Петрович, Борисенко Юрій Миколайович, Вольфович Георгій Вольфович, Більдін Констянтин Михайлович
МПК: B21B 21/00, B21B 21/02
Мітки: стана, труб, прокатки, валок, холодної
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Спосіб виготовлення металевої штаби шляхом деформування валками прокатного стану
Номер патенту: 38089
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B21B 1/22
Мітки: стану, деформування, шляхом, виготовлення, валками, прокатного, спосіб, металевої, штаби
Текст:
...1550 мм листи шириною 800, 1000, 1250, 1400, 1500, 1550 мм та листи з проміжними розмірами за шириною. Приклад. Сляб розмірами 120x1500x5000 мм зі сталі 20КП нагрівають в методичній печі до температури 1300°С, прокатують в чорновій групі клітей до перерізу 25x1520 мм, потім в шестиклітевій чистовій групі з пластичним розтягуванням в міжклітевому просторі. При цьому, відношення швидкості прокатування між другою і першою клітями складає 1,06;...
Спосіб вимірювання натягу
Номер патенту: 40922
Опубліковано: 15.08.2001
Автори: Сацюк Валерій Іванович, Сімененко Олег Володимирович, Єрмоленко Анатолій Олександрович, Раздобаров Віктор Георгійович, Чаков Олександр Миколайович
МПК: G01L 5/04
Мітки: натягу, спосіб, вимірювання
Формула / Реферат:
Спосіб вимірювання натягу, що включає вимірювання зусилля, яке передає смуга на вимірювальний ролик з датчиками сили, визначення кута обхвату смугою вимірювального ролика і коефіцієнта корекції зусилля, що сприймають датчики сили, який відрізняється тим, що кут обхвату і коефіцієнт корекції визначають безперервно в залежності від змінного радіуса рулону на моталці та розмірів конструкції:φ = f(li,R), К=F(Іі,R), де R...
Попередній патент: Установка для сушіння жому
Наступний патент: Датчик ультразвукового витратоміра
Випадковий патент: Енергетичний напій