Спосіб обробки розплаву металу
Номер патенту: 34621
Опубліковано: 15.03.2001
Автори: Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Волков Генадій Васильович
Формула / Реферат
1. Спосіб обробки розплаву металу, який містить позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами, та зануреним у розплав хвилеводним стержнем, який не витрачається, при модулюванні параметрів дії, який відрізняється тим, що додатково виконують електрогідроімпульсну дію від електророзрядної камери з зануреним у розплав хвилеводним стержнем, який витрачається.
2. Спосіб обробки розплаву металу за п. 1, який відрізняється тим, що до введення у розплав хвилеводного стержня, який витрачається, на його поверхню наносять двошарове (або багатошарове покриття хімічного складу, якого потребує по-запічна дія.
3. Спосіб обробки розплаву металу за п.1, який відрізняється тим, що одночасно з електрогідроімпульсною дією виконують переміщення хвилеводних стержнів, один відносно другого.
Текст
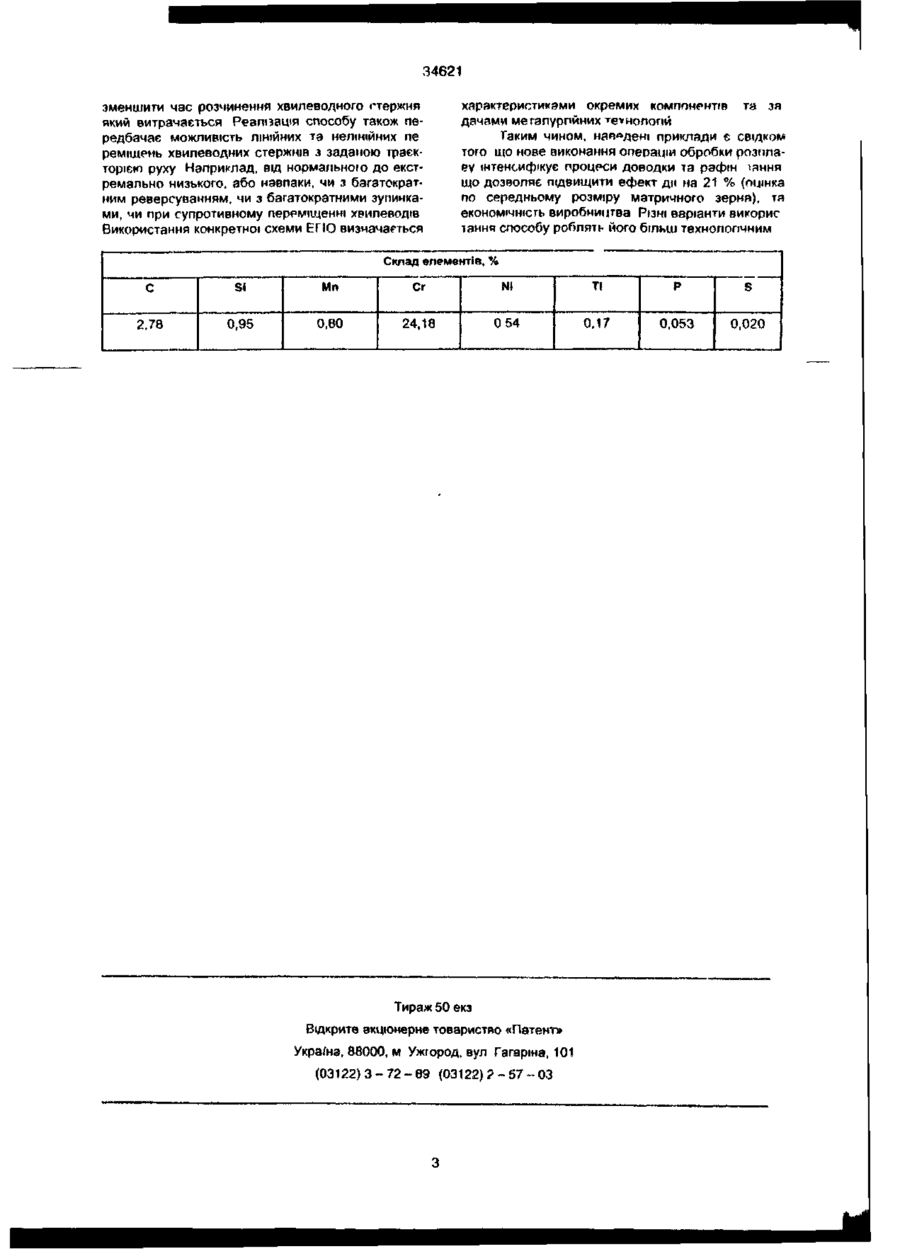
1 Спосіб обробки розплаву металу, який містить позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпупьсної дії від епектророзрядної камери з електродами, та зануреним у розплав хвилеводним стержнем, який не витра чається, при модулюванні параметрів дії, який відрізняється тим, що додатково виконують електрогідроімпульсну дію від елекгророзрядної камери з зануреним у розплав хвилеводним стержнем, який витрачається. 2 Спосіб обробки розплаву металу за п. 1. який відрізняється тим, що до введення у розплав хвипеаодного стержня, який витрачається, на його поверхню наносять двошарове ( або багатошарове покриття хімічного складу, якого потребує позапічна дія. 3 Спосіб обробки розплаву металу за п і , який відрізняється тим, що одночасно з епектрогідроімпупьсною дією виконують переміщення хвилеводних стержнів, один відносно другого. Винахід належить до галузі чорної та кольорової металурги, переважно до способів позапічної обробки розплаву Відомий спосіб обробки розплаву металу /а. с СРСР №1776218 A3. МКВ* B22D 27/08. опубл. 15.11.92, БІ №42. с 147/, який містить позапічну дію на розплав електрогідравлічних ударів, які вводять усередину розплаву, причому обробку виконують серіями електрогідравлічних ударних імпульсів у заданому діапазоні напруги, при швидкості зміни напруги у кожній серії в інтервалі (0.67 0.33) кВ/с. для маси розплаву від 1 до 100 т. Ознаки, які збігаються з суттєвими ознаками винаходу, що заявляється: введення електрогідравлічних ударів усередину розплаву, при модулюванні параметрів дії Причини, які перешкоджають одержанню очікуваного технічного результату: спосіб передбачає дію тільки на фінішної стадії поззлічної обробки розплаву, тобто на стадії дегазації розплаву до розливки. Прототипом способу, що заявляється, є спосіб обробки розплаву металу /див. Гулый Г.А. Научные основы разрядно-имлульсных технологий. - Киев: Наук, думка. 