Спосіб відновної обробки зношених кілець підшипників
Номер патенту: 64385
Опубліковано: 16.02.2004
Автори: Алімов Валерій Іванович, Харісова Рената Реїсовна, Костін Едуард Олександрович
Формула / Реферат
Спосіб відновної обробки зношених кілець підшипників, що включає нагрівання та охолодження, який відрізняється тим, що перед нагріванням кільця додатково охолоджують до температури рідкого азоту, а нагрівання здійснюють до температури 130-150°С тривалістю 2-10 годин.
Текст
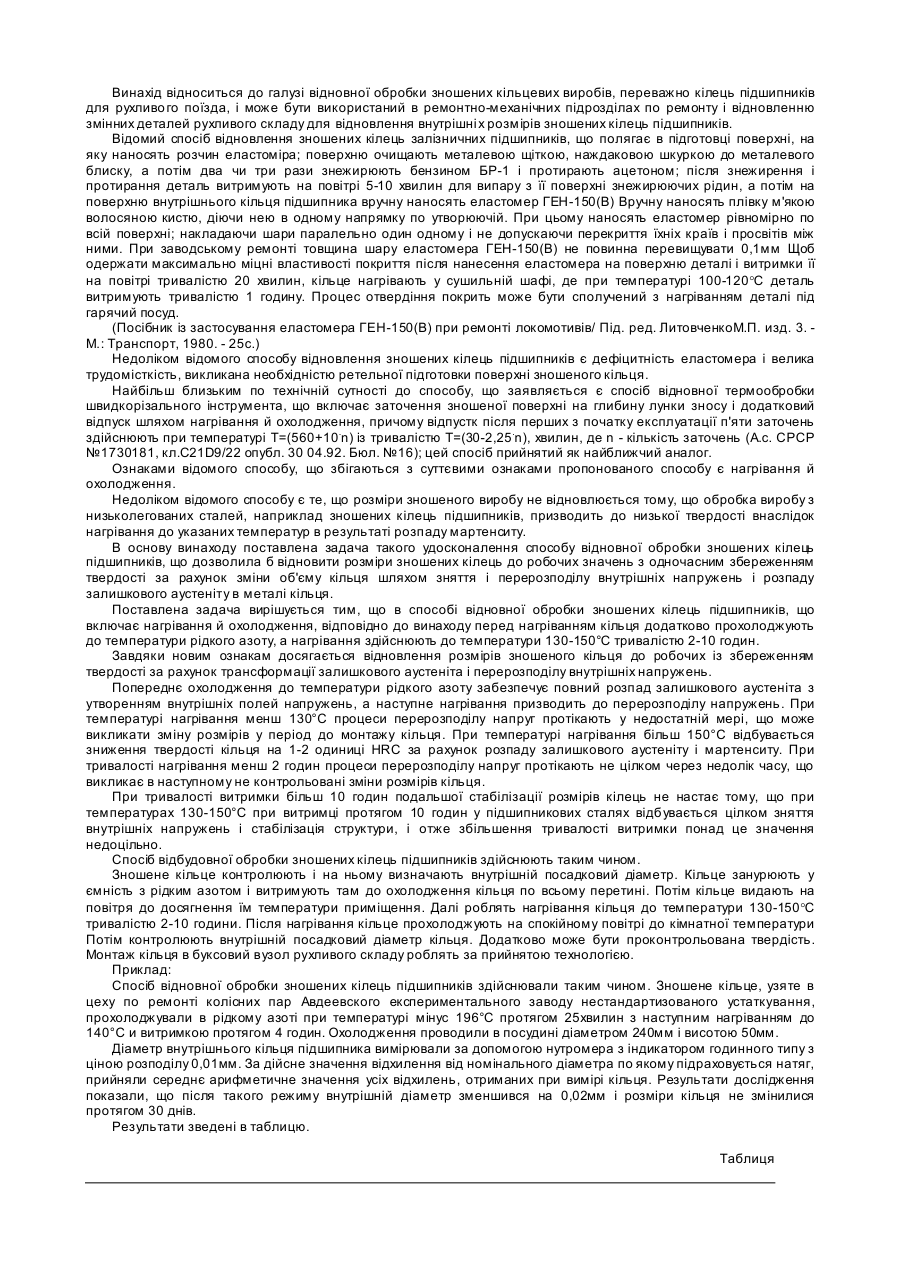
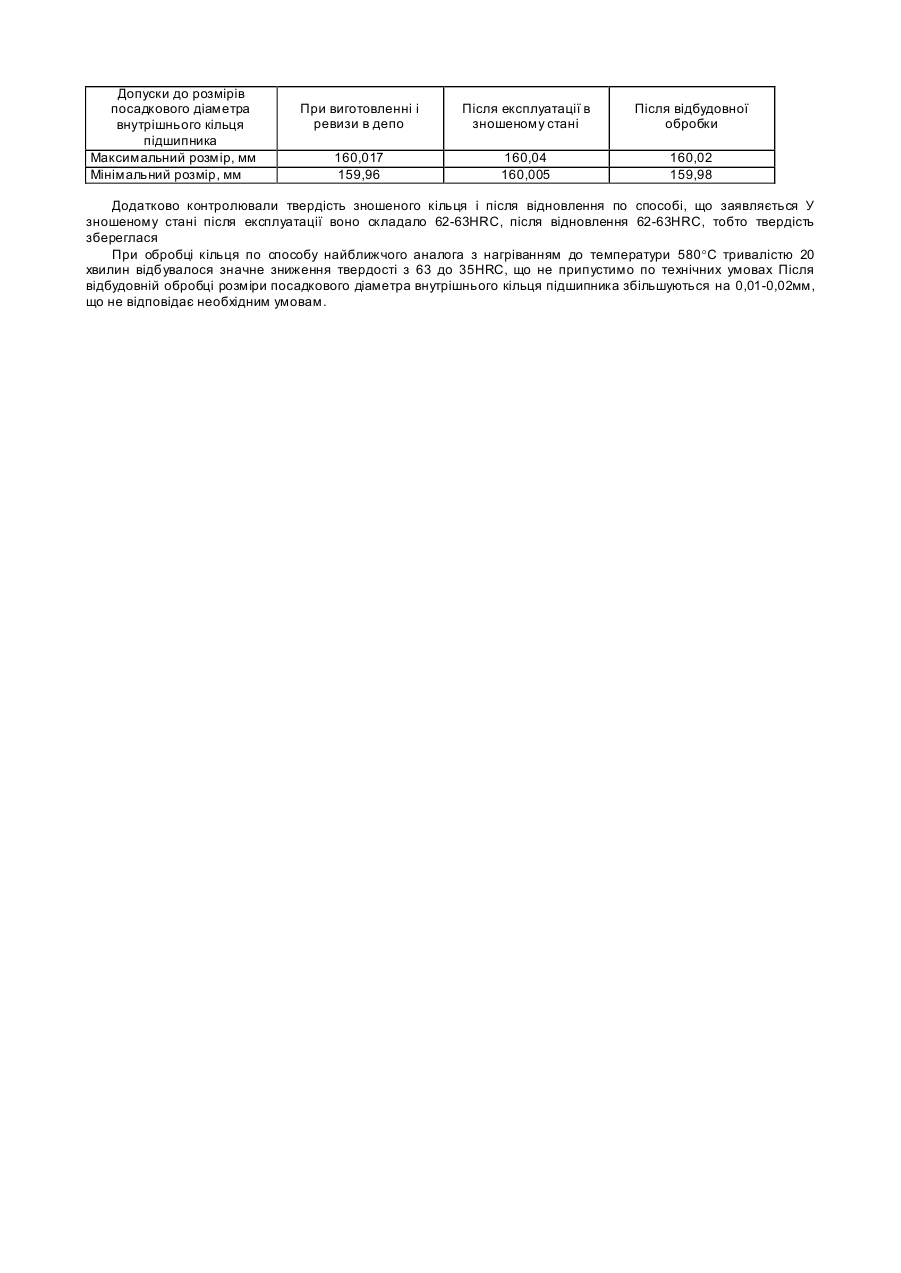
Винахід відноситься до галузі відновної обробки зношених кільцевих виробів, переважно кілець підшипників для рухливо го поїзда, і може бути використаний в ремонтно-механічних підрозділах по ремонту і відновленню змінних деталей рухливого складу для відновлення внутрішні х розмірів зношених кілець підшипників. Відомий спосіб відновлення зношених кілець залізничних підшипників, що полягає в підготовці поверхні, на яку наносять розчин еластоміра; поверхню очищають металевою щіткою, наждаковою шкуркою до металевого блиску, а потім два чи три рази знежирюють бензином БР-1 і протирають ацетоном; після знежирення і протирання деталь витримують на повітрі 5-10 хвилин для випару з її поверхні знежирюючих рідин, а потім на поверхню внутрішнього кільця підшипника вручну наносять еластомер ГЕН-150(В) Вручну наносять плівку м'якою волосяною кистю, діючи нею в одному напрямку по утворюючій. При цьому наносять еластомер рівномірно по всій поверхні; накладаючи шари паралельно один одному і не допускаючи перекриття їхніх країв і просвітів між ними. При заводському ремонті товщина шару еластомера ГЕН-150(В) не повинна перевищувати 0,1мм Щоб одержати максимально міцні властивості покриття після нанесення еластомера на поверхню деталі і витримки її на повітрі тривалістю 20 хвилин, кільце нагрівають у сушильній шафі, де при температурі 100-120°С деталь витримують тривалістю 1 годину. Процес отвердіння покрить може бути сполучений з нагріванням деталі під гарячий посуд. (Посібник із застосування еластомера ГЕН-150(В) при ремонті локомотивів/ Під. ред. ЛитовченкоМ.