Спосіб наплавлення плавким електродом деталей із вуглецевих сталей
Формула / Реферат
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7 %, а нижня – 0,5 %.
Текст
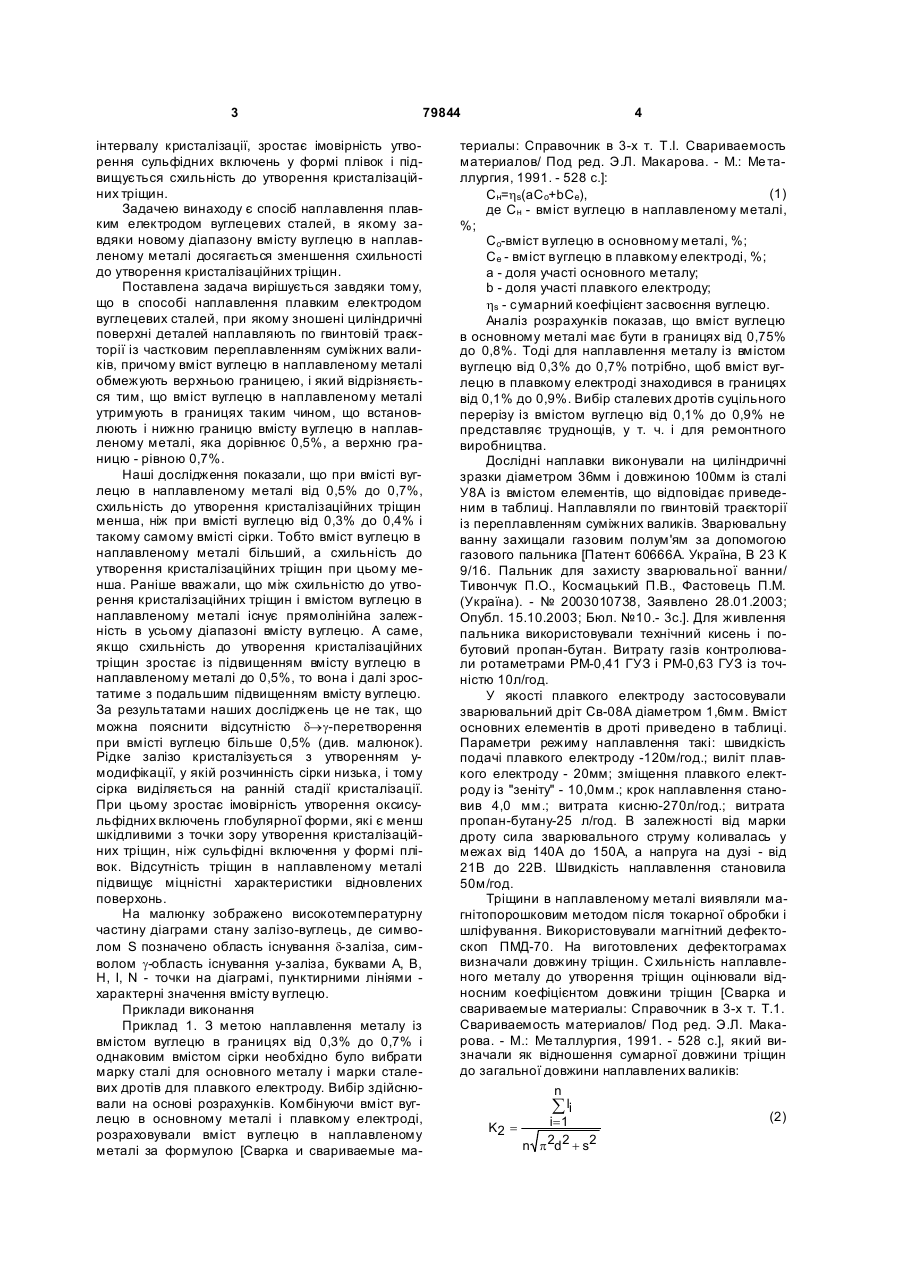
Спосіб наплавлення плавким електродом деталей із вуглецеви х сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7%, а нижня – 0,5%. (19) (21) a200507147 (22) 18.07.2005 (24) 25.07.2007 (46) 25.07.2007, Бюл. №11, 2007р. (72) Фастовець Павло Миколайович (73) Національний науковий центр "Інститут механізації і електрифікації сільського господарства" Української академії аграрних наук (56) UA 60666 A, B23K9/16, 15.10.2003 Сварка и свариваемые материалы: Справочник в 3-х т. / Под ред. Э.Л. Макарова. - М.: Металлургия, 1991. - Т.1: Свариваемость материалов. - С. 63-67. Вадивасов Д.Г., Коваль А.В., Никитин Ю.А., Ткаченко С.А. Износостойкая наплавка металла, леги 3 79844 інтервалу кристалізації, зростає імовірність утворення сульфідних включень у формі плівок і підвищується схильність до утворення кристалізаційних тріщин. Задачею винаходу є спосіб наплавлення плавким електродом вуглецевих сталей, в якому завдяки новому діапазону вмісту вуглецю в наплавленому металі досягається зменшення схильності до утворення кристалізаційних тріщин. Поставлена задача вирішується завдяки тому, що в способі наплавлення плавким електродом вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, причому вміст вуглецю в наплавленому металі обмежують верхньою границею, і який відрізняється тим, що вміст вуглецю в наплавленому металі утримують в границях таким чином, що встановлюють і нижню границю вмісту вуглецю в наплавленому металі, яка дорівнює 0,5%, а верхню границю - рівною 0,7%. Наші дослідження показали, що при вмісті вуглецю в наплавленому металі від 0,5% до 0,7%, схильність до утворення кристалізаційних тріщин менша, ніж при вмісті вуглецю від 0,3% до 0,4% і такому самому вмісті сірки. Тобто вміст вуглецю в наплавленому металі більший, а схильність до утворення кристалізаційних тріщин при цьому менша. Раніше вважали, що між схильністю до утворення кристалізаційних тріщин і вмістом вуглецю в наплавленому металі існує прямолінійна залежність в усьому діапазоні вмісту вуглецю. А саме, якщо схильність до утворення кристалізаційних тріщин зростає із підвищенням вмісту вуглецю в наплавленому металі до 0,5%, то вона і далі зростатиме з подальшим підвищенням вмісту вуглецю. За результатами наших досліджень це не так, що можна пояснити відсутністю d®g-перетворення при вмісті вуглецю більше 0,5% (див. малюнок). Рідке залізо кристалізується з утворенням умодифікації, у якій розчинність сірки низька, і тому сірка виділяється на ранній стадії кристалізації. При цьому зростає імовірність утворення оксисульфідних включень глобулярної форми, які є менш шкідливими з точки зору утворення кристалізаційних тріщин, ніж сульфідні включення