1990. - С 129-147/, який містить позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії від »ктпплями та ла не витрачається, з насадкою, при модулюванні параметрів дії: частоти посилки імпульсів, енергії в імпульсі. Ознаки, які збігаються з сутгєвими ознаками винаходу, що заявляється: позапічна дегазація та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами, та зануреним у розплав хвилеводним стержнем, який не витрачається, при модулюванні параметрів дії. Причини, які перешкоджають одержанню очікуваного технічного результату: використання при електрогідроімпульсній дії хвилеводів, які не витрачаються, передбачає дегазацію та рафінування розплаву від неметалевих включень за рахунок ударних імпульсів, та зняття перегріву за рахунок додаткових затравок зародків, які формуються на поверхні хвилеводу, та скидаються у розплав при кожному розряді; це забезпечує зняття перегріву, але не впливає на хімічний склад металу, що оброблюється, та процеси, які відбуваються при позапічному легуванні та модифікуванні розплаву. 8 основу винаходу поставлено задачу: удосконалити спосіб обробки розплаву металу шляхом нового виконання операцій дії на розплав, що дозволяє забезпечити інтенсифікацію процесів, які відбуваються при позапічній обробці, та за рахунок нього пшвишити ефективність обробки розплаву I.^IU логх^ш'мппш L I C ^ M C M , ниии м« витраK ^ J . чається, при модулюванні параметрів дії, згідно з винаходом що заявляється, додатково здійснюють електропдроімпульсну дію від електророзрядної камери з зануреним у розплав хвилеводним стержнем, який витрачається До введения у розплав хвилеводного стержня який витрачається на його поверхню нгшоспть двошарове або багатошарове покриття ХІМІЧНОГО складу який потребує позапічна дія Одночасно з електропдроімпульсиою дією виконують переміщення хвилеводнмх стержнів, один відносно другого Причиною, яка ставить вимогу удосконалення відомого способу обробки розплаву металу, є досить низька ефективність комплексної поззпічноі обробки великих обсягів розплаву, так як прототип передбачає тільки позапічну дегазацію та рафінування розплаву від неметалевих включень Характер удосконалення у загальному вигляді дозволяє суттєво підвищити еффективність усіх операцій позапічної обробки Так, введення у розплав одночасно не витрачаємого га витрачаємого хвилеводних стержнів дозволяє збільшити ефективність обробки розплаву металу за рахунок підвищення ефективного тиску на торці хвилеводного стержня який витрачається, на величину якає пропорційною ДЯ де AR - різниця між радіусами хвилеводних стержнів, один з яких не витрачається, а другий витрачається Наслідком такого удосконалення є інтенсивне розчинення хвилеводного стержня, який витрачається, та перемішування компонентів у розплаві До того ж, щонайменше радіус хвилевода за рахунок його розчинення тим більший тиск на його торці, тим більше радіус ефективної дм електропдроімпульсної обробки (ЕПО) тим вище ефективність обробки Крім того, нанесення на поверхню хвилеводного стержнй, який витрачається, двошарового або багатошарового покриття визначає можливість спільного виконання процесів доводки металу за ХІМІЧНИМ складом, рафінування від неметалевих включень, легування та модифікування У результаті це приводить до інтенсифікації процесів позапічної обробки розплаву, та підвищенню економічності виробництва До того ж одночасно з єлектропдроімпульсною дією можливо виконувати переміщення хвилеводних стержнів, один з яких витрачається, а другий не