П. изд. 3. М.: Транспорт, 1980. - 25с.) Недоліком відомого способу відновлення зношених кілець підшипників є дефіцитність еластомера і велика трудомісткість, викликана необхідністю ретельної підготовки поверхні зношеного кільця. Найбільш близьким по технічній сутності до способу, що заявляється є спосіб відновної термообробки швидкорізального інструмента, що включає заточення зношеної поверхні на глибину лунки зносу і додатковий відпуск шляхом нагрівання й охолодження, причому відпустк після перших з початку експлуатації п'яти заточень здійснюють при температурі Т=(560+10.n) із тривалістю Т=(30-2,25.n), хвилин, де n - кількість заточень (А.с. СРСР №1730181, кл.С21D9/22 опубл. 30 04.92. Бюл. №16); цей спосіб прийнятий як найближчий аналог. Ознаками відомого способу, що збігаються з суттєвими ознаками пропонованого способу є нагрівання й охолодження. Недоліком відомого способу є те, що розміри зношеного виробу не відновлюється тому, що обробка виробу з низьколегованих сталей, наприклад зношених кілець підшипників, призводить до низької твердості внаслідок нагрівання до указаних температур в результаті розпаду мартенситу. В основу винаходу поставлена задача такого удосконалення способу відновної обробки зношених кілець підшипників, що дозволила б відновити розміри зношених кілець до робочих значень з одночасним збереженням твердості за рахунок зміни об'єму кільця шляхом зняття і перерозподілу внутрішніх напружень і розпаду залишкового аустеніту в металі кільця. Поставлена задача вирішується тим, що в способі відновної обробки зношених кілець підшипників, що включає нагрівання й охолодження, відповідно до винаходу перед нагріванням кільця додатково прохолоджують до температури рідкого азоту, а нагрівання здійснюють до температури 130-150°С тривалістю 2-10 годин. Завдяки новим ознакам досягається відновлення розмірів зношеного кільця до робочих із збереженням твердості за рахунок трансформації залишкового аустеніта і перерозподілу внутрішніх напружень. Попереднє охолодження до температури рідкого азоту забезпечує повний розпад залишкового аустеніта з утворенням внутрішніх полей напружень, а наступне нагрівання призводить до перерозподілу напружень. При температурі нагрівання менш 130°С процеси перерозподілу