у формі плівок. Відсутність тріщин в наплавленому металі підвищує міцністні характеристики відновлених поверхонь. На малюнку зображено високотемпературну частину діаграми стану залізо-вуглець, де символом S позначено область існування d-заліза, символом g-область існування у-заліза, буквами А, В, Н, І, N - точки на діаграмі, пунктирними лініями характерні значення вмісту вуглецю. Приклади виконання Приклад 1. З метою наплавлення металу із вмістом вуглецю в границях від 0,3% до 0,7% і однаковим вмістом сірки необхідно було вибрати марку сталі для основного металу і марки сталевих дротів для плавкого електроду. Вибір здійснювали на основі розрахунків. Комбінуючи вміст вуглецю в основному металі і плавкому електроді, розраховували вміст вуглецю в наплавленому металі за формулою [Сварка и свариваемые ма 4 териалы: Справочник в 3-х т. T.I. Свариваемость материалов/ Под ред. Э.Л. Макарова. - М.: Ме таллургия, 1991. - 528 с.]: (1) Сн=hs(aCo+bСе), де Сн - вміст вуглецю в наплавленому металі, %; Co-вміст вуглецю в основному металі, %; Се - вміст вуглецю в плавкому електроді, %; а - доля участі основного металу; b - доля участі плавкого електроду; hs - сумарний коефіцієнт засвоєння вуглецю. Аналіз розрахунків показав, що вміст вуглецю в основному металі має бути в границях від 0,75% до 0,8%. Тоді для наплавлення металу із вмістом вуглецю від 0,3% до 0,7% потрібно, щоб вміст вуглецю в плавкому електроді знаходився в границях від 0,1% до 0,9%. Вибір сталевих дротів суцільного перерізу із вмістом вуглецю від 0,1% до 0,9% не представляє труднощів, у т. ч. і для ремонтного виробництва. Дослідні наплавки виконували на циліндричні зразки діаметром 36мм і довжиною 100мм із сталі У8А із вмістом елементів, що відповідає приведеним в таблиці. Наплавляли по гвинтовій траєкторії із переплавленням суміжних валиків. Зварювальну ванну захищали газовим полум'ям за допомогою газового пальника [Патент 60666А. Україна, В 23 К 9/16. Пальник для захисту зварювальної ванни/ Тивончук П.О., Космацький П.В., Фастовець П.М. (Україна). - № 2003010738, Заявлено 28.01.2003; Опубл. 15.10.2003; Бюл. №10.- 3с.]. Для живлення пальника використовували технічний кисень і побутовий пропан-бутан. Витрату газів контролювали ротаметрами РМ-0,41 ГУЗ і РМ-0,63 ГУЗ із точністю 10л/год. У якості плавкого електроду застосовували зварювальний дріт Св-08А діаметром 1,6мм. Вміст основних елементів в дроті приведено в таблиці. Параметри режиму наплавлення такі: швидкість подачі плавкого електроду -120м/год.; виліт плавкого електроду - 20мм; зміщення плавкого електроду із "зеніту" - 10,0мм.; крок наплавлення становив 4,0 мм.; витрата кисню-270л/год.; витрата пропан-бутану-25 л/год. В залежності від марки дроту сила зварювального струму коливалась у межах від 140А до 150А, а напруга на дузі - від 21В до 22В. Швидкість наплавлення становила 50м/год. Тріщини в наплавленому металі виявляли магнітопорошковим методом після токарної обробки і шліфування. Використовували магнітний дефектоскоп ПМД-70. На виготовлених дефектограмах визначали довжину тріщин. С хильність наплавленого металу до утворення тріщин оцінювали відносним коефіцієнтом довжини тріщин [Сварка и свариваемые материалы: Справочник в 3-х т. T.1. Свариваемость материалов/ Под ред. Э.