Спосіб обробки холоднодеформованих переробних труб для підшипникових кілець
Номер патенту: 12956
Опубліковано: 28.02.1997
Автори: Мартиненко Сергій Іванович, Завгородній Володимир Григорович, Мережко Віктор Лукич, Петренко Анатолій Михайлович, Палкін Юрій Олександрович, Кірсанов Володимир Михайлович, Старушкін Микола Іванович, Трубіцин Борис Вікторович, Кліменко Леонід Андрійович, Риков Валерій Олександрович, Леткін Олександр Михайлович, Гребе Олександр Констянтинович

Формула / Реферат
(57) Способ обработки холоднодерфомированных передельных труб для подшипниковых колец, включающий нагрев пакета труб, охлаждение на воздухе до комнатной температуры, правку знакопеременным изгибом и резку, отличающийся тем, что охлаждение ведут в два этапа - сначала трубы охлаждают в пакете до температуры 630-650°С, а затем пакет разбирают и трубы охлаждают поштучно с одновременным их перемещением и вращением на рольганге.
Текст
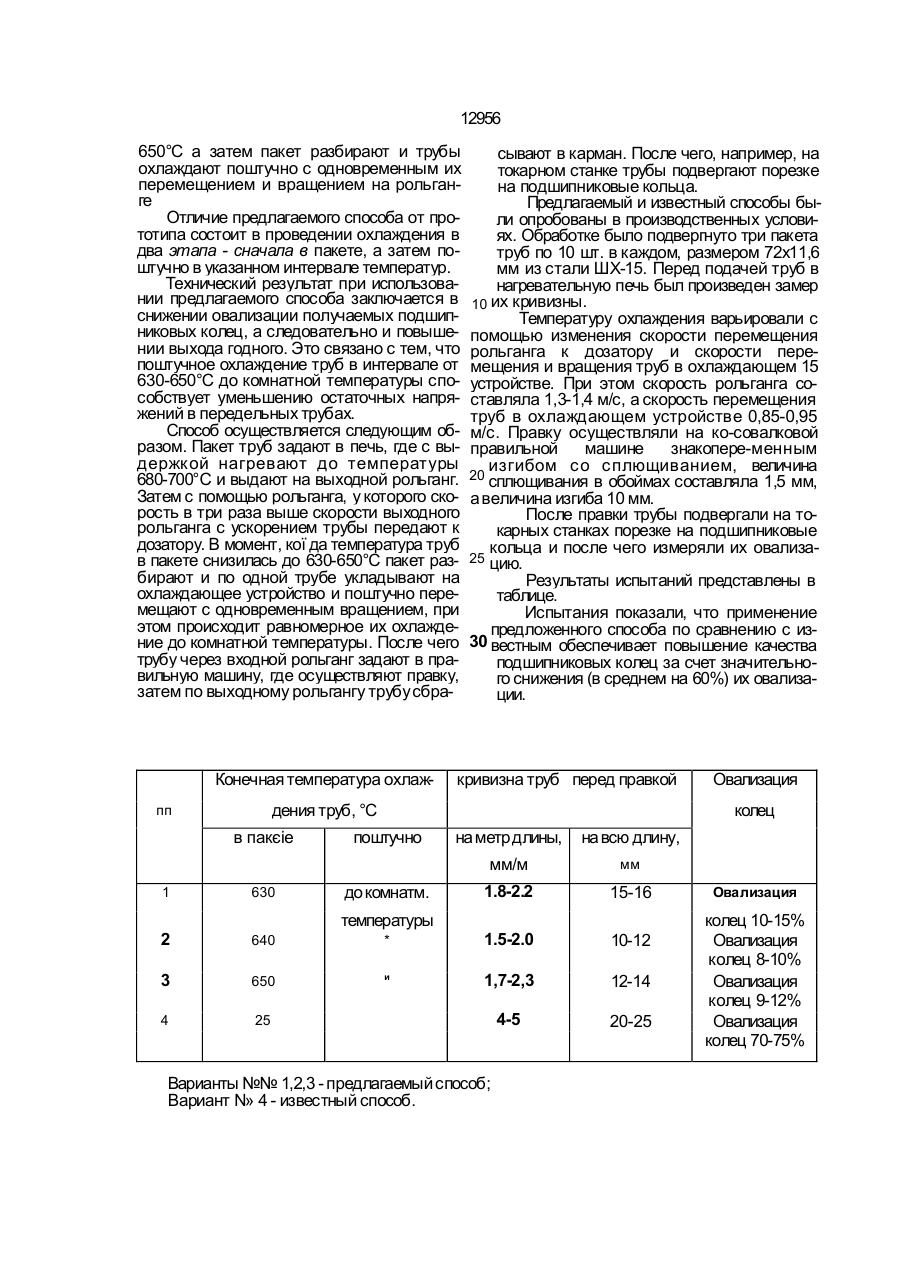
Способ обработки холоднодерфомированных передельных труб для подшипниковых колец, включающий нагрев пакета труб, охлаждение на воздухе до комнатной температуры, правку знакопеременным изгибом и резку, о т л и ч а ю щ и й с я тем, что охлаждение ведут в два этапа - сначала трубы охлаждают в пакете до температуры 630-650°С, а затем пакет разбирают и трубы охлаждают поштучно с одновременным их перемещением и вращением на рольганге. ся равномерное охлаждение всех труб, из которых сформирован пакет. В результате трубы, которые находятся по краю пакета имеют кривизну значительно превышающую кривизну труб, находящихся внутри пакета. Задачей решаемой изобретением является создание способа обработки холоднодеформированных передельных труб для подшипниковых колец, обеспечивающего увеличение выхода годного при получении подшипниковых колец, т.