Спосіб наплавлення деталей із важкозварювальних сталей
Номер патенту: 64347
Опубліковано: 10.11.2011
Автори: Кузнецов Валерій Дмитрович, Попович Павло Валерійович, Пащенко Валерій Миколайович


Формула / Реферат
Спосіб наплавлення деталей із важкозварювальних сталей, що включає формування валика плавким електродом з термоциклюванням, який відрізняється тим, що термоциклювання здійснюють періодичним переміщенням додаткових дуг між неплавкими електродами за допомогою електромагнітів.
Текст
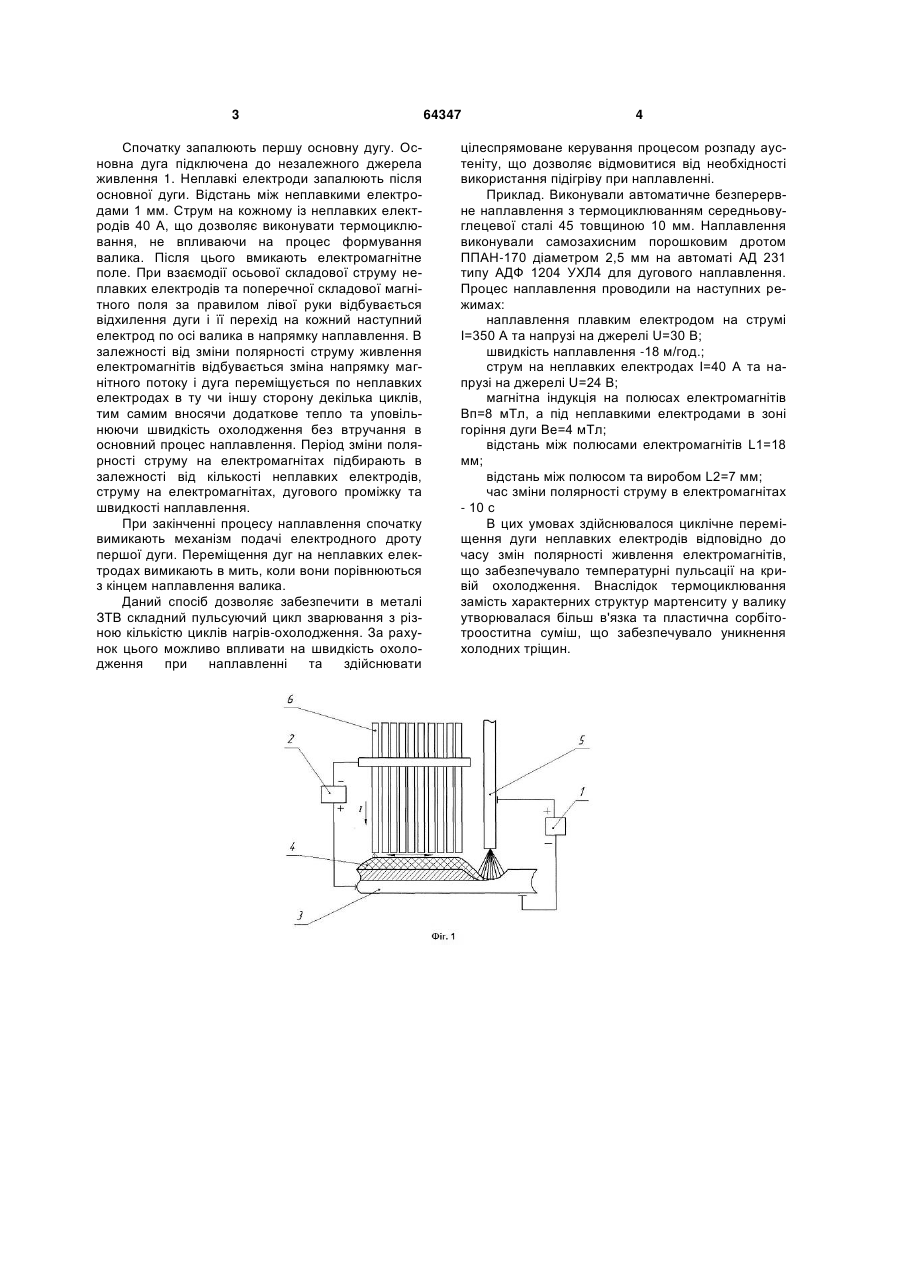
Спосіб наплавлення деталей із важкозварювальних сталей, що включає формування валика плавким електродом з термоциклюванням, який відрізняється тим, що термоциклювання здійснюють періодичним переміщенням додаткових дуг між неплавкими електродами за допомогою електромагнітів. (19) (21) u201102824 (22) 14.04.2011 (24) 10.11.2011 (46) 10.11.2011, Бюл.№ 21, 2011 р. (72) КУЗНЕЦОВ ВАЛЕРІЙ ДМИТРОВИЧ, ПАЩЕНКО ВАЛЕРІЙ МИКОЛАЙОВИЧ, ПОПОВИЧ ПАВЛО ВАСИЛЬОВИЧ (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" 3 Спочатку запалюють першу основну дугу. Основна дуга підключена до незалежного джерела живлення 1. Неплавкі електроди запалюють після основної дуги. Відстань між неплавкими електродами 1 мм. Струм на кожному із неплавких електродів 40 А, що дозволяє виконувати термоциклювання, не впливаючи на процес формування валика. Після цього вмикають електромагнітне поле. При взаємодії осьової складової струму неплавких електродів та поперечної складової магнітного поля за правилом лівої руки відбувається відхилення дуги і її перехід на кожний наступний електрод по осі валика в напрямку наплавлення. В залежності від зміни полярності струму живлення електромагнітів відбувається зміна напрямку магнітного потоку і дуга переміщується по неплавких електродах в ту чи іншу сторону декілька циклів, тим самим вносячи додаткове тепло та уповільнюючи швидкість охолодження без втручання в основний процес наплавлення. Період зміни полярності струму на електромагнітах підбирають в залежності від кількості неплавких електродів, струму на електромагнітах, дугового проміжку та швидкості наплавлення. При закінченні процесу наплавлення спочатку вимикають механізм подачі електродного дроту першої дуги. Переміщення дуг на неплавких електродах вимикають в мить, коли вони порівнюються з кінцем наплавлення валика. Даний спосіб дозволяє забезпечити в металі ЗТВ складний пульсуючий цикл зварювання з різною кількістю циклів нагрів-охолодження. За рахунок цього можливо впливати на швидкість охолодження при наплавленні та здійснювати 64347 4 цілеспрямоване керування процесом