витрачається, один відносно другого Саме ця операція, згідно з винаходом, надає способу підвищену гнучкість, та технологічність Крім того, рівень занурення хвилеводних стержнів у розплав може різнитися углибу, завдяки чому досягається зонна обробка за чином питомної ваги добавок Причому, параметри дії, які уводять у розплав, можуть різнитися за значенням щодо обох типів хвилеводів Приклад виконання способу Об'єктом обробки було використовано сплав з покриті ям із високольогованноі стружки складу, який містить сплав 250Х25НТ) Діаметр хвилевода, який не витрачається, становив 50 мм (матеріал 12Х18НЮТ) Після занурення хвилеводів у розплав починзпи елекгропдроімпульсну обробку з параметрами ди частота посилок імпульсів -З Гц, запасаема енергія у імпульсі 2,5 кДж, тривалість FTIO - (2-5) ХРИЛИНИ За цей період покриття хвипеводэ, який витрачається було розчинено у розплав» нз 100 % Температура металу перед розливом становила - 1540 °С ХІМІЧНИЙ склад отриманого сплаву наведено у таблиці Металознавчим дослідженням встановлено підвищення карбідної евтектики у дослідному металі Середній розмір матричних зерен зменшився з 22 11 мкм, у контрольному зразку, до 17 53 мкм, у дослідному зразку, тобто на 21 % Саме цей сплав було застосовано у виробництві відливок насосів для мокрого емульгування пульпи Встановлено, що СТІЙКІСТЬ деталей типу "колесо" збільшується від 1000 годин (технологія ВАТ МГЗ ) до 5000 годин (технологія ЕПО хвилеводом, який витрачається), та до 7000 годин, при використанні одноразової ЕПО хвипеводними стержнями, один з яких витрачається, а другий не витрачається Тривалість операцій доводки, рафінування, було скорочено з 25 хвилин до (2-5) хвилин, за рахунок інтенсифікації фізіко-хімнних процесів при ЕПО розплаву У конкретному прикладі виконання способу були використовані (щодо покриття хвилеводу, який витрачається) відходи власного виробництва що дуже важливо з економічної точки зору При великих обсягах розплаву, який обробляється одночасно, наприклад (350450) т, також можливо використання ВІДХОДІВ власного виробництва у вигляді прокату, відливки, неперєрвнолитої заготовки, які закріплюють на електроразрядній камері, замість хвилеводного стержня Крім того, використання у покритті хвилевода вапна, та одноразове переміщення хвилеводів один відносно другого, сприяє додатковому спорожненню розплаву від сірки Ці приклади обґрунтовують можливість виконання покриття хвилеводного стержня, який використовується багатошаровим До того ж, лад чергування слоїв буде визначати ПОСЛІДОВНІСТЬ технологічних операцій (та ХІМІЧНИХ реакцій) легування, доводки ХІМІЧНОГО складу щодо заданого, розкислення, модифікування, та інших Реалізація способу передбачає і можливість модулювання параметрів дії енергії в імпульсі, частоти, тривалості ди тощо Наприклад, опісля одночасного ЕПО розплаву двома хвилеводами роботу електроразрядної камери з хвилеводом який витрачається, припиняли та на протязі ' ЗО секунд продовжували ЕПО однією камерою Це забезпечило рівномірний розподіл компонентів до* бавок у розплаві, усунення структурної неоднорщ• НОСТІ, Та екОНОМІЮ еЛеКТРОенеОГІІ V ЛПУГПМи ПЯ-*І ремально низького, або навпаки, чи і багг ним реверсуванням, чи з багатократними