е. после резки передельных труб. Эта задача решена тем, что в способе, включающем нагрев труб, охлаждение на воздухе до комнатной температуры, правку знакопеременным изгибом и резку, охлаждение ведут в два этапа - сначала трубы охлаждают в пакете до температуры 630 С > ю о ел ON О 12956 650°С а затем пакет разбирают и трубы охлаждают поштучно с одновременным их перемещением и вращением на рольганге Отличие предлагаемого способа от прототипа состоит в проведении охлаждения в два этапа - сначала в пакете, а затем поштучно в указанном интервале температур. Технический результат при использовании предлагаемого способа заключается в снижении овализации получаемых подшипниковых колец, а следовательно и повышении выхода годного. Это связано с тем, что поштучное охлаждение труб в интервале от 630-650°С до комнатной температуры способствует уменьшению остаточных напряжений в передельных трубах. Способ осуществляется следующим образом. Пакет труб задают в печь, где с выдержкой нагревают до температуры 680-700°С и выдают на выходной рольганг. Затем с помощью рольганга, у которого скорость в три раза выше скорости выходного рольганга с ускорением трубы передают к дозатору. В момент, кої да температура труб в пакете снизилась до 630-650°С пакет разбирают и по одной трубе укладывают на охлаждающее устройство и поштучно перемещают с одновременным вращением, при этом происходит равномерное их охлаждение до комнатной температуры. После чего трубу через входной рольганг задают в правильную машину, где осуществляют правку, затем по выходному рольгангу трубу сбра Конечная температура охлаж сывают в карман. После чего, например, на токарном станке трубы подвергают порезке на подшипниковые кольца. Предлагаемый и известный способы были опробованы в производственных условиях. Обработке было подвергнуто три пакета труб по 10 шт. в каждом, размером 72x11,6 мм из стали ШХ-15. Перед подачей труб в нагревательную печь был произведен замер 10 их кривизны. Температуру охлаждения варьировали с помощью изменения скорости перемещения рольганга к дозатору и скорости перемещения и вращения труб в охлаждающем 15 устройстве. При этом скорость рольганга составляла 1,3-1,4 