Спосіб прокатки слябів
Номер патенту: 63543
Опубліковано: 15.01.2004
Автори: Дригін Олександр Іванович, Бойко Володимир Семенович, Мангуш Валентин Георгійович, Климанчук Владислав Владиславович, Зеленський Віктор Євгенович, Рапін Аркадій Олександрович, Шебаніц Едуард Миколайович, Карнаушенко Ніл Андрійович, Омельяненко Микола Іванович
Формула / Реферат
Спосіб прокатки слябів, що включає подачу зливка у валки реверсивного стана визначеною частиною, наприклад донною, з наступним його обтиском у низці послідовних пропусків, при цьому у пластових пропусках додатково здійснюють калібрувальний пропуск, встановлюючи розхил валків з урахуванням виробленості виливниць, а один чи два пластових пропуски після калібрувального, в якому донна частина є заднім кінцем, здійснюють без обтискання, який відрізняється тим, що прокатку починають з ребрових пропусків, в яких обтиск здійснюють переважно тільки в тих із них, коли донна частина зливка є переднім кінцем при прокатуванні.
Текст
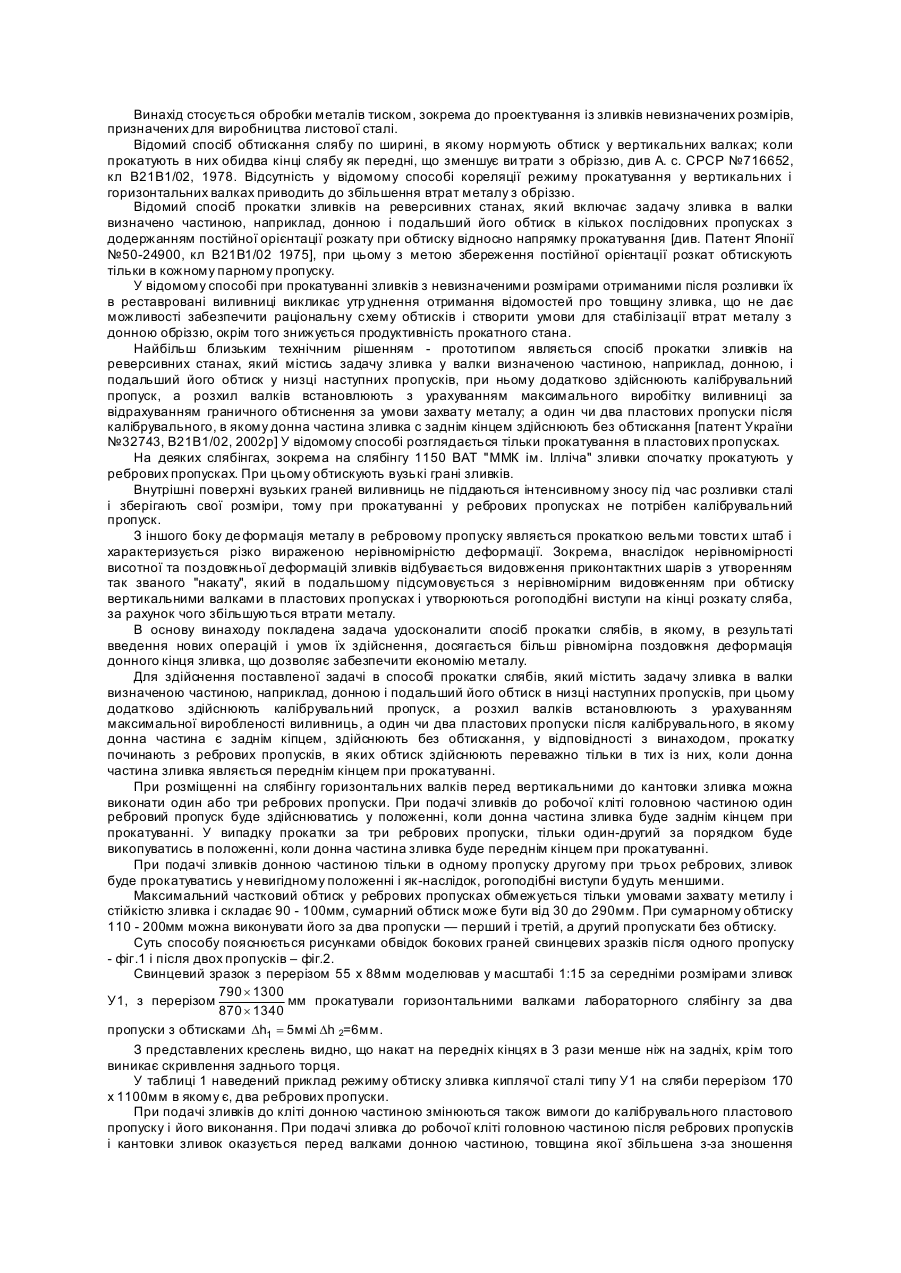
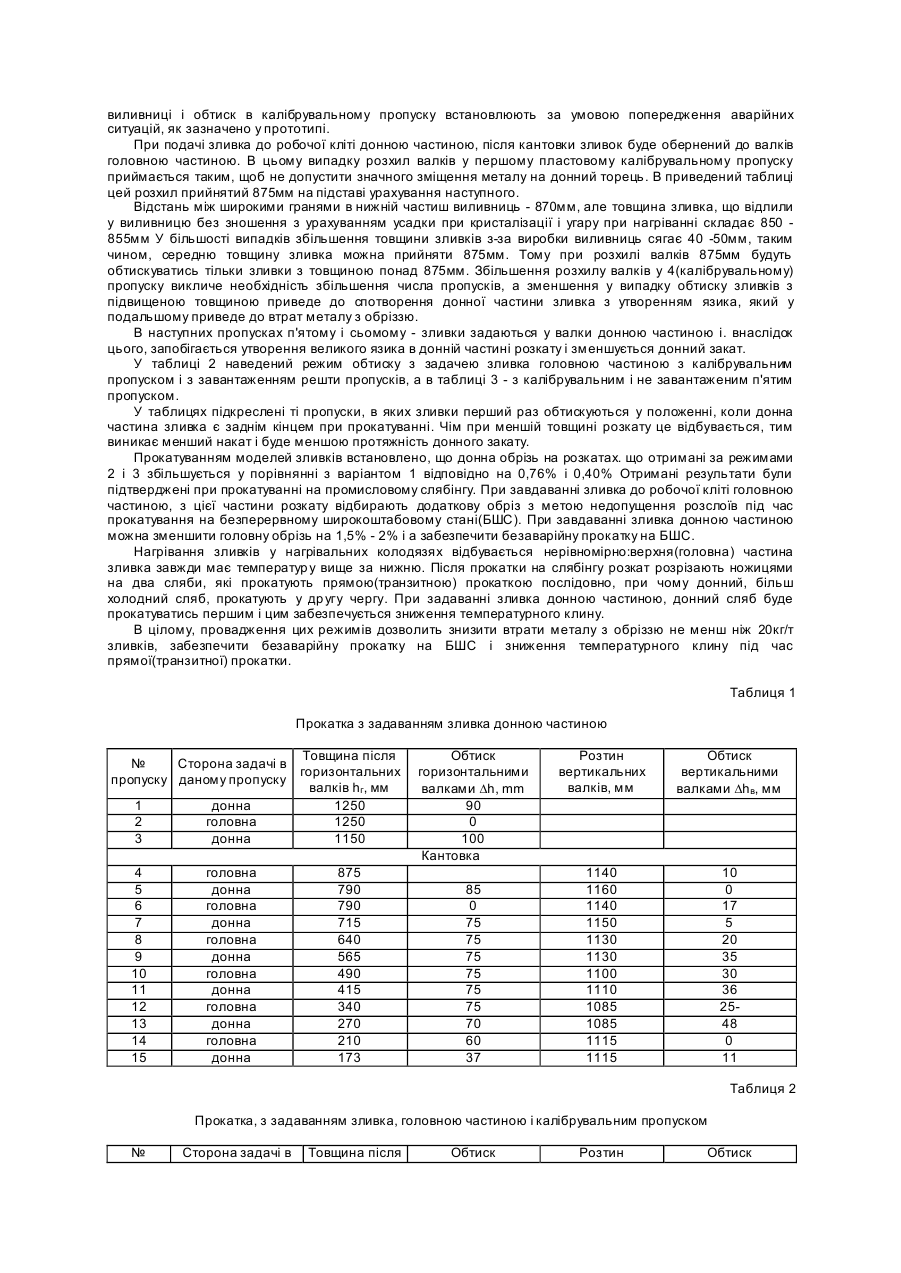
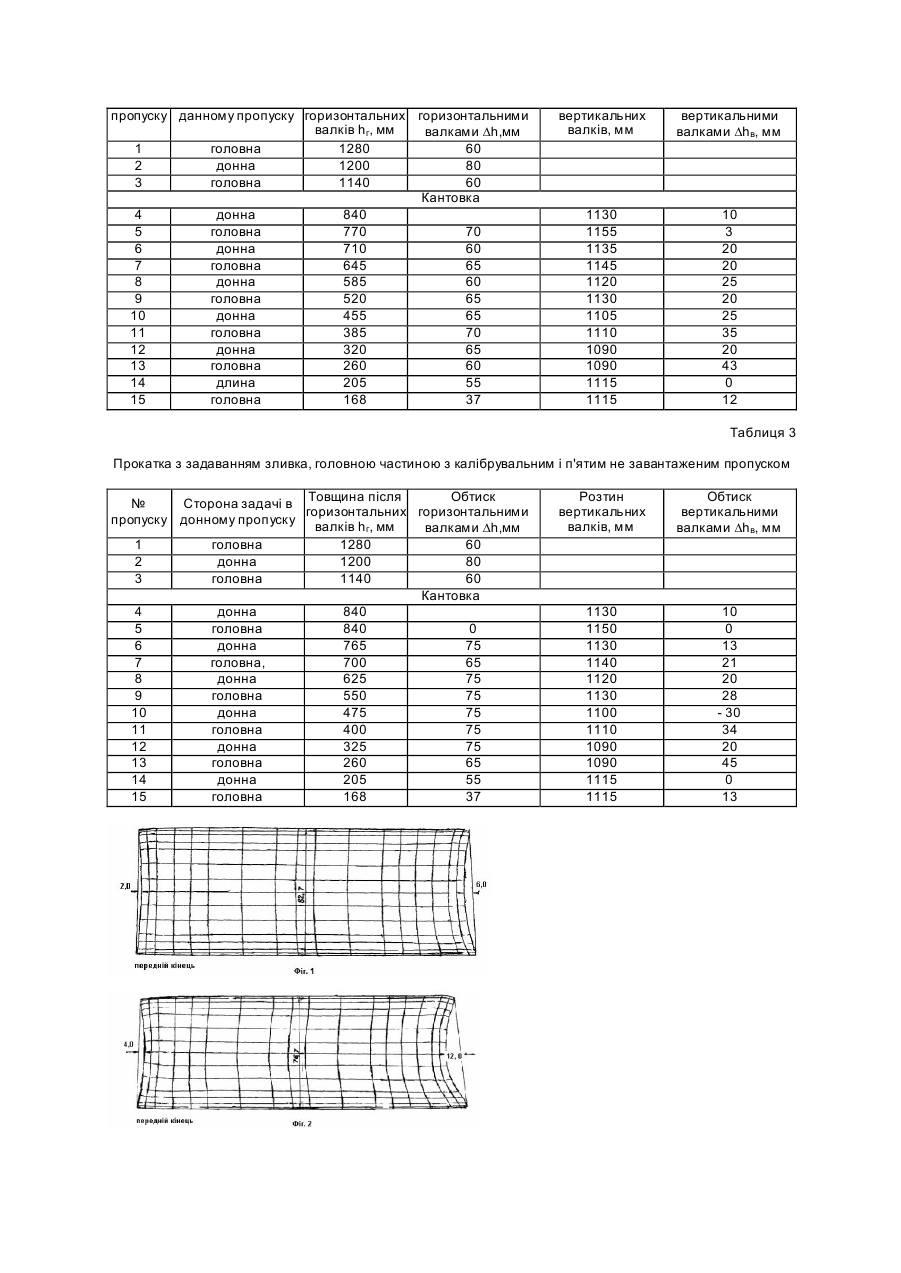
Винахід стосується обробки металів тиском, зокрема до проектування із зливків невизначених розмірів, призначених для виробництва листової сталі. Відомий спосіб обтискання слябу по ширині, в якому нормують обтиск у вертикальних валках; коли прокатують в них обидва кінці слябу як передні, що зменшує ви трати з обріззю, див А. с. СРСР №716652, кл В21В1/02, 1978. Відсутність у відомому способі кореляції режиму прокатування у вертикальних і горизонтальних валках приводить до збільшення втрат металу з обріззю. Відомий спосіб прокатки зливків на реверсивних станах, який включає задачу зливка в валки визначено частиною, наприклад, донною і подальший його обтиск в кількох послідовних пропусках з додержанням постійної орієнтації розкату при обтиску відносно напрямку прокатування [див. Патент Японії №50-24900, кл В21В1/02 1975], при цьому з метою збереження постійної орієнтації розкат обтискують тільки в кожному парному пропуску. У відомому способі при прокатуванні зливків з невизначеними розмірами отриманими після розливки їх в реставровані виливниці викликає утр уднення отримання відомостей про товщину зливка, що не дає можливості забезпечити раціональну