і ми, чи при супротивному переміщенні хвиг Використання конкретної схеми ЕПО визна1 С SI Mn 2,78 0,95 0,80 Відкрите акці УКРАЇНА (19} UA їж 34621 п А (51) 6B22D27/08 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ОПИС ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНО» ВЛАСНОСТІ ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА ВИНАХІД видасться під відповідальність власника патенту (54) СПОСІБ ОБРОБКИ РОЗПЛАВУ МЕТАЛУ (21)98084484 (22) 18 08 1998 (24) 15 03 2001 (46) 15 032001, Е>юл № 2. 2001 р Валерій Михайлович, Волков (72)Грабовий Генадіи Васильович Цуркін Володимир Миколайович (73) ІНСТИТУТ ІМПУЛЬСНИХ ПРОЦЄСІВ І ТЕХНОЛОПИ НАН УКРАЇНИ (57) 1 Спосіб обробки розплаву металу, який містить позапічну дегазацію та рафінування розплаву, за рахунок рлектропдроімпульсної дії від електророзрядної камери з електродами, та зануреним у розплав хвилеводним стержнем який не витра чається, при модулюванні параметрів ди. який відрізняється тим що додатково виконують епрктро гідроімпульсну дію від елекгророзрядної камери з зануреним у розплав хвилеводним стержнем який витрачається ? Спосіб обробки розплаву металу за п 1 який відрізняється тим, що до введення у розплав хвилеводчого стержня, який витрачається, на його поверхню наносять двошарове ( або багатошарове покриття ХІМІЧНОГО складу, якого потребує лозапічна дія З Спосіб обробки розплаву металу за п 1. який відрізняється тим, що одночасно з електропдроїмиупьсною дією виконують переміщення хвилеводних стержнів, один відносно другого Винахід належить до галузі чорної та кольорової металурги переважно до способів позапічної обробки розплаву Відомий спосіб обробки розплаву металу /а с СРСР №1770218 A3. МКВ^ B2?D 27/08 опубл 15 1192, БІ №42 с 147/, який містить позапічну дію на розплав електрогідравлічних ударів, які вводять усередину розплаву, причому обробку виконують серіями електрогідравлічних ударних імпульсів у заданому діапазоні напруги, при швидкості зміни напруги у кожній серп в інтервалі (0.67 0.33) кВ/с для маси розплаву від 1 до 100 т Ознаки які збігаються з суттєвими ознаками винаходу, що заявляється введення електрогідравлічних ударів усередину розплаву, при модулюванні параметрів дм Причини які перешкоджають одержанню очікуваного технічного результату спосіб передбачає дію тільки на фінішної стадії гозапічної обробки розплаву, тобто на стадії дегазацн розплаву до розливки Прототипом способу, що заявляється, є спосіб обробки розплаву металу /див Гулый Г А Научные основы разрядно-импульсных технологий -Киев Наук думка 1990 -С 129-147/, який містить позапічну дегазацію та рафінування розплаву за рахунок електрондроімпульсної дп від електроразрядної камери з електродами та зануреним у розплав хвилеводиим стержнем, який не витрачається з насадкою, при модулюванні параметрів дн частоти посилки імпульсів, енергії в імпульсі Ознаки які збігаються з суттєвими ознаками винаходу, що заявляється позапічна дегазація та рафінування розплаву, за рахунок електропдроімпульсної ди від електророзрядної камери з електродами та зануреним у розплав хвилеводним стержнем який не витрачається, при модулюванні параметрів ди Причини, які перешкоджають одержанню очікуваного технічного