напруг протікають у недостатній мері, що може викликати зміну розмірів у період до монтажу кільця. При температурі нагрівання більш 150°С відбувається зниження твердості кільця на 1-2 одиниці HRC за рахунок розпаду залишкового аустеніту і мартенситу. При тривалості нагрівання менш 2 годин процеси перерозподілу напруг протікають не цілком через недолік часу, що викликає в наступному не контрольовані зміни розмірів кільця. При тривалості витримки більш 10 годин подальшої стабілізації розмірів кілець не настає тому, що при температурах 130-150°С при витримці протягом 10 годин у підшипникових сталях відбувається цілком зняття внутрішніх напружень і стабілізація структури, і отже збільшення тривалості витримки понад це значення недоцільно. Спосіб відбудовної обробки зношених кілець підшипників здійснюють таким чином. Зношене кільце контролюють і на ньому визначають внутрішній посадковий діаметр. Кільце занурюють у ємність з рідким азотом і витримують там до охолодження кільця по всьому перетині. Потім кільце видають на повітря до досягнення їм температури приміщення. Далі роблять нагрівання кільця до температури 130-150°С тривалістю 2-10 години. Після нагрівання кільце прохолоджують на спокійному повітрі до кімнатної температури Потім контролюють внутрішній посадковий діаметр кільця. Додатково може бути проконтрольована твердість. Монтаж кільця в буксовий вузол рухливого складу роблять за прийнятою технологією. Приклад: Спосіб відновної обробки зношених кілець підшипників здійснювали таким чином. Зношене кільце, узяте в цеху по ремонті колісних пар Авдеевского експериментального заводу нестандартизованого устаткування, прохолоджували в рідкому азоті при температурі мінус 196°С протягом 25хвилин з наступним нагріванням до 140°С и витримкою протягом 4 годин. Охолодження проводили в посудині діаметром 240мм і висотою 50мм. Діаметр внутрішнього кільця підшипника вимірювали за допомогою нутромера з індикатором годинного типу з ціною розподілу 0,01мм. За дійсне значення відхилення від номінального діаметра по якому підраховується натяг, прийняли середнє арифметичне значення усіх відхилень, отриманих при вимірі кільця. Результати дослідження показали, що після