м/с, а скорость перемещения труб в охлаждающем устройстве 0,85-0,95 м/с. Правку осуществляли на ко-совалковой правильной машине знакопере-менным изгибом со сплющиванием, величина 20 сплющивания в обоймах составляла 1,5 мм, а величина изгиба 10 мм. После правки трубы подвергали на токарных станках порезке на подшипниковые кольца и после чего измеряли их овализа25 цию. Результаты испытаний представлены в таблице. Испытания показали, что применение предложенного способа по сравнению с из30 вестным обеспечивает повышение качества подшипниковых колец за счет значительного снижения (в среднем на 60%) их овализации. кривизна труб перед правкой дения труб, °С пп в пакєіе Овализация колец поштучно на всю длину, мм/м до комнатм. на метр длины, мм 1.8-2.2 15-16 1 630 2 640 * 1.5-2.0 10-12 3 650 и 1,7-2,3 12-14 4 25 4-5 20-25 температуры Варианты №№ 1,2,3 - предлагаемый способ; Вариант N» 4 - известный способ. Овализация колец 10-15% Овализация колец 8-10% Овализация колец 9-12% Овализация колец 70-75% 12956 Упорядник Замовлення 4091 Техред М.Моргентал Коректор М. Керецман Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working of cold-deformed pipes for bearing rings
Автори англійськоюStarushkin Mykola Ivanovych, Palkin Yurii Oleksandrovych, Letkin Oleksandr Mykhailovych, Kirsanov Volodymyr Mykhailovych, Trubitsyn Borys Viktorovych, Petrenko Anatolii Mykhailovych, Rykov Valerii Oleksandrovych, Hrebe Oleksandr Konstiantynovych, Klimenko Leonid Andriiovych, Zavhorodnii Volodymyr Hryhorovych, Martynenko Serhii Ivanovych, Merezhko Viktor Lukych
Назва патенту російськоюСпособ обработки холоднодеформированных труб для подшипниковых колец
Автори російськоюСтарушкин Николай Иванович, Палкин Юрий Александрович, Леткин Александр Михайлович, Кирсанов Владимир Михайлович, Трубицин Борис Викторович, Петренко Анатолий Михайлович, Рыков Валерий Александрович, Гребе Александр Константинович, Клименко Леонид Андреевич, Завгородний Владимир Григорьевич, Мартыненко Сергей Иванович, Мережко Виктор Лукич
