Спосіб обробки розплаву металу
Номер патенту: 63544
Опубліковано: 15.01.2004
Автори: Цуркін Володимир Миколайович, Дубодєлов Віктор Іванович, Середенко Володимир Олексійович, Гумененко Микола Климович, Грабовий Валерій Михайлович, Фікссен Владислав Миколайович

Формула / Реферат
Спосіб обробки розплаву металу, який включає обробку розплаву змінним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії, який відрізняється тим, що попередньо у локальній зоні розплаву дією електромагнітних сил створюють висхідний потік розплаву, вміщують до нього хвилевідний стрижень та забезпечують циркуляцію розплаву таким чином, щоб, як мінімум, одноразово увесь об'єм розплаву зазнавав електрогідроімпульсної дії.
Текст
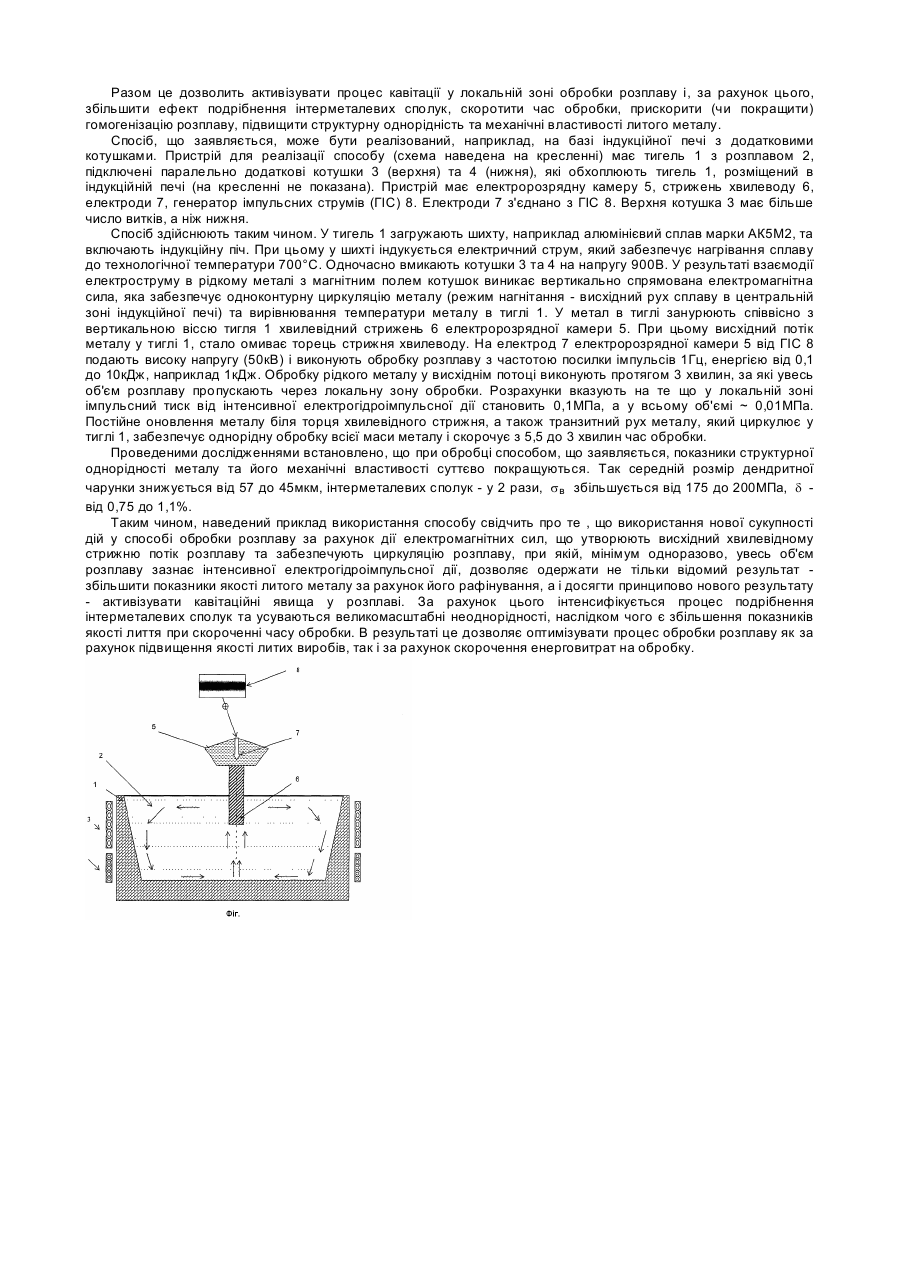
Винахід відноситься до області ливарного виробництва та металургії і може бути застосований при обробці рідких металів та сплавів у процесі їх виплавки та розливання. Відомо спосіб обробки розплаву металу /див. Гулий Г.О. Наукові основи розрядно-імпульсних технологій. Київ: Наук. думка, 1990.- С.129-147/, який включає позапічну дегазацію та рафінування розплаву під впливом імпульсного тиску за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, при модулюванні параметрів дії: частоти посилки імпульсів, енергії в імпульсі. Ознаки, які збігаються з суттєвими ознаками винаходу, що заявляється: обробка розплаву імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії. Причини, які перешкоджають одержанню очікуваного технічного результату: спосіб не дозволяє ефективно обробляти розплав тому, що не передбачає дій, які спрямовані на підвищення імпульсного тиску на розплав, або його частку, а використовує лише ефект флотації. Неоднорідний за своїм складом розплав (від макродефектів до мікро- чи субмікронедосконалостей) потребує підвищення величини тиску, що виникає при електрогідроімпульсній дії у розплаві, яке зможе його більш активно гомогенізувати. Цього важко досягти у великому об'ємі розплаву, але зменшивши об'єм розплаву, що обробляється, можливо досягти підвищення імпульсного тиску, а таким чином й ефекту дії. Прототипом способу, що заявляється, є спосіб обробки розплаву металу /Деклараційний патент України №40038А, МПК 6 В22D27/08, опубл. 16.07.2001, ПВ №6. - С.1.55/, який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, при числі імпульсів електрогідроімпульсної дії на розплав від 330 до 500. Спосіб передбачає дегазацію та рафінування розплаву від включень після введення у розплав, який міститься у ковші, хвилевідного стрижня на задану глибину, та електрогідроімпульсну дію із заданим числом імпульсів. Обробка приводить до видалення газу (зокрема водню) із пов'язаного (у розплаві) стану у вільне, наступної коагуляції газових включень, спливанню їх за законом Стокса, дегазацію розплаву. При протіканні процесу дегазації відбувається видалення з металу частинок шлаку , які знаходяться у зваженому стані, і твердих окислів (неметалевих включень), які прилипли до пухирців газу та флотуються ними на поверхню металу (ВРЕ.М.: Радянська енциклопедія, 1975.-Том 21.