схему обтисків і створити умови для стабілізації втрат металу з донною обріззю, окрім того знижується продуктивність прокатного стана. Найбільш близьким технічним рішенням - прототипом являється спосіб прокатки зливків на реверсивних станах, який містись задачу зливка у валки визначеною частиною, наприклад, донною, і подальший його обтиск у низці наступних пропусків, при ньому додатково здійснюють калібрувальний пропуск, а розхил валків встановлюють з урахуванням максимального виробітку виливниці за відрахуванням граничного обтиснення за умови захвату металу; а один чи два пластових пропуски після калібрувального, в якому донна частина зливка с заднім кінцем здійснюють без обтискання [патент України №32743, В21В1/02, 2002р] У відомому способі розглядається тільки прокатування в пластових пропусках. На деяких слябінгах, зокрема на слябінгу 1150 ВАТ "ММК ім. Ілліча" зливки спочатку прокатують у ребрових пропусках. При цьому обтискують вузькі грані зливків. Внутрішні поверхні вузьких граней виливниць не піддаються інтенсивному зносу під час розливки сталi і зберігають свої розміри, тому при прокатуванні у ребрових пропусках не потрібен калібрувальний пропуск. З іншого боку де формація металу в ребровому пропуску являється прокаткою вельми товсти х штаб і характеризується різко вираженою нерівномірністю деформації. Зокрема, внаслідок нерівномірності висотної та поздовжньої деформацій зливків відбувається видовження приконтактних шарів з утворенням так званого "накату", який в подальшому підсумовується з нерівномірним видовженням при обтиску вертикальними валками в пластових пропусках і утворюються рогоподібні виступи на кінці розкату cляба, за рахунок чого збільшуються втрати металу. B основу винаходу покладена задача удосконалити спосіб прокатки слябів, в якому, в результаті введення нових операцій і умов їх здійснення, досягається більш рівномірна поздовжня деформація донного кінця зливка, що дозволяє забезпечити економію металу. Для здійснення поставленої задачі в способі прокатки слябів, який містить задачу зливка в валки визначеною частиною, наприклад, донною і подальший його обтиск в низці наступних пропусків, при цьому додатково здійснюють калібрувальний пропуск, а розхил валків встановлюють з урахуванням максимальної