результату використання при електропдро'мпульсній дії хвилеводів які не витрачаються передбачає дегазацію та рафінування розплаву від неметалевих включень за рахунок ударних імпульсів та зняття перегріву за рахунок додаткових затравок зародків, які формуються на поверхні хвилеводу та скидаються у розплав при кожному розряді, це забезпечує зняття перегріву але не впливає на ХІМІЧНИЙ склад металу, що оброблюється, та процеси які відбуваються при позапічному легуванні та модифікуванні розплаву В основу винаходу поставлено задачу удосконалити спосіб обробки розплаву металу шляхом нового виконання операцій дії на розплав, що дозволяє забезпечити інтенсифікацію процесів, які відбуваються при позапічній обробці, та за рахунок цього підвищити ефективність обробки розплаву металу о> 346? 1 Суть винаходу полягає у тому що у відомо му способі обробки розплаву металу, який містить позапічну дегазацію га рафінування розплаву за рахунок рлектропдроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стержнем, який не витрачається, при модулюванні параметрів дм, згідно з винаходом що заявляється, додатково здійснюють електропдроімпульсну дію від електророзрядної камери з зануреним у розплав хвилеводним стержнем, який витрачається До введення у розплав хвилеводного стержня який витрачається на його поверхню наносять двошарове або багатошарове покриття ХІМІЧНОГО складу який потребує позапічна дія Одночасно з електропдроімпульсиою дією виконують переміщення хвилеводних стержнів, один відносно другого Причиною, яка ставить вимогу удосконалення відомого способу обробки розплаву металу, є досить низька ефективність комплексної позапічноі обробки великих обсягів розплаву, так як прототип передбачає тільки позапічну дегазацію та рафінування розплаву від неметалевих включень Характер удосконалення у загальному вигляді дозволяє суттєво підвищити еффективність усіх операцій позапічної обробки Так, введення у розплав одночасно не витрачаємого та витрачаємого хвилеводних стержнів дозволяє збільшити ефективність обробки розплаву металу за рахунок підвищення ефективного тиску на тори» хвилеводного стержня, який витрачається, на величину яка є пропорційною AR де AR - різниця між радіусами хвилеводних стержнів, один з яких не витрачається, а другий витрачається Наслідком такого удосконалення є інтенсивне розчинення хвилеводного стержня, який витрачається, та перемішування компонентів у розплаві До того ж, щонайменше радіус хвилевода за рахунок його розчинення тим більший тиск на його торці, тим більше радіус ефективної ди електропдроімпульсної обробки (ЕПО) тим вище ефективність обробки Крім того, нанесення на поверхню хвилеводного стержня, який витрачається, двошарового або багатошарового покриття визначає можливість спільного виконання процесів доводки металу за ХІМІЧНИМ складом, рафінування від неметалевих включень, легування та модифікування У результаті це приводить до інтенсифікації процесів позапічної обробки розплаву, та підвищенню економічності виробництва До того ж одночасно з електропдроімпульсною дією можливо виконувати переміщення хвилеводних стержнів, один з яких витрачається, а другий не витрачається, один відносно другого Саме ця операція, згідно з