такого режиму внутрішній діаметр зменшився на 0,02мм і розміри кільця не змінилися протягом 30 днів. Результати зведені в таблицю. Таблиця Допуски до розмірів посадкового діаметра внутрішнього кільця підшипника Максимальний розмір, мм Мінімальний розмір, мм При виготовленні і ревизи в депо Після експлуатації в зношеному стані Після відбудовної обробки 160,017 159,96 160,04 160,005 160,02 159,98 Додатково контролювали твердість зношеного кільця і після відновлення по способі, що заявляється У зношеному стані після експлуатації воно складало 62-63HRC, після відновлення 62-63HRC, тобто твердість збереглася При обробці кільця по способу найближчого аналога з нагріванням до температури 580°С тривалістю 20 хвилин відбувалося значне зниження твердості з 63 до 35HRC, що не припустимо по технічних умовах Після відбудовній обробці розміри посадкового діаметра внутрішнього кільця підшипника збільшуються на 0,01-0,02мм, що не відповідає необхідним умовам.
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for reducing treatment of used raceways
Автори англійськоюAlimov Valerii Ivanovych
Назва патенту російськоюСпособ восстановительной обработки изношенных колец подшипников
Автори російськоюАлимов Валерий Иванович
МПК / Мітки
МПК: C21D 9/40
Мітки: підшипників, зношених, відновної, кілець, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/2-64385-sposib-vidnovno-obrobki-znoshenikh-kilec-pidshipnikiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновної обробки зношених кілець підшипників</a>
Спосіб виготовлення кілець підшипників кочення
Номер патенту: 44112
Опубліковано: 15.01.2002
Автори: Повстенюк Валерій Іванович, Іскович-Лотоцький Ростислав Дмитрович, Томчук Валерій Іванович, Мітічкін Євген Пилипович
МПК: B21H 1/00
Мітки: підшипників, виготовлення, спосіб, кілець, кочення
Формула / Реферат:
Спосіб виготовлення кілець підшипників кочення, при якому здійснюють відрізування, обробку різанням та холодне розкочування кільцевої заготовки, що відділяється від труби з дефектним шаром і різностінністю, який відрізняється тим, що обробку різанням здійснюють еквідистантно внутрішній поверхні труби або кільцевої заготовки з припуском на товщину дефектного шару.