виробленості виливниць, а один чи два пластових пропуски після калібрувального, в якому донна частина є заднім кіпцем, здійснюють без обтискання, у відповідності з винаходом, прокатку починають з ребрових пропусків, в яких обтиск здійснюють переважно тільки в тих із них, коли донна частина зливка являється переднім кінцем при прокатуванні. При розміщенні на слябінгу горизонтальних валків перед вертикальними до кантовки зливка можна виконати один або три ребрових пропуски. При подачі зливків до робочої кліті головною частиною один ребровий пропуск буде здійснюватись у положенні, коли донна частина зливка буде заднім кінцем при прокатуванні. У випадку прокатки за три ребрових пропуски, тільки один-другий за порядком буде викопуватись в положенні, коли донна частина зливка буде переднім кінцем при прокатуванні. При подачі зливків донною частиною тільки в одному пропуску другому при трьох ребрових, зливок буде прокатуватись у невигідному положенні і як-наслідок, рогоподібні виступи будуть меншими. Максимальний частковий обтиск у ребрових пропусках обмежується тільки умовами захвату метилу і стійкістю зливка і складає 90 - 100мм, сумарний обтиск може бути від 30 до 290мм. При сумарному обтиску 110 - 200мм можна виконувати його за два пропуски — перший і третій, а другий пропускати без обтиску. Суть способу пояснюється рисунками обвідок бокових граней свинцевих зразків після одного пропуску - фіг.1 і після двох пропусків – фіг.2. Свинцевий зразок з перерізом 55 х 88мм моделював у масштабі 1:15 за середніми розмірами зливок 790 ´ 1300 У1, з перерізом мм прокатували горизонтальними валками лабораторного слябінгу за два 870 ´ 1340 пропуски з обтисками Dh1 = 5ммі Dh 2=6мм. З представлених креслень видно, що накат на передніх кінцях в 3 рази менше ніж на задніх, крім того виникає скривлення заднього торця. У таблиці 1 наведений приклад режиму обтиску зливка киплячої сталі типу У1 на сляби перерізом 170 x 1100мм в якому є, два ребрових пропуски. При подачі зливків до кліті донною частиною змінюються також вимоги до калібрувального пластового пропуску і його виконання. При подачі зливка до робочої кліті головною частиною після ребрових пропусків і кантовки зливок оказується перед валками донною частиною, товщина якої збільшена з-за зношення