Л. Макарова. - М.: Ме таллургия, 1991. - 528 с.], який визначали як відношення сумарної довжини тріщин до загальної довжини наплавлених валиків: n å li (2) i=1 K2 = n p 2d2 + s2 5 79844 де lі - довжина тріщин на і-му наплавленому валику, мм; n - кількість наплавлених валиків, шт.; d - діаметр поверхні, мм; s - крок наплавлення, мм. Вміст вуглецю в наплавленому металі та значення коефіцієнта Кт приведено у таблиці. Приклад 2. Наплавляли так само як у прикладі 1, але застосовували плавкий електрод із вуглецевого дроту Нп-80 діаметром 1,6мм. Вміст основних елементів в дроті і вміст вуглецю в наплавленому металі приведено в таблиці. Тріщини в наплавленому металі відсутні. Приклад 3. Наплавляли так само як у прикладі 1, але застосовували плавкий електрод із вугле 6 цевого дроту Нп-85 діаметром 1,6мм. Вміст основних елементів в дроті а також вміст вуглецю в наплавленому металі і значення коефіцієнта Кт приведено в таблиці. Приклад 4 (контрольний за прототипом). Наплавляли так само як у прикладі 1, але застосовували плавкий електрод із дроту Нп-30ХГСА діаметром 1,6мм. Вміст основних елементів в дроті а також вміст вуглецю в наплавленому металі і значення коефіцієнта Кт приведено в таблиці. Аналіз даних, приведених в таблиці показує, що при наплавленні, виконаному згідно з винаходом, зменшується схильність наплавленого вуглецевого металу до утворення тріщин. Хімічний склад матеріалів, наплавленого металу і значення коефіцієнта Кт Об'єкт аналізу Сталь У8А Дріт Св-08А Дріт Нп-ЗОХГСА Дріт Нп-80 Дріт Нп-85 Наплавлений метал за прикладом 1 Наплавлений метал за прикладом 2 Наплавлений метал за прикладом 3 Наплавлений метал за прикладом 4 Вуглець 0,80 0,11 0,25 0,76 0,87 Вміст основних елементів, % Кремній Марганець Хром 0,28 0,24 0,18 0,37 0,32 0,12 0,80 0,79 1,09 0,34 0,54 0,15 0,27 0,59 0,10 Сірка 0,019 0,019 0,021 0,018 0,019 Фосфор 0,012 0,010 0,011 0,010 0,010 0,32 Н.В.* Н.В. Н.В. Н.В. Н.В. 0,68 Н.В. Н.В. Н.В. Н.В. Н.В. 0,72 Н.В. Н.В. Н.В. Н.В. Н.В. 0,40 Н.В. Н.В. Н.В. Н.В. Н.В. Коефіцієнт Kт, 0,390 тріщини відсутні 0,109 0,882 н.в. – вміст елементу не визначили Комп’ютерна в ерстка В. Клюкін Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of facing by fusible electrode of components made of carbon steels
Назва патенту російськоюСпособ наплавки плавким электродом деталей из углеродных сталей
МПК / Мітки
МПК: B23K 9/04, B22D 19/00