-С. 1508-1509.). У будь-якому випадку відбувається процес рафінування (очищення металу) від неметалевих включень. Цей спосіб передбачає введення у розплав металу імпульсного тиску від хвилевідного стрижня при заданому числі імпульсів електрогідроімпульсної дії. Введення в об'єм розплаву змінного тиску здійснюється зануреним у нього хвилевідним стрижнем, що характеризує саму дію на розплав як розосереджену. Ознаки, які збігаються з суттєвими ознаками винаходу, що заявляється: обробка розплаву імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії. Причини, які перешкоджають одержанню очікуваного технічного результату: спосіб не дозволяє ефективно обробляти розплав, тому що не передбачає дій, спрямованих на підвищення імпульсного тиску на розплав або його частку, а використовує лише ефект флотації. Така обробка приводить до подрібнення твердих включень та неоднорідностей у розплаві. Але бажання підвищити ефект дії (структурну однорідність розплаву та литого металу, покращення його механічних властивостей) за рахунок часу обробки призводить до протилежного результату. Тут для інтенсифікації механічних, гідродинамічних та обмінних процесів у розплаві потрібно активізувати вплив на розплав за рахунок підвищення імпульсного тиску (наприклад, за рахунок зменшення об'єму одночасно оброблюваного розплаву при незмінних енергосилових характеристиках дії) та прискорити процес його гомогенізації. Підвищення питомого тиску можливо досягти при дії в локальній зоні обробки розплаву, але таких дій прототип не передбачає. Коли імпульси тиску в локальній зоні направити супроти струменя металу, то ділянка струменя в період ії ущільнення стає джерелом потужних акустичних коливань що приведе до інтенсифікації кавітаційних явищ. Така обробка сприятиме ще більшій інтенсифікації процесу подрібнення інтерметалевих сполук та усуненню великомасштабних неоднорідностей. В основу винаходу поставлено задачу: удосконалити спосіб обробки розплаву металу шляхом введення нової сукупності дій, що дозволить активізувати кавітаційні явища у локальній зоні обробки розплаву, і, за рахунок потужних акустичних коливань, збільшити ефект подрібнення інтерметалевих сполук, скоротити час обробки, прискорити (чи покращити) гомогенізацію розплаву, підвищити структурну однорідність та механічні властивості литого металу. Суть винаходу полягає в тому, що у відомому способі обробки розплаву, який включає обробку розплаву імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії, згідно з винаходом, попередньо у локальній зоні розплаву дією електромагнітних сил створюють висхідний потік розплаву, в який вміщують хвилевідний стрижень та забезпечують циркуляцію розплаву таким чином, щоб, як мінімум, одноразово увесь об'єм розплаву зазнавав електрогідроімпульсної дії. Розкриваючи причинно-наслідковий зв'язок між сукупністю ознак винаходу і технічним результатом, якого можна досягти, необхідно відмітити, що ознака "...попередньо у локальній зоні розплаву дією електромагнітних сил створюють висхідний потік розплаву..." сприяє активній кавітації за рахунок ущільнення струменя, яка стає джерелом потужних акустичних коливань та наводить до ще більшій інтенсифікації процесу подріблення інтерметалевих сполук та усуненню великомасштабних неоднорідностей. Ознаки "... вміщують до нього хвилевідний стрижень та забезпечують циркуляцію розплаву таким чином, щоб, як мінімум, одноразово увесь об'єм розплаву зазнавав інтенсивної електрогідроімпульсної дії..." сприятимуть інтенсифікації механічних, гідродинамічних та обмінних процесів у розплаві та прискорюють процес його гомогенізації, сприятимуть успішній обробці всього розплаву. Разом це дозволить активізувати процес кавітації у локальній зоні обробки розплаву і, за рахунок цього, збільшити ефект подрібнення інтерметалевих сполук, скоротити час обробки, прискорити (чи покращити) гомогенізацію розплаву, підвищити структурну однорідність та механічні властивості литого металу. Спосіб, що заявляється, може бути