Спосіб утилізації зношених автомобільних покришок
Номер патенту: 32928
Опубліковано: 15.02.2001
Автори: Антоненко Володимир Миколайович, Таланчук Петро Михайлович, Парубоча Тетяна Василівна
МПК: B26F 3/06
Мітки: спосіб, утилізації, автомобільних, зношених, покришок
Текст:
...Задача вирішується також за рахунок того, що операція модифікації використовує продукти піролізу та механічного подрібнення гуми для їх хімічної або механічної переробки. Вирішенню задачі сприяє також те, що операція модифікації дозволяє не тільки поліпшити властивості вихідних продуктів, а й одержати принципово нові продукти, в яких частина (або всі) компоненти є продуктом переробки покришок. Такі взземообумовлені принципи реалізації...
Спосіб виготовлення поршневих кілець
Номер патенту: 30976
Опубліковано: 15.12.2000
Автори: Мелекянець Вячеслав Пилипович, Сідоренко Анатолій Іванович
Мітки: виготовлення, поршневих, кілець, спосіб
Текст:
...кілець, який включає приготування шихти у вигляді суміші вхідних порошкових компонентів на залізографітової основі з антифрикціонними додатками, її пресування під тиском, спікання у захисному середовищі і допресування заготівлі з наступною термообробкою, згідно винаходу, ,в якості вхідних компонентів використовують суміш порошків, яка містить, мас.%: . графіт 1.35 - 1.5 мідь 2.0 - 2.5 дисульфід молібдену 1.7 - 1.9 сульфід цинку 2.3 -...
Спосіб обробки холоднодеформованих переробних труб для підшипникових кілець
Номер патенту: 12956
Опубліковано: 28.02.1997
Автори: Завгородній Володимир Григорович, Мережко Віктор Лукич, Гребе Олександр Констянтинович, Трубіцин Борис Вікторович, Мартиненко Сергій Іванович, Кірсанов Володимир Михайлович, Кліменко Леонід Андрійович, Леткін Олександр Михайлович, Старушкін Микола Іванович, Палкін Юрій Олександрович, Петренко Анатолій Михайлович, Риков Валерій Олександрович
Мітки: підшипникових, спосіб, труб, холоднодеформованих, переробних, обробки, кілець
Формула / Реферат:
(57) Способ обработки холоднодерфомированных передельных труб для подшипниковых колец, включающий нагрев пакета труб, охлаждение на воздухе до комнатной температуры, правку знакопеременным изгибом и резку, отличающийся тем, что охлаждение ведут в два этапа - сначала трубы охлаждают в пакете до температуры 630-650°С, а затем пакет разбирают и трубы охлаждают поштучно с одновременным их перемещением и вращением на рольганге.
Спосіб та пристрій для утилізації зношених армованих металом виробів з фрикційних матеріалів
Номер патенту: 47448
Опубліковано: 15.07.2002
Автор: Шнітковський Микола Васильович
МПК: B29B 17/00, B29B 17/02
Мітки: виробів, матеріалів, спосіб, зношених, металом, утилізації, армованих, пристрій, фрикційних
Формула / Реферат:
1. Спосіб утилізації зношених армованих металом виробів з фрикційних матеріалів, при якому здійснюють механічне руйнування зношених виробів, відокремлення металевої арматури, розподілення по компонентах та подрібнення на роторному подрібнювачі, який відрізняється тим, що механічне руйнування зношених виробів здійснюють під тиском, а процес подрібнення здійснюють при температурі навколишнього середовища із застосуванням стисненого...
Попередній патент: Електродіалізний апарат
Наступний патент: Електророзрядна галогенна лампа
Випадковий патент: Установка для безреагентного знезараження води