виливниці і обтиск в калібрувальному пропуску встановлюють за умовою попередження аварійних ситуацій, як зазначено у прототипі. При подачі зливка до робочої кліті донною частиною, після кантовки зливок буде обернений до валків головною частиною. В цьому випадку розхил валків у першому пластовому калібрувальному пропуску приймається таким, щоб не допустити значного зміщення металу на донний торець. В приведений таблиці цей розхил прийнятий 875мм на підставі урахування наступного. Відстань між широкими гранями в нижній частиш виливниць - 870мм, але товщина зливка, що відлили у виливницю без зношення з урахуванням усадки при кристалізації і угару при нагріванні складає 850 855мм У більшості випадків збільшення товщини зливків з-за виробки виливниць сягає 40 -50мм, таким чином, середню товщину зливка можна прийняти 875мм. Тому при розхилі валків 875мм будуть обтискуватись тільки зливки з товщиною понад 875мм. Збільшення розхилу валків у 4(калібрувальному) пропуску викличе необхідність збільшення числа пропусків, а зменшення у випадку обтиску зливків з підвищеною товщиною приведе до спотворення донної частини зливка з утворенням язика, який у подальшому приведе до втрат металу з обріззю. В наступних пропусках п'ятому і сьомому - зливки задаються у валки донною частиною і. внаслідок цього, запобігається утворення великого язика в донній частині розкату і зменшується донний закат. У таблиці 2 наведений режим обтиску з задачею зливка головною частиною з калібрувальним пропуском і з завантаженням решти пропусків, а в таблиці 3 - з калібрувальним і не завантаженим п'ятим пропуском. У таблицях підкреслені ті пропуски, в яких зливки перший раз обтискуються у положенні, коли донна частина зливка є заднім кінцем при прокатуванні. Чім при меншій товщині розкату це відбувається, тим виникає менший накат і буде меншою протяжність донного закату. Прокатуванням моделей зливків встановлено, що донна обрізь на розкатах. що отримані за режимами 2 і 3 збільшується у порівнянні з варіантом 1 відповідно на 0,76% і 0,40% Отримані результати були підтверджені при прокатуванні на промисловому слябінгу. При завдаванні зливка до робочої кліті головною частиною, з цієї частини розкату відбирають додаткову обріз з метою недопущення розслоїв під час