реалізований, наприклад, на базі індукційної печі з додатковими котушками. Пристрій для реалізації способу (схема наведена на кресленні) має тигель 1 з розплавом 2, підключені паралельно додаткові котушки 3 (верхня) та 4 (нижня), які обхоплюють тигель 1, розміщений в індукційній печі (на кресленні не показана). Пристрій має електророзрядну камеру 5, стрижень хвилеводу 6, електроди 7, генератор імпульсних струмів (ГІС) 8. Електроди 7 з'єднано з ГІС 8. Верхня котушка 3 має більше число витків, а ніж нижня. Спосіб здійснюють таким чином. У тигель 1 загружають шихту, наприклад алюмінієвий сплав марки АК5М2, та включають індукційну піч. При цьому у шихті індукується електричний струм, який забезпечує нагрівання сплаву до технологічної температури 700°С. Одночасно вмикають котушки 3 та 4 на напругу 900В. У результаті взаємодії електроструму в рідкому металі з магнітним полем котушок виникає вертикально спрямована електромагнітна сила, яка забезпечує одноконтурну циркуляцію металу (режим нагнітання - висхідний рух сплаву в центральній зоні індукційної печі) та вирівнювання температури металу в тиглі 1. У метал в тиглі занурюють співвісно з вертикальною віссю тигля 1 хвилевідний стрижень 6 електророзрядної камери 5. При цьому висхідний потік металу у тиглі 1, стало омиває торець стрижня хвилеводу. На електрод 7 електророзрядної камери 5 від ГІС 8 подають високу напругу (50кВ) і виконують обробку розплаву з частотою посилки імпульсів 1Гц, енергією від 0,1 до 10кДж, наприклад 1кДж. Обробку рідкого металу у висхіднім потоці виконують протягом 3 хвилин, за які увесь об'єм розплаву пропускають через локальну зону обробки. Розрахунки вказують на те що у локальній зоні імпульсний тиск від інтенсивної електрогідроімпульсної дії становить 0,1МПа, а у всьому об'ємі ~ 0,01МПа. Постійне оновлення металу біля торця хвилевідного стрижня, а також транзитний рух металу, який циркулює у тиглі 1, забезпечує однорідну обробку всієї маси металу і скорочує з 5,5 до 3 хвилин час обробки. Проведеними дослідженнями встановлено, що при обробці способом, що заявляється, показники структурної однорідності металу та його механічні властивості суттєво покращуються. Так середній розмір дендритної чарунки знижується від 57 до 45мкм, інтерметалевих сполук - у 2 рази, s в збільшується від 175 до 200МПа, d від 0,75 до 1,1%. Таким чином, наведений приклад використання способу свідчить про те , що використання нової сукупності дій у способі обробки розплаву за рахунок дії електромагнітних сил, що утворюють висхідний хвилевідному стрижню потік розплаву та забезпечують циркуляцію розплаву, при якій, мінімум одноразово, увесь об'єм розплаву зазнає інтенсивної електрогідроімпульсної дії, дозволяє одержати не тільки відомий результат збільшити показники якості литого металу за рахунок його рафінування, а і досягти принципово нового результату - активізувати кавітаційні явища у розплаві. За рахунок цього інтенсифікується процес подрібнення інтерметалевих сполук та усуваються великомасштабні неоднорідності, наслідком чого є збільшення показників якості лиття при скороченні часу обробки. В результаті це дозволяє оптимізувати процес обробки розплаву як за рахунок підвищення якості литих виробів, так і за рахунок скорочення енерговитрат на обробку.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing of metal melt
Автори англійськоюDubodelov Viktor Ivanovych, Hrabovyi Valerii Mykhailovych, Humenenko Mykola Klymovych, Seredenko Volodymyr Oleksiiovych, Fikssen Vladyslav Mykolaiovych, Tsurkin Volodymyr Mykolaiovych