МПК / Мітки
Мітки: кілець, обробки, переробних, спосіб, труб, холоднодеформованих, підшипникових
Код посилання
<a href="https://ua.patents.su/4-12956-sposib-obrobki-kholodnodeformovanikh-pererobnikh-trub-dlya-pidshipnikovikh-kilec.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки холоднодеформованих переробних труб для підшипникових кілець</a>
Пристрій для обробки розтрубів чавунних труб
Номер патенту: 11060
Опубліковано: 25.12.1996
Автор: Жеребний Михайло Олександрович
МПК: B22D 31/00
Мітки: обробки, розтрубів, чавунних, труб, пристрій
Формула / Реферат:
(57) 1. Устройство для обработки раструбов чугунных труб, преимущественно, отлитых центробежным способом, содержащее приводную обрабатывающую головку, приводную тележку для относительного перемещения обрабатывающей головки и трубы и средства фиксации трубы, отличающееся тем, что обрабатывающая головкапредставляет собой центральный и, по меньшей мере, два боковые ролика с однонаправленной конусностью, свободно установленных с...
Технологічна лінія для контролю та обробки зварних труб
Номер патенту: 10025
Опубліковано: 30.09.1996
Автори: Індицький Борис Менделевич, Гончар Володимир Павлович, Сапригін Хразален Михайлович, Лохонько Микола Миколайович, Магальник Борис Якович, Куцін Володимир Семенович, Попенко Олександр Пилипович, Свідлер Валентин Львович, Ферлудін Володимир Михайлович, Ксаверчук Леонід Петрович
МПК: B21C 37/06, B23Q 41/00
Мітки: лінія, труб, контролю, технологічна, обробки, зварних
Формула / Реферат:
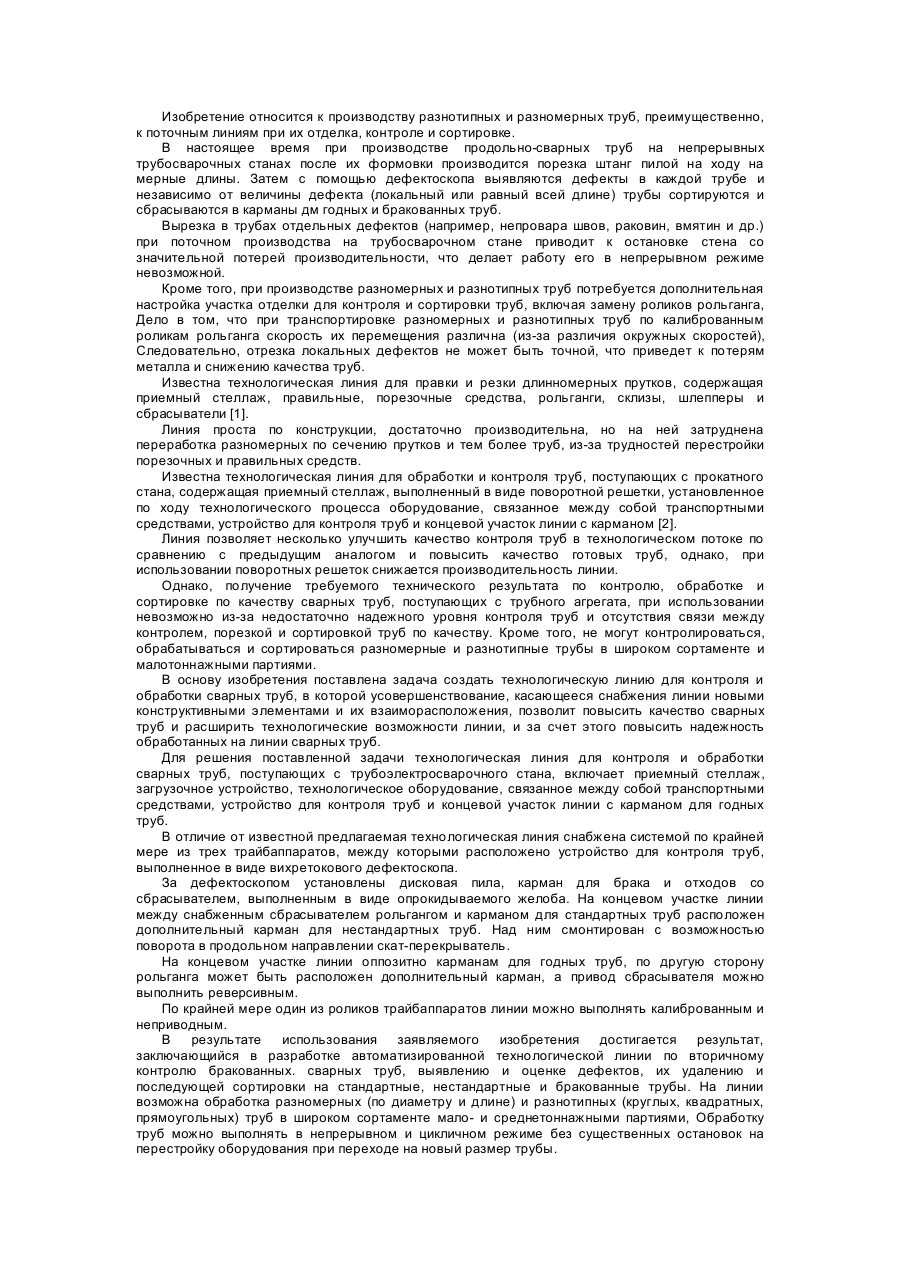
1. Технологическая линия для контроля и обработки сварных труб, поступающих с трубоэлектросварочного агрегата, включающая приемный стеллаж, загрузочное устройство, технологическое оборудование, связанное между собой транспортными средствами, устройство для контроля труб и концевой участок линии с карманом для годных труб, отличающаяся тем, что она снабжена системой по меньшей мере из трех трайбаппаратов, между которыми расположено...