прокатування на безперервному широкоштабовому стані(БШС). При завдаванні зливка донною частиною можна зменшити головну обрізь на 1,5% - 2% і а забезпечити безаварійну прокатку на БШС. Нагрівання зливків у нагрівальних колодязях відбувається нерівномірно:верхня(головна) частина зливка завжди має температур у вище за нижню. Після прокатки на слябінгу розкат розрізають ножицями на два сляби, які прокатують прямою(транзитною) прокаткою послідовно, при чому донний, більш холодний сляб, прокатують у др угу чергу. При задаванні зливка донною частиною, донний сляб буде прокатуватись першим і цим забезпечується зниження температурного клину. В цілому, провадження цих режимів дозволить знизити втрати металу з обріззю не менш ніж 20кг/т зливків, забезпечити безаварійну прокатку на БШС і зниження температурного клину під час прямої(транзитної) прокатки. Таблиця 1 Прокатка з задаванням зливка донною частиною Товщина після № Сторона задачі в горизонтальних пропуску даному пропуску валків hг, мм 1 донна 1250 2 головна 1250 3 донна 1150 4 5 6 7 8 9 10 11 12 13 14 15 головна донна головна донна головна донна головна донна головна донна головна донна 875 790 790 715 640 565 490 415 340 270 210 173 Обтиск горизонтальними валками Dh, mm 90 0 100 Кантовкa 85 0 75 75 75 75 75 75 70 60 37 Розтин вертикальних валків, мм Обтиск вертикальними валками Dhв, мм 1140 1160 1140 1150 1130 1130 1100 1110 1085 1085 1115 1115 10 0 17 5 20 35 30 36 2548 0 11 Таблиця 2 Прокатка, з задаванням зливка, головною частиною і калібрувальним пропуском № Сторона задачі в Товщина після Обтиск Розтин Обтиск пропуску данному пропуску горизонтальних горизонтальними валків hг, мм валками Dh,мм 1 головна 1280 60 2 донна 1200 80 3 головна 1140 60 Кантовка 4 донна 840 5 головна 770 70 6 донна 710 60 7 головна 645 65 8 донна 585 60 9 головна 520 65 10 донна 455 65 11 головна 385 70 12 донна 320 65 13 головна 260 60 14 длина 205 55 15 головна 168 37 вертикальних валків, мм вертикальними валками Dhв, мм 1130 1155 1135 1145 1120 1130 1105 1110 1090 1090 1115 1115 10 3 20 20 25 20 25 35 20 43 0 12 Таблиця 3 Прокатка з задаванням зливка, головною частиною з калібрувальним і п'ятим не завантаженим пропуском Товщина після Обтиск № Сторона задачі в горизонтальних горизонтальними пропуску донному