Спосіб виготовлення шліфпорошків з синтетичних надтвердих матеріалів
Номер патенту: 64383
Опубліковано: 16.02.2004
Автори: Полторацький Володимир Григорович, Петасюк Григорій Андрійович, Нікітін Юрій Іванович, Новіков Микола Васильович, Богатирьова Галина Павлівна
Формула / Реферат
1. Спосіб виготовлення шліфпорошків з синтетичних надтвердих матеріалів, який передбачає вибіркове подрібнення вихідного матеріалу, класифікацію отриманого порошку за крупністю і сортування, який відрізняється тим, що вибіркове подрібнення синтетичних надтвердих матеріалів здійснюють на дробарці-овалізаторі, додаткову класифікацію за крупністю - на вібростолі у режимі відриву зерен, а сортування основної фракції здійснюють на вібростолі без відриву зерен.
2. Спосіб за п. 1, який відрізняється тим, що після сортування основної фракції зерен проводять повторне розділення отриманих зерен за формою, при цьому спочатку сортують зерна з коефіцієнтом форми 1,35...1,37, а потім збільшують кут подачі зерен на вібростолі і сортують зерна з коефіцієнтом форми 1,15...1,25 до отримання однорідних зерен з коефіцієнтом форми 1,1...1,15.
Текст
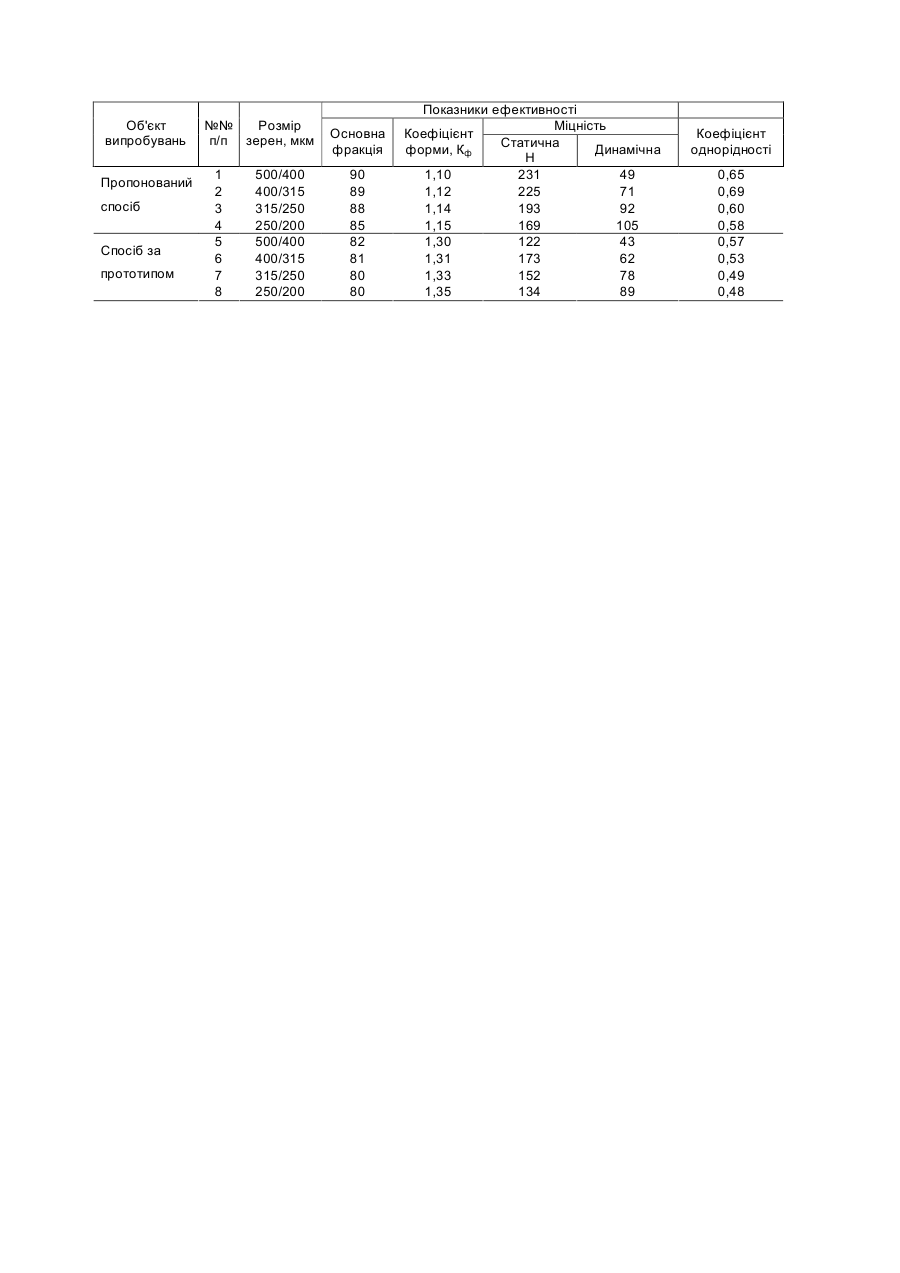
Винахід відноситься до галузі отримання однорідних надтвердих матеріалів, які можуть використовуватись як шліфпорошки для різання, свердління природного каменю, бетону, скла, кераміки, правки шліфувальних кругів, обробки вогнетривів, абразивного та бурового інструмента. Відомий найбільш близький за технічною суттю до винаходу спосіб виготовлення шліфпорошків із синтетичних надтвердих матеріалів /СНМ/ /див. авт. св. СССР № 1811897, МПК5 В 02 С 23/16, опубл. 30.04.93 р., Бюлл. № 16, який передбачає вибіркове подрібнення вихідного матеріалу, класифікацію отриманого порошку за крупністю і сортування, причому попередньо здійснюють ситову класифікацію вихідного матеріалу за зернистістю, потім кожну отриману групу зерен піддають подрібненню і повторній ситовій класифікації з виділенням шліфпорошка тієї ж зернистості, яка піддавалась подрібненню, крім того виділений повторною ситовою класифікацією шліфпорошок піддають сортуванню за формою і шорсткістю поверхні зерен. Основним недоліком описаного способу виготовлення шліфпорошків із синтетичних надтвердих матеріалів є наступне: Оскільки вихідний матеріал піддають класифікації тільки на віброситах, подрібнення зернистості на роторній дробарці, а сортування проводять на вібростолі тільки без відриву зерен. Це не забезпечує тої амплітуди коливань і частоти вібрацій вібростола, при яких можливо отримання однорідних порошків з однаковою формою і міцністю. Виготовлені шліфпорошки мають недостатню однорідність, що в свою чергу призводить до недостатньої кількості основної Фракції, коефіцієнту форми, статичної і динамічної міцності. Таким чином їх неможливо використовувати для виготовлення інструменту при роботі у надважких умовах. В основу винаходу покладено завдання такого удосконалення способу виготовлення шліфпорошків