Спосіб відновлення спрацьованих маслоущільнювальних кілець
Номер патенту: 4537
Опубліковано: 28.12.1994
Автори: Михайленко Юрій Григорович, Андрусенко Анатолій Петрович
МПК: B23P 6/00
Мітки: кілець, спосіб, маслоущільнювальних, відновлення, спрацьованих
Формула / Реферат:
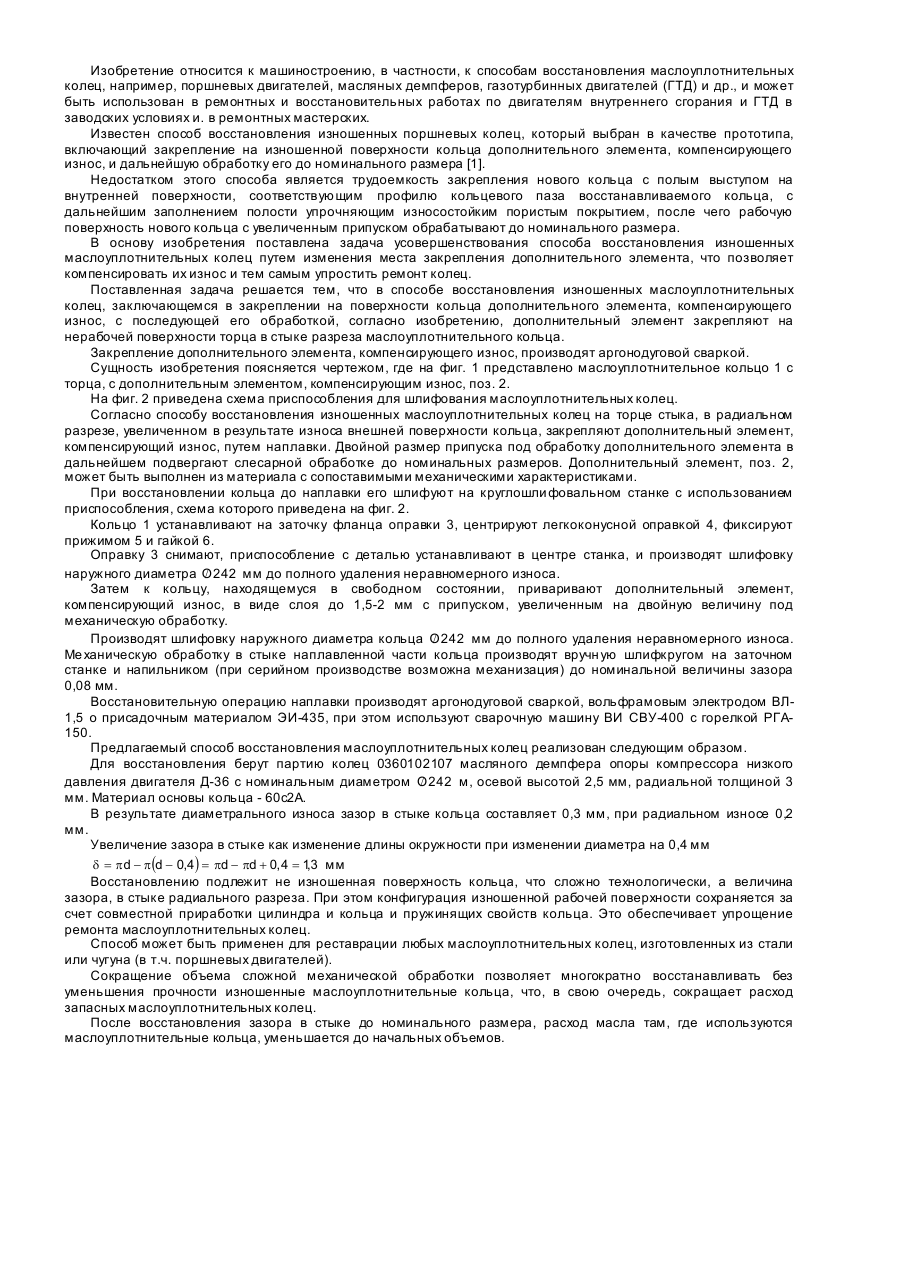
1. Способ восстановления изношенных маслоуплотнительных колец, заключающийся в закреплении на поверхности кольца дополнительного элемента, компенсирующего износ, с последующей его обработкой, отличающийся тем, что дополнительный элемент закрепляют на нерабочей поверхности торца в стыке разреза маслоуплотнительного кольца.2. Способ по п.1, отличающийся тем, что закрепление дополнительного элемента, компенсирующего износ, производят...