пропуску валків h , мм г валками Dh,мм 1 головна 1280 60 2 донна 1200 80 3 головна 1140 60 Кантовка 4 донна 840 5 головна 840 0 6 донна 765 75 7 головна, 700 65 8 донна 625 75 9 головна 550 75 10 донна 475 75 11 головна 400 75 12 донна 325 75 13 головна 260 65 14 донна 205 55 15 головна 168 37 Розтин вертикальних валків, мм Обтиск вертикальними валками Dhв, мм 1130 1150 1130 1140 1120 1130 1100 1110 1090 1090 1115 1115 10 0 13 21 20 28 - 30 34 20 45 0 13
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling of slabs
Автори англійськоюBoiko Volodymyr Semenovych, Shebanits Eduard Mykolaiovych, Zelenskyi Viktor Yevhenovych, Klymanchuk Vladislav Vladislavovych, Omelianenko Mykola Ivanovych, Dryhin Oleksandr Ivanovych
Назва патенту російськоюСпособ прокатки слябов
Автори російськоюБойко Владимир Семенович, Шебаниц Эдуард Николаевич, Зеленский Виктор Евгеньевич, Климанчук Владислав Владиславович, Омельяненко Николай Иванович, Дрыгин Александр Иванович
МПК / Мітки
МПК: B21B 1/02
Мітки: слябів, спосіб, прокатки
Код посилання
<a href="https://ua.patents.su/3-63543-sposib-prokatki-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки слябів</a>
Спосіб прокатки слябів
Номер патенту: 32743
Опубліковано: 15.05.2002
Автори: Кліменко Владислав Антонович, Омельяненко Микола Іванович, Васекін Андрій Валерійович, Грекова Наталія Нілівна, Бойко Володимир Семенович, Налча Георгій Іванович, Карнаушенко Ніл Андрійович, Шебаніц Едуард Миколайович
МПК: B21B 1/02
Мітки: спосіб, слябів, прокатки
Формула / Реферат:
Спосіб прокатки слябів, який включає задавання зливка в валки реверсивного стана визначеною частиною, головною чи донною, з наступним його обтисканням в ряді послідовних пропусків, який відрізняється тим, що додатково здійснюють калібрувальний пропуск, установлюючи розхил валків з урахуванням максимального виробітку виливниць за відрахуванням граничного обтиснення за умови захвату металу, а один чи два пластових пропуски після...
Спосіб прокатки зливків пірамідальної форми
Номер патенту: 27636
Опубліковано: 15.09.2000
Автори: Теряєв Олександр Митрофанович, Петрічук Валентин Дмитрович, Сілін Микола Васильович, Горлач Олександр Костянтинович, Корінь Олександр Андрійович, Толпа Анатолій Андрійович, Омєсь Микола Михайлович