з синтетичних надтвердих матеріалів /СНМ/, при якому за рахунок того, що вибіркове подрібнення здійснюють на дробарці-овалізаторі, додаткову класифікацію за крупністю на вібростолі у режимі відриву зерен, а сортування основної Фракції здійснюють на вібростолі у режимі без відриву зерен, при повторному розділенні отриманих зерен за формою, спочатку сортують зерна з коефіцієнтом форми 1,35...1,37, а потім збільшують кут подачі зерен і сортують зерна з коефіцієнтом форми 1,15-1,25. При цьому підвищується однорідність отриманих шліфпорошків, як наслідок підвищується вихід основної фракції, коефіцієнт форми, статична і динамічна міцність зерен синтетичних надтвердих матеріалів. Для вирішення цього завдання у способі виготовлення однорідних шліфпорошків з синтетичних надтвердих матеріалів /СНМ/, який передбачає відбіркове подрібнення вихідного матеріалу, класифікацію отриманого порошку за крупністю і сортування згідно винаходу вибіркове подрібнення СНМ здійснюють на дробарці-овалізаторі, додаткову класифікацію за крупністю - на вібростолі у режимі зерен, а сортування основної фракції здійснюють на вібростолі у режимі без відриву зерен, оптимальний варіант реалізації пропонованого способу включає додаткову операцію: після сортування основної фракції зерен проводять повторне розділення отриманих зерен за формою, при цьому спочатку сортують зерна з коефіцієнтом форми 1,35...1,37, а потім збільшують кут подачі зерен на вібростолі і сортують зерна з коефіцієнтом форми 1,15-1,25 до отримання однорідних зерен з коефіцієнтом форми 1,1-1,15. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються і технічними результатами, які досягаються при її реалізації, полягає у наступному. Виготовлення однорідних шліфпорошків з синтетичних надтвердих матеріалів з підвищеною основною фракцією, коефіцієнтом форми, статичною і динамічною міцністю можливо при подрібненні СНМ на дробарці-овалізаторі. Ця дробарка не тільки здійснює вибіркове подрібнення, а й овалізує зерна - надає їм однорідності за формою. Додаткова класифікація за крупністю на вібростолі у режимі відриву зерен призводить до більш чіткого вилучення основної фракції, ніж на віброситах. Повторне сортування зерен за формою призводить до виділення зерен з однорідним коефіцієнтом форми 1,10...1,15 у вузькому діапазоні значень. Отримані таким чином шліфророшки мають високу однорідність, підвищений вихід основної фракції, коефіцієнт форми, статичну і динамічну міцність. Приклади конкретної реалізації способу виготовлення шліфпорошків з синтетичних надтвердих матеріалів. Приклад І. Вихідний продукт синтезу після збагачення і хімічної очистки піддавався вибірковому подрібненню на дробарці-овалізаторі з частотою обертання ротора 3500об/хв. Додаткову класифікацію зернистості 500/400 проводили на вібростолі у режимі відриву зерен до одержання основної фракції 90%. Після сортування шліфпорошків на вібростолі у режимі без відриву зерен одержали порошки з коефіцієнтом