Назва патенту російськоюСпособ обработки расплава металла
Автори російськоюДубоделов Виктор Иванович, Грабовой Валерий Михайлович, Гумененко Николай Климович, Середенко Владимир Алексеевич, Фикссен Владислав Николаевич, Цуркин Владимир Николаевич
МПК / Мітки
МПК: B22D 27/08
Мітки: розплаву, обробки, металу, спосіб
Код посилання
<a href="https://ua.patents.su/2-63544-sposib-obrobki-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву металу</a>
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Тимошенко Георгій Павлович, Грабовий Валерій Михайлович, Риндін Микола Георгіевич, Арнаутов Олександр Савельович, Цуркін Володимир Миколайович, Боева Антоніна Анатольівна
МПК: B22D 27/08
Мітки: металу, обробки, спосіб, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Спосіб обробки розплаву металу
Номер патенту: 57804
Опубліковано: 15.07.2003
Автори: Арнаутов Олександр Савельович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Риндін Микола Георгійович, Волков Генадій Васильович
МПК: B22D 27/08, B22D 27/02
Мітки: металу, обробки, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стрижнем, при модулюванні параметрів електрогідроімпульсної дії та заданому числі імпульсів електрогідроімпульсної дії, який відрізняється тим, що електрогідроімпульсну дію здійснюють послідовно на порції розплаву масою від 1/3 до 1/10...
Спосіб обробки великих мас розплаву металу
Номер патенту: 57104
Опубліковано: 16.06.2003
Автори: Грабовий Валерій Михайлович, Цуркін Володимир Миколайович
МПК: B22D 27/08, B22D 27/02
Мітки: спосіб, розплаву, великих, обробки, мас, металу
Формула / Реферат:
Спосіб обробки великих мас розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем, що утворює зону обробки у розплаві при заданих параметрах електрогідроімпульсної дії, який відрізняється тим, що найменше число рівномірно розподілених в об'ємі розплаву зон обробки вираховують із залежності
Спосіб обробки розплаву металу при неперервному литті заготовок
Номер патенту: 40053
Опубліковано: 16.07.2001
Автори: Різун Анатолій Романович, Лепіхов Леонід Сергійович, Ісаєв Олег Борисович, Ващиленко Василь Іванович, Цуркін Володимир Миколайович, Грабовий Валерій Михайлович
МПК: B22D 11/114
Мітки: литті, неперервному, заготовок, спосіб, обробки, розплаву, металу
Формула / Реферат:
Спосіб обробки розплаву металу при неперервному литті заготовок, який включає подачу металу до кристалізатора прямокутного поперечного перерізу, надання металевій стрічці необхідної траєкторії руху та введення до розплаву холодильників у вигляді металевої стрічки під визначеним кутом щодо вертикальної осі кристалізатора та його широкої сторони, який відрізняється тим, що усередину розплаву через стрічку вводять електрогідравлічні ударні...
Спосіб обробки розплаву металу
Номер патенту: 34621
Опубліковано: 15.03.2001
Автори: Волков Генадій Васильович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: металу, розплаву, спосіб, обробки
Формула / Реферат:
1. Спосіб обробки розплаву металу, який містить позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами, та зануреним у розплав хвилеводним стержнем, який не витрачається, при модулюванні параметрів дії, який відрізняється тим, що додатково виконують електрогідроімпульсну дію від електророзрядної камери з зануреним у розплав хвилеводним стержнем, який витрачається.2....
Попередній патент: Спосіб прокатки слябів
Наступний патент: Вихідний підсилювач інвертора квазісинусоїдальної напруги
Випадковий патент: Спосіб приготування соняшникового шроту після екстрагування