винаходом, надає способу підвищену гнучкість, та технологічність Крім того, рівень занурення хвилеводних стержнів у розппав може різнитися углибу, завдяки чому досягається зонна обробка за чином питомної ваги добавок Причому, параметри ди, які уводять у розплав можуть різнитися за значенням щодо обох типів хвилеводів Приклад виконання способу Об'єктом обробки було використовано сплав марки 250Х25НТ Для одержання розплаву та нагрівання його до визначено* температури застосували індукційну піч марки ЮТ 0,06 Температура металу перед зануренням у розплав хвилеводів один з яких витрачається а другий не витрачається, становила 1600 °С Обидва хвилевода вводили у розплав одночасно Діаметр хвилевода, який витрачається, становив 20 мм {матеріал Ст 3 сп , з покриттям із високольогованної стружки складу, який містить сплав 250Х25НТ) Діаметр хвилевода, який не витрачається, становив 50 мм (матеріал 12Х18Н10Т) Після занурення хвилеводів у розппав починали елекгропдроімпульсну обробку з параметрами ди частота посилок імпульсів -З Гц, запасаема енергія у імпульсі 2,5 кДж, тривалість ЕПО - (2-5) хвилини За цей період покриття хвилевода, який витрачається було розчинено у розплаві на 100 % Температура металу перед розливом становила - 1540 °С ХІМІЧНИЙ склад отриманого сплаву наведено у таблиці Металознавчим дослідженням встановлено підвищення карбідної евтектики у дослідному металі Середній розмір матричних зерен зменшився з 22,11 мкм, у контрольному зразку, до 17 53 мкм, у дослідному зразку, тобто на 21 % Саме цей сплав було застосовано у виробництві відливок насосів для мокрого емульгування пульпи Встановлено, що СТІЙКІСТЬ деталей типу "колесо" збільшується від 1000 годин (технологія ВАТ МГЗ ) до 5000 годин (технологія ЕПО хвилеводом, який витрачається), та до 7000 годин, при використанні одноразової ЕПО хвилеводними стержнями, один з яких витрачається, а другий не витрачається Тривалість операцій доводки, рафінування, було скорочено з 25 хвилин до (2-5) хвилин, за рахунок інтенсифікації фізіко-хімічиих процесів при ЕПО розплаву У конкретному прикладі виконання способу були використовані (щодо покриття хвилеводу, який витрачається) відходи власного виробництва, що дуже важливо з економічної точки зору При великих обсягах розплаву, який обробляється одночасно, наприклад (350450) т, також можливо використання ВІДХОДІВ власного виробництва у вигляді прокату, відливки, неперервнолитої заготовки, які закріплюють на електроразрядній камері, замість хвилеводного стержня Крім того, використання у покритті хвилевода вапна, та одноразове переміщення хвилеводів один відносно другого, сприяє додатковому спорожненню розплаву від сірки Ці приклади обґрунтовують можливість виконання покриття хвилеводного стержня, який використовується багатошаровим До того ж, лад чергування слот буде визначати ПОСЛІДОВНІСТЬ технологічних операцій (та хімічних реакцій) легування, доводки ХІМІЧНОГО складу щодо заданого, розкислення, модифікування, та інших Реалізація способу передбачає і можливість модулювання параметрів дії енергії в імпульсі, частоти тривалості ди тощо Наприклад, опісля одночасного ЕПО розплаву двома хвилеводами роботу електроразрядної камери з хвилеводом який