Мітки: електродом, сталей, плавким, деталей, вуглецевих, наплавлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-79844-sposib-naplavlennya-plavkim-elektrodom-detalejj-iz-vuglecevikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення плавким електродом деталей із вуглецевих сталей</a>
Спосіб наплавлення деталей із вуглецевих сталей
Номер патенту: 57352
Опубліковано: 16.06.2003
Автори: Фастовець Павло Миколайович, Тивончук Петро Опанасович
МПК: B23K 9/04
Мітки: деталей, наплавлення, сталей, спосіб, вуглецевих
Формула / Реферат:
1. Спосіб наплавлення деталей із вуглецевих сталей, при якому спрацьовані циліндричні поверхні деталей наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траекторії із частковим переплавленням суміжних валиків, причому зварювальну ванну захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи потік кисню під гострим кутом до електрода, який відрізняється тим, що потік кисню спрямовують у хвостову...
Пристрій для наплавлення під флюсом плавким електродом постійним струмом
Номер патенту: 20393
Опубліковано: 15.01.2007
Автори: Делі Олександр Анатолійович, Міронова Марина Володимирівна, Розмишляєв Олександр Денисович
Мітки: флюсом, струмом, постійним, пристрій, електродом, наплавлення, плавким
Формула / Реферат:
Пристрій для наплавлення під флюсом плавким електродом постійним струмом, що містить електромагніт, виконаний із струмопровідної трубки та обмотки, і мундштук, який відрізняється тим, що на струмопровідній трубці додатково встановлена струмопровідна планка, яка з'єднана з обмоткою.
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Бунаков Олексій Іванович, Кузнецов Валерій Дмитрович
МПК: B23K 9/04
Мітки: інертному, електродугового, наплавлення, електродом, спосіб, присадним, газі, неплавким, дротом
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 58855
Опубліковано: 15.08.2003
Автори: Літвінов Олександр Павлович, Чигарьов Валерій Васильович, Кассов Валерій Дмитрович, Воленко Ірина Вікторовна
МПК: B23K 9/04
Мітки: порошковим, електродом, дугового, зварювання, установка, наплавлення
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, переважно стрічкою, що має джерело живлення, механізм подачі порошкової стрічки, струмопідвід, мундштук, пристрій попереднього підігріву стрічки, яка відрізняється тим, що вона додатково обладнана роликами бочкоподібної форми, які встановлені на вильоті порошкової стрічки нижче зони підігріву, причому ширина ролика дорівнює:
Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Чигарьов Валерій Васильович, Гавриш Павло Анатолійович, Кассов Валерій Дмитрович, Кадава Віктор Володимирович
Мітки: порошковим, дугового, установка, електродом, зварювання, наплавлення
Формула / Реферат:
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з...
Попередній патент: 4-заміщені бензимідазоли та їх застосування як інгібіторів шлункової секреції
Наступний патент: Робоче колесо радіально-осьової гідромашини
Випадковий патент: Спосіб виробки шкіри