Установка для обробки зовнішньої поверхні труб
Номер патенту: 267
Опубліковано: 30.04.1993
Автори: Івченко Лариса Василівна, Третяков Клавдій Федорович, Дрягін Дмитро Прокопович
МПК: B08B 9/02
Мітки: обробки, зовнішньої, установка, труб, поверхні
Формула / Реферат:
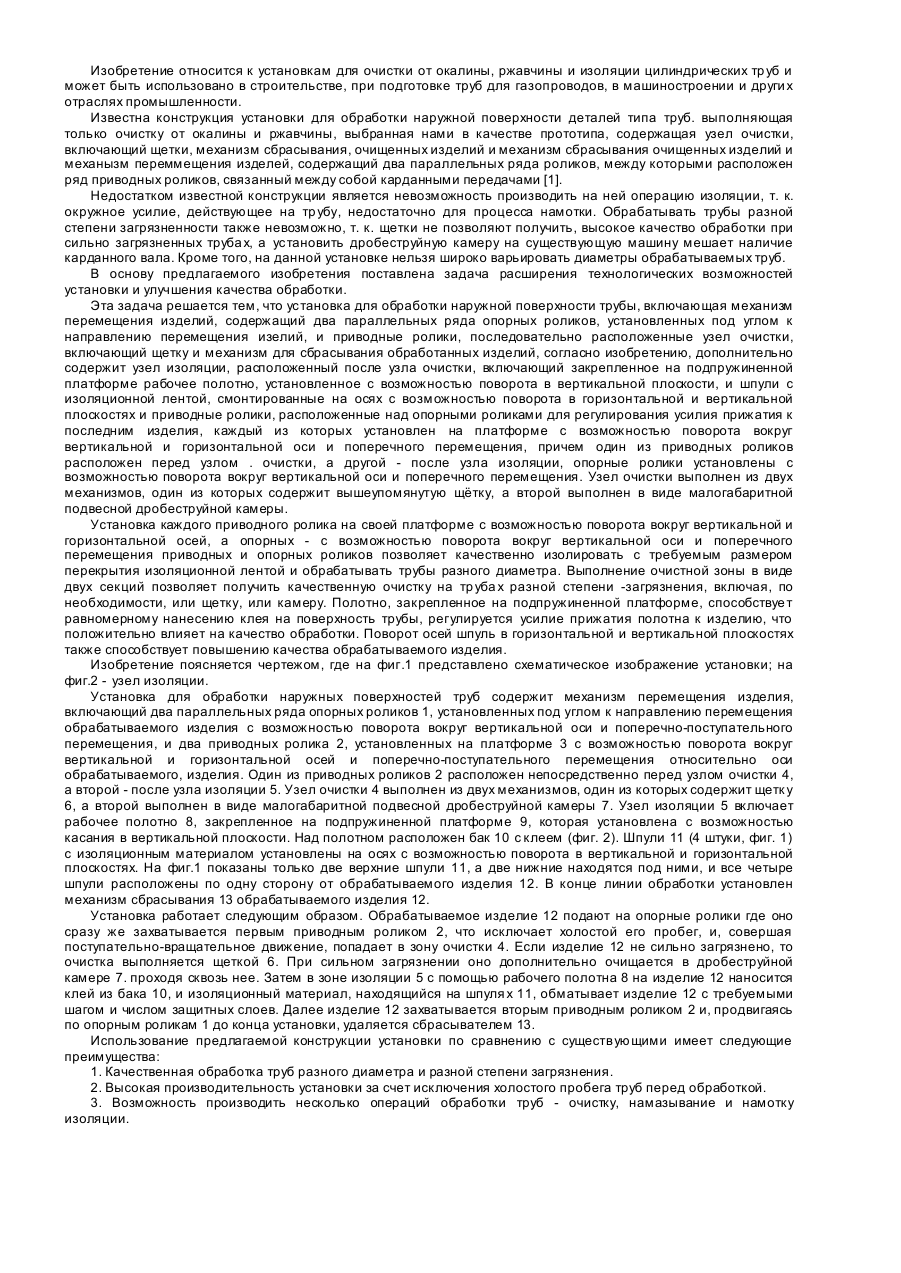
Установка для обработки наружной поверхности труб, включающая механизм перемещения изделия, содержащий два параллельных ряда опорных роликов, установленных под углом к направлению перемещения изделия, и приводные ролики и последовательно расположенные узел очистки, включающий щетку, и механизм для сбрасывания обработанных изделий, отличающаяся тем, что она снабжена узлом изоляции, расположенным после узла очистки, Включающим закрепленное на...