витрачається, припиняли та на протязі ЗО секунд продовжували ЕПО однією камерою Це забезпечило рівномірний розподіл компонентів добавок у розплаві, усунення структурної неоднорідності, та економію електроенергії У другому разі ЕПО виконували при енергії в імпульсі 2,5 кДж (хвилевод, який не витрачається), та 1,25 кДж (хвилевод, який витрачається) Це дозволило на ЗО % 34621 зменшити час розчинення хвилеводного гтержня який витрачається Реалізація способу також передбачає можливість ЛІНІЙНИХ та нелінійних пе реміщень хвипеводних стержнів з заданою траєкторією руху Наприклад, від нормального до екстремально низького, або навпаки, чи з багатократним реверсуванням, чи з багатократними зупинками, чи при супротивному переміщенні хвилеводів Використання конкретної схеми ЕГІО визначається характеристиками окремих компонентів та за дачами мегзлурпйних Т ЄУНОЛОПЙ Таким чином, наведені приклади є свідком того що нове виконання операцій обробки розплаву інтенсифікує процеси доводки та рафій тання що дозволяє підвищити ефект ди на 21 % (оцінка по середньому розміру матричного зерна), та економічність виробництва РІЗНІ варіанти викорис тання способу роблять його більш технологічним Склад елементів, % С Si МП Cr N! ТІ P S 2,78 0,95 0,80 24,18 0 54 0,17 0,053 0,020 Тираж 50 екз Відкрите акціонерне товариство «Патент» Украґна, 88000, м Ужгород, вул Гагаріна, 101 ( 0 3 1 2 2 ) 3 - 7 2 - 8 9 (03122) ? - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of metal melt processing
Автори англійськоюVolkov Henadii Vasyliovych
Назва патенту російськоюСпособ обработки расплава металла
Автори російськоюВолков Геннадий Васильевич
МПК / Мітки
МПК: B22D 27/08
Мітки: металу, розплаву, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/6-34621-sposib-obrobki-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву металу</a>
Спосіб обробки розплаву
Номер патенту: 28716
Опубліковано: 16.10.2000
Автори: Волков Генадій Володимирович, Грабовий Валерій Михайлович
Мітки: спосіб, розплаву, обробки
Формула / Реферат:
Спосіб обробки розплаву, який включав позапічну обробку розплаву з використанням високовольтних електричних розрядів напругою V=30...60 кВ. енергією в імпульсі Wo<100 кДж та частотою f>0,5 Гц, який відрізняється тим, що енергію в імпульсі Wo та частоту f визначають з емпіричних залежностей, що забезпечують отримання потрібних значень твердості HRC(л) та відносного подовження
Прилад для обробки потоку розплаву металу чи рідкого сплаву на основі алюмінія чи магнія
Номер патенту: 5552
Опубліковано: 28.12.1994
Автори: Жан-Марі Істер, Серж Мере, Тьєррі Ле Скул
МПК: C22B 9/05
Мітки: розплаву, потоку, прилад, основі, алюмінія, магнія, сплаву, рідкого, обробки, металу
Формула / Реферат:
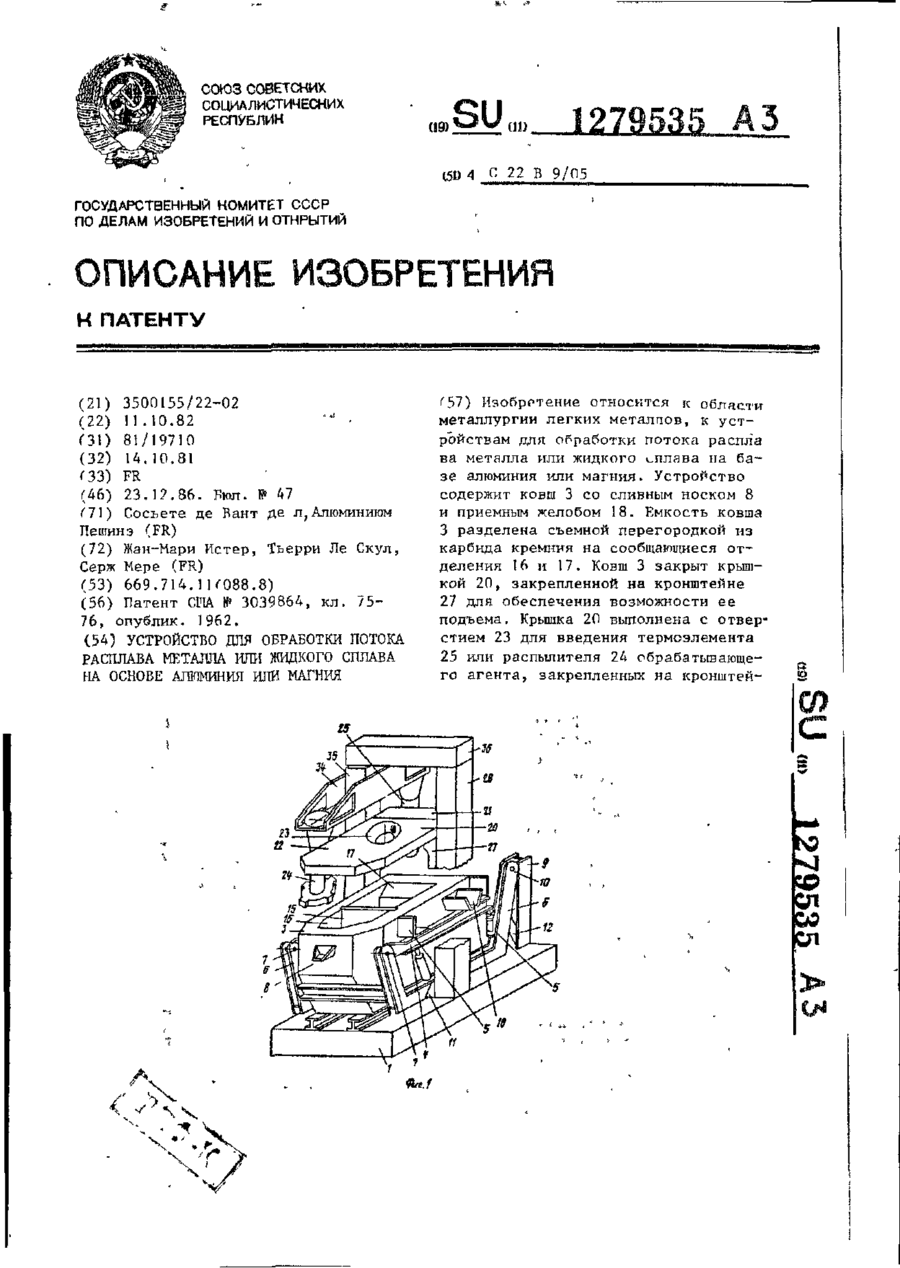
1.Устройство для обработки потока расплава металла или жидкого сплава на основе алюминия или магния, содержащее ковш с металлическим кожухом и огнеупорной футеровкой, перегородкой, разделяющей ковш на два сообщающихся между собой отделения, одно из которых выполнено с желобом для подачи жидкого металла, а другое - с выпускным носком с осью, совпадающей с осью ковша, средство для нагрева жидкого металла, распылитель обрабатывающего агента и...