форми 1,17 і 1,37. Повторне сортування без відриву зерен провели із шліфпорошками з коефіцієнтом форми 1,36, а потім збільшили кут подачі на 1° і сортували зерна з коефіцієнтом 1,17. Отримані шліфпорошки зернистості 500/400 були з такими властивостями: - основна фракція - 80% - коефіцієент форми - 1,14 - статична міцність - 231Н - динамічна міцність - 71 - коефіцієнт однорідності - 0,65 Пропонований спосіб виготовлення шліфпорошків синтетичних надтвердих матеріалів при різних зернистостях було здійснено за прикладами /2, 3, 4/, а також при тих самих умовах - за прототипом для різних зернистостей /приклади 5, 6, 7, 8/. Дані зведено в таблицю /додається/. Як видно з таблиці, вихід основної фракції підвищується на 10-12%, коефіцієнт форми на 18-20%, статична і динамічна міцність на 30-50%. коефіцієнт однорідності на 25-30%. Таблиця Об'єкт випробувань Пропонований спосіб Спосіб за прототипом №№ Розмір п/п зерен, мкм 1 2 3 4 5 6 7 8 500/400 400/315 315/250 250/200 500/400 400/315 315/250 250/200 Основна фракція 90 89 88 85 82 81 80 80 Показники ефективності Міцність Коефіцієнт Статична форми, Кф Динамічна Н 1,10 231 49 1,12 225 71 1,14 193 92 1,15 169 105 1,30 122 43 1,31 173 62 1,33 152 78 1,35 134 89 Коефіцієнт однорідності 0,65 0,69 0,60 0,58 0,57 0,53 0,49 0,48
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of grinding powders of synthetic superhard materials
Автори англійськоюNovikov Mykola Vasyliovych, Nikitin Yurii Ivanovych, Bohatyriova Halyna Pavlivna, Poltoratskyi Volodymyr Hryhorovych, Petasiuk Hryhorii Andriiovych
Назва патенту російськоюСпособ изготовления шлифпорошков из синтетических сверхтвердых материалов
Автори російськоюНовиков Николай Васильевич, Никитин Юрий Иванович, Богатирева Галина Павловна, Богатырева Галина Павловна, Богатырёва Галина Павловна, Полторацкий Владимир Григорьевич, Петасюк Григорий Андреевич
МПК / Мітки
МПК: B02C 23/16
Мітки: синтетичних, спосіб, шліфпорошків, матеріалів, надтвердих, виготовлення
Код посилання
<a href="https://ua.patents.su/2-64383-sposib-vigotovlennya-shlifporoshkiv-z-sintetichnikh-nadtverdikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення шліфпорошків з синтетичних надтвердих матеріалів</a>
Спосіб виготовлення шліфпорошків з синтетичних надтвердих матеріалів
Номер патенту: 20175
Опубліковано: 25.12.1997
Автори: Нікітін Юрій Іванович, Уман Семен Мойсейович, Боримський Олександр Іванович
МПК: B02C 23/16
Мітки: синтетичних, матеріалів, виготовлення, шліфпорошків, спосіб, надтвердих
Формула / Реферат:
Формула изобретения 1 Способ изготовления шлифпорошков из синтетических сверхтвердых материалов, включающий дробление исходного материала и ситовую классификацию по зернистости, отличающийся тем, что, с целью упрощения процесса и снижения трудоемкости изготовления без снижения прочности шлифпорошков, исходный материал подвергают предварительной ситовой классификации по зернистости затем каждую полученную группу зерен подвергают...
Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, та пристрій для гарячого пресування при його виготовленні
Номер патенту: 29119
Опубліковано: 16.10.2000
Автори: Ігнатенко Валерій Іванович, Шепелєв Анатолій Олександрович, Петренко Анатолій Петрович, Муровський Валерій Олександрович
Мітки: надтвердих, пресування, пристрій, матеріалів, виготовлення, переважно, інструменту, спосіб, абразивного, виготовленні, гарячого
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, що включає змішування компонентів шихти, холодне формування заготовки, загрузку її в пресову камеру з наступним гарячим пресуванням шляхом нагрівання заготовки і докладання до неї тиску, який відрізняється тим, що нагрівання здійснюють локально безпосередньо пресової камери або периферійної частини поверхні, яка еквідистантно охоплює пресову камеру разом з...
Спосіб очистки надтвердих матеріалів
Номер патенту: 36551
Опубліковано: 15.12.2003
Автори: Маринич Маргарита Анатоліївна, Базалій Галина Андріївна, Богатирьова Галина Павлівна, Новіков Микола Васильович
МПК: C01B 31/06, C25F 1/00
Мітки: матеріалів, надтвердих, спосіб, очистки
Формула / Реферат:
1. Спосіб очистки надтвердих матеріалів, переважно алмазів, згідно з яким здійснюють обробку поверхні надтвердих матеріалів хімічно активними реагентами, який відрізняється тим, що обробку поверхні надтвердих матеріалів здійснюють шляхом електролізу, при цьому як анод використовують надтверді матеріали, розміщені на струмопровідному електроді, як катод - електрод з платини або графіту, а як хімічно активні реагенти - розчин мінеральних кислот...
Спосіб виготовлення твердих сплавів і надтвердих композиційних матеріалів
Номер патенту: 14088
Опубліковано: 25.04.1997
Автори: Ципін Нехем'ян Веніамінович, Новіков Микола Васильович, Красний Олександр Львович, Скляр Світлана Йосипівна, Вовчановський Іван Федорович, Сімкін Едуард Семенович, Бронштейн Долорес Хаімівна
МПК: C22C 29/06, B22F 3/14, B22F 3/15, C22C 29/00
Мітки: матеріалів, композиційних, виготовлення, спосіб, надтвердих, твердих, сплавів
Формула / Реферат:
Способ изготовления твердых сплавов п сверхтвердых композиционных материалов, включающий горячее прессование, отличающийся тем, что, с целью повышения качества изделий, горячее прессование ведут в две стадии, причем на первой стадии температура нагрева составляет 1,06-1,15 температуры появления жидкой фазы при давлении 40-100 кгс/см , а на второй стадии температуру снижают до 1,06-1,03 температуры появления жидкой фазы, а давление повышают...
Спосіб очистки надтвердих матеріалів, переважно алмазів
Номер патенту: 36552
Опубліковано: 15.01.2004
Автори: Новіков Микола Васильович, Базалій Галина Андріївна, Маринич Маргарита Анатоліївна, Богатирьова Галина Павлівна
МПК: C01B 31/06
Мітки: очистки, надтвердих, алмазів, матеріалів, спосіб, переважно
Формула / Реферат:
1. Спосіб очистки надтвердих матеріалів, переважно алмазів, згідно з яким здійснюють обробку поверхні надтвердих матеріалів хімічно-активними речовинами, який відрізняється тим, що хімічно-активні реагенти утворюють в процесі обробки шляхом електролізу в реакційному об'ємі, який складається з кислот або солей з концентрацією 1-10 мас.%, при цьому використовують електроди з нерозчинних у цьому реакційному об'ємі матеріалів.2. Спосіб за...
Попередній патент: Енергоактивний житловий будинок
Наступний патент: Електродіалізний апарат
Випадковий патент: Транспортний засіб сільськогосподарського призначення