розпаду аустеніту, що дозволяє відмовитися від необхідності використання підігріву при наплавленні. Приклад. Виконували автоматичне безперервне наплавлення з термоциклюванням середньовуглецевої сталі 45 товщиною 10 мм. Наплавлення виконували самозахисним порошковим дротом ППАН-170 діаметром 2,5 мм на автоматі АД 231 типу АДФ 1204 УХЛ4 для дугового наплавлення. Процес наплавлення проводили на наступних режимах: наплавлення плавким електродом на струмі I=350 А та напрузі на джерелі U=30 В; швидкість наплавлення -18 м/год.; струм на неплавких електродах I=40 А та напрузі на джерелі U=24 В; магнітна індукція на полюсах електромагнітів Вп=8 мТл, а під неплавкими електродами в зоні горіння дуги Ве=4 мТл; відстань між полюсами електромагнітів L1=18 мм; відстань між полюсом та виробом L2=7 мм; час зміни полярності струму в електромагнітах - 10 с В цих умовах здійснювалося циклічне переміщення дуги неплавких електродів відповідно до часу змін полярності живлення електромагнітів, що забезпечувало температурні пульсації на кривій охолодження. Внаслідок термоциклювання замість характерних структур мартенситу у валику утворювалася більш в'язка та пластична сорбітотрооститна суміш, що забезпечувало уникнення холодних тріщин. 5 Комп’ютерна верстка І. Скворцова 64347 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surfacing parts of difficult-to-weld steels
Автори англійськоюKuznetsov Valerii Dmytrovych, Paschenko Valerii Mykolaiovych, Popovych Pavlo Vasyliovych
Назва патенту російськоюСпособ наплавки деталей из трудносвариваемых сталей
Автори російськоюКузнецов Валерий Дмитриевич, Пащенко Валерий Николаевич, Попович Павел Васильевич
МПК / Мітки
МПК: B23K 9/16
Мітки: спосіб, наплавлення, деталей, сталей, важкозварювальних
Код посилання
<a href="https://ua.patents.su/3-64347-sposib-naplavlennya-detalejj-iz-vazhkozvaryuvalnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення деталей із важкозварювальних сталей</a>
Спосіб наплавлення деталей із вуглецевих сталей
Номер патенту: 57352
Опубліковано: 16.06.2003
Автори: Тивончук Петро Опанасович, Фастовець Павло Миколайович
МПК: B23K 9/04
Мітки: спосіб, сталей, вуглецевих, деталей, наплавлення
Формула / Реферат:
1. Спосіб наплавлення деталей із вуглецевих сталей, при якому спрацьовані циліндричні поверхні деталей наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траекторії із частковим переплавленням суміжних валиків, причому зварювальну ванну захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи потік кисню під гострим кутом до електрода, який відрізняється тим, що потік кисню спрямовують у хвостову...