Установка для безперервного відливання стрічки металу ( варіанти), електромагнітний пристрій для запобігання витіканню розплаву металу і спосіб запобігання за допомогою магніту витіканню розплавленого металу
Номер патенту: 27804
Опубліковано: 16.10.2000
Автор: Гербер Ховард
МПК: B22D 11/06, B22D 27/02
Мітки: допомогою, магніту, металу, електромагнітний, розплаву, стрічки, розплавленого, відливання, спосіб, витіканню, запобігання, варіанти, безперервного, пристрій, установка
Текст:
...пластин между ребрами; Фиг. 13 - разрез по линии 13-13 на фиг. 12; Фиг. 14 - разрез по линии 14-14 на фиг. 12; Фиг. 15 - вид в перспективе другого варианта устройства, используемого в другом варианте установки; Фиг. 16 - вид сверху с частичным разрезом другого варианта установки с устройством, показанный на фиг. 15; Фиг. 17 - разрез по линии 17-17 на фиг. 15 с непоказанной задней частью катушки; Фиг. 18 - увеличенный вид участка фиг 16....
Спосіб збагачування цинком розплаву для цинкування сталевих виробів
Номер патенту: 30641
Опубліковано: 15.12.2000
Автори: Мітніков Ілля Юхимович, Агапов Володимир Миколайович, Сергєєв Віктор Володимирович, Куцін Володимир Семенович, Макієвський Юрій Ізотович, Гончар Володимир Павлович
МПК: C23C 2/06
Мітки: виробів, сталевих, цинком, цинкування, спосіб, збагачування, розплаву
Формула / Реферат:
Спосіб збагачення цинком розплаву для цинкування сталевих виробів, що включає збір вигарків з дзеркала розплаву, їх здрібнення, виділення з вигарків, покритих їх залишками, часток цинку та наступне уведення цих часток у розплав, який відрізняється тим, що покриті залишками вигарків частки цинку перед уведенням у розплав розміщують у перфорованому контейнері, у якому їх промивають, флюсують та сушать, а потім здійснюють уведення у розплав...
Спосіб отримання метастабільних металів і сплавів з розплаву
Номер патенту: 28768
Опубліковано: 16.10.2000
Автори: Цуркін Володимир Миколайович, Волков Генадій Володимирович, Грабовий Валерій Михайлович, Власов Павло Євгенович
МПК: C22C 1/02, B22D 27/02
Мітки: отримання, сплавів, металів, метастабільних, спосіб, розплаву
Формула / Реферат:
Спосіб отримання метастабільних металів і сплавів з розплаву, який містить розплавлення металу або сплаву, нагрівання його до визначеної температури, переохолодження, введення затравок зародків, які мають інший хімічний склад, витримування, яке забезпечує IX засвоєння, розливання у відливки або зливки, який відрізняється тим, що переохолодження металу або сплаву, введення затравок зародків та їх засвоєння роблять одночасово шляхом...
Попередній патент: Спосіб обробки формоутворюючої поверхні щита дзеркальної антени
Наступний патент: Спосіб прогнозування ресурсу дизельного двигуна
Випадковий патент: Спосіб лікування остеопорозу