Мітки: зливків, прокатки, спосіб, пірамідальної, форми
Текст:
...довжині, що однозначно наводить до пробуксовування і проковзування валків щодо металу При двозливковій прокатці картина ще більш посилюється, тому що захват металу валками відбувається на більш високій швидкості, у порівнянні з першим зливком Пробуксовування при цьому буде супроводжува тися динамічними ударами по лінії приводу Швидкість прокатки у проходах при знятті "конусності" нижче 0,4 від швидкості прокатки після зняття "кон усності "...
Спосіб прокатки слябів у черновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 15.11.2001
Автори: Сацький Віталій Антонович, Коваль Сергій Миколайович, Бейгельзімер Емануїл Юхимович, Ситий Володимир Іванович, Маншилін Олександр Гейнійович, Будаква Сергій Анатолійович, Штехно Олег Миколайович, Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович, Клевцов Олег Михайлович, Тилик Василь Трохимович, Дишлевич Ігор Йосипович, Остапенко Арнольд Леонтійович, Феофілактов Андрій Вікторович
МПК: B21B 1/00
Мітки: широкоштабового, безперервного, спосіб, групи, слябів, стану, прокатки, черновій
Формула / Реферат:
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных...
Спосіб прокатки слябів у чорновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 03.02.1998
Автори: Тилик Василь Трохимович, Сацький Віталій Антонович, Остапенко Арнольд Леонтійович, Маншилін Олександр Гейнійович, Будаква Сергій Анатолійович, Штехно Олег Миколайович, Клевцов Олег Михайлович, Коваль Сергій Миколайович, Дишлевич Ігор Йосипович, Мовшович Вілорд Соломонович, Феофілактов Андрій Вікторович, Бейгельзімер Емануїл Юхимович, Путнокі Олександр Юліусович, Ситий Володимир Іванович
МПК: B21B 1/00
Мітки: чорновий, стану, спосіб, групи, прокатки, безперервного, широкоштабового, слябів
Формула / Реферат:
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных...
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Гаран Ігор Вячославович, Росточилов Анатолій Іванович, Соколовський Борис Цудікович, Тартачний Віктор Сергійович
МПК: B22D 7/00, B22D 25/00
Мітки: слябів, спосіб, виробництва, листів
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Попередній патент: Спосіб лікування пневмонії
Наступний патент: Спосіб обробки розплаву металу
Випадковий патент: Мультикоптер