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Сергій Валентинович, Тир Валентин Рудольфович
МПК: B21D 41/00
Формула / Реферат:
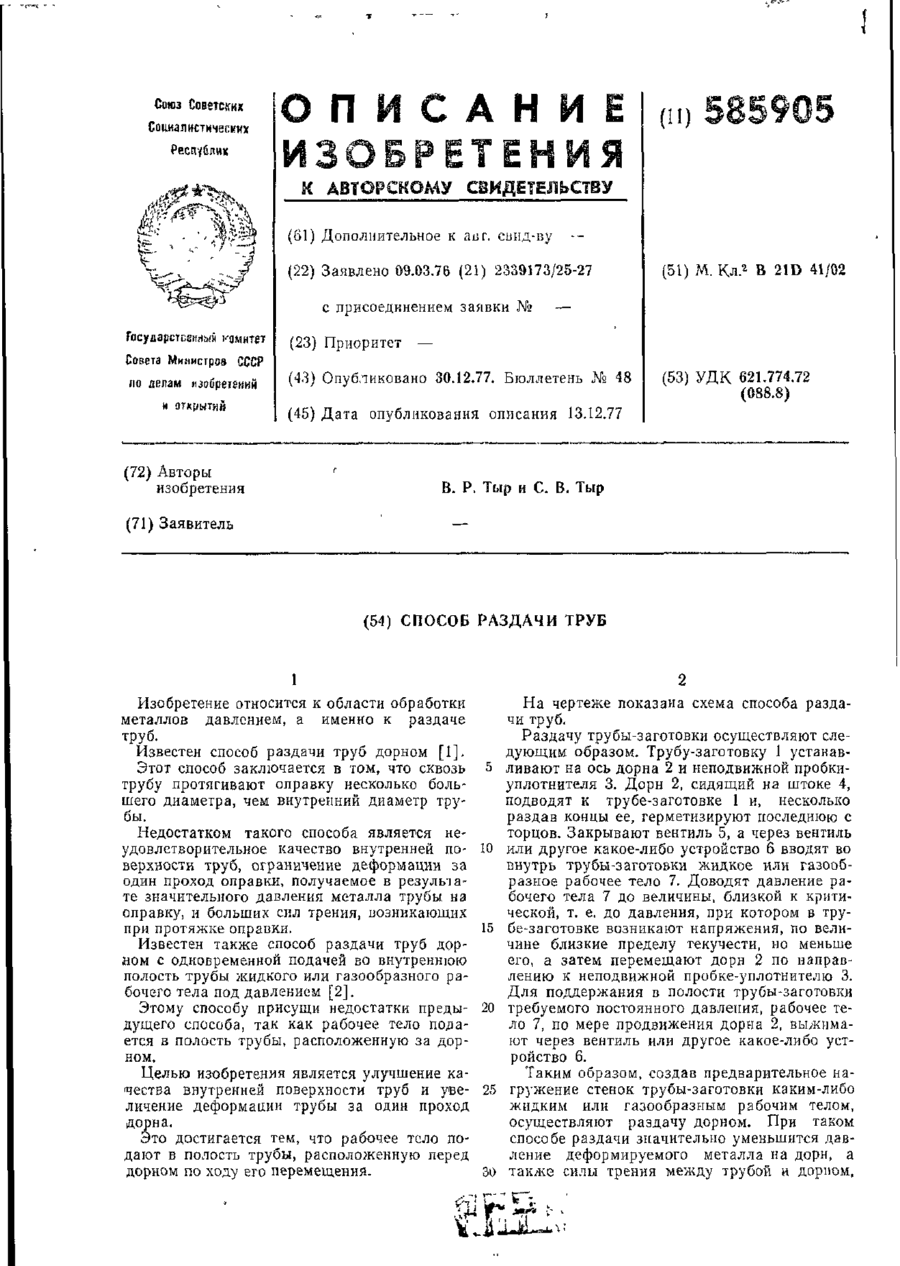
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Попередній патент: Штам бактерій васіllus suвтіlіs для одержання препарату проти збудника сірої гнилі суниці
Наступний патент: Складений прокатний валок
Випадковий патент: Гетероциклічна конденсована система імідазо[1,2-b][1,3]тіазоло[3,2-d][1,2,4]триазол