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей
Номер патенту: 79844
Опубліковано: 25.07.2007
Автор: Фастовець Павло Миколайович
МПК: B22D 19/00, B23K 9/04
Мітки: вуглецевих, сталей, спосіб, плавким, наплавлення, деталей, електродом
Формула / Реферат:
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7 %, а нижня – 0,5 %.
Установка плазмового наплавлення
Номер патенту: 47627
Опубліковано: 15.07.2002
Автори: Кондрашов Костянтин Олександрович, Чигарьов Валерій Васильович, Макаренко Наталія Олексіївна, Грановський Миколай Олександрович
МПК: B23K 10/00
Мітки: наплавлення, установка, плазмового
Формула / Реферат:
Установка плазмового наплавлення, що містить плазмотрон з аксіальною подачею плавкого електрода, джерело живлення плавкого електрода, джерело живлення неплавких електродів, яка відрізняється тим, що плазмотрон містить три стержньових неплавких електроди, розташованих під кутом 120° навколо мундштука для подавання плавкого електрода, джерело живлення плазмової дуги зроблено у вигляді трифазного трансформатора, вторинні обмотки якого з’єднані...
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми

Номер патенту: 66116
Опубліковано: 15.04.2004
Автори: Ліпісій Віталій Іванович, Лашко Анатолій Дмитрович, Войтенко Володимир Федорович, Мархай Володимир Вікторович, Сосюра Олег Миколайович, Максименко Анатолій Вікторович
МПК: B23K 31/00, B23K 9/04
Мітки: спосіб, деталей, поверхнею, кільцевої, плоскою, форми, наплавлення, круглої
Формула / Реферат:
Спосіб наплавлення деталей з плоскою поверхнею круглої або кільцевої форми у горизонтальній площині, при якому здійснюють відносне обертання деталі та зварювальної головки з одночасним переміщенням останньої у радіальному напрямку відносно центра обертання, який відрізняється тим, що наплавлення здійснюється у напрямку від внутрішніх ділянок до зовнішніх з переміщенням зварювальної головки у бік від центра обертання, при цьому кутову...
Спосіб наплавлення тонких плоских сталевих деталей
Номер патенту: 54204
Опубліковано: 25.10.2010
Автори: Пулька Чеслав Вікторович, Король Олег Іванович, Шаблій Олег Миколайович, Сенчишин Віктор Степанович, Шарик Мирослав Володимирович
МПК: B23K 13/00
Мітки: наплавлення, плоских, деталей, сталевих, спосіб, тонких
Формула / Реферат:
Спосіб наплавлення тонких плоских сталевих деталей, що включає насипання порошкоподібного твердого сплаву на деталь, нагрівання її до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу з наступним його вільним остиганням, який відрізняється тим, що при початковому розплавленні порошкоподібного твердого сплаву до моменту його повного розплавлення деталь піддають вертикальній або горизонтальній...
Попередній патент: Матриця для зміцнення матеріалу при багаторазовому пресуванні
Наступний патент: Спосіб наплавлення виробів із важкозварювальних сталей
